3.4.1 Fördelar och begränsningar
ET-provning kan användas inom många områden, vilket gör metoden mycket flexibel. Bland annat kan följande fördelar noteras:
- kan prova detaljer från stillastående till mycket höga provningshastigheter, (50–60 m/sek)
- kan automatiseras
- kan utföras utan att givaren är i kontakt med materialet
- är mindre känslig för temperaturvariationer.
Sammantaget ger detta stora fördelar vid provning inom stålindustrin av bland annat rör, tråd och stång.
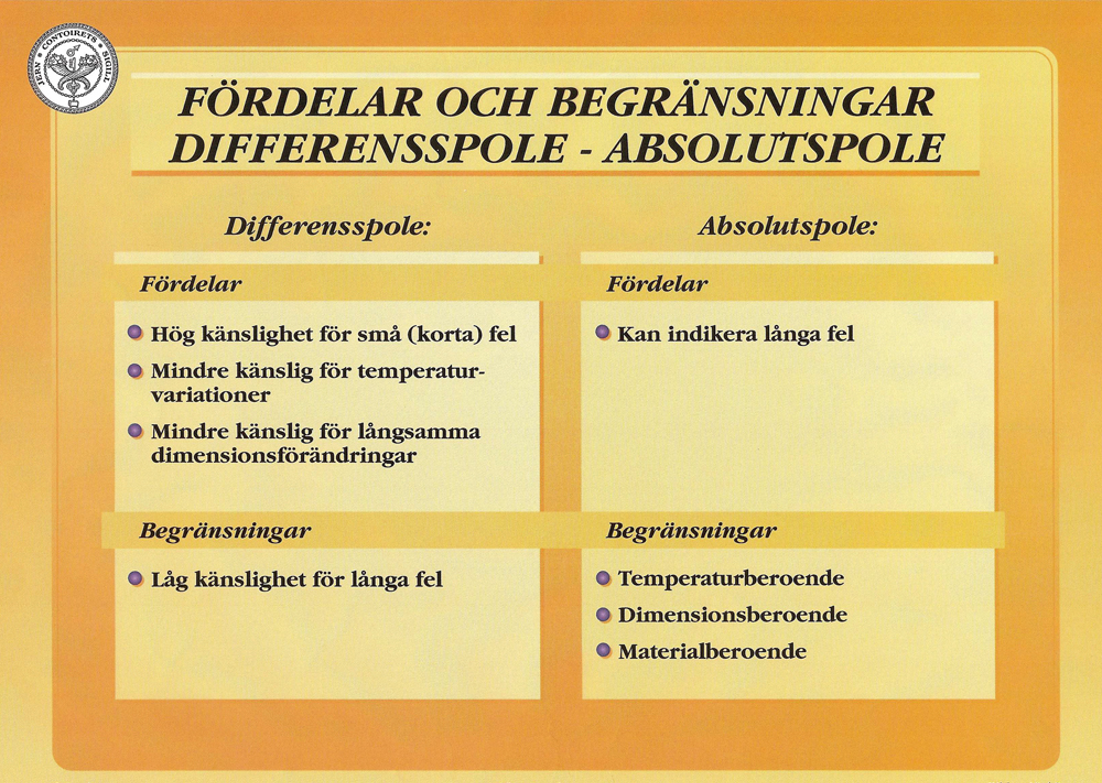
Valet av givare är viktigt och avgörande för provresultatet. Det är viktigt att känna till skillnaden mellan differensspole och absolutspole. En differensspole är uppbyggd av minst två lindningar, och därför mäts endast differensen mellan de båda lindningarna. Det betyder att spolen ger signal från korta fel eller när ett långt fel startar och slutar, dvs när man mäter en skillnad i de båda spolarna. Det betyder också att ett fel som endast långsamt ökar i storlek kommer att vara svårare att indikera.
Eftersom en absolutspole är balanserad mot ett felfritt material kommer den att ge signal från både korta och långa defekter, det vill säga både långsamma och snabba dimensionsvariationer, legeringsförändringar och diskontinuiteter kommer att upptäckas. Figur 27 visar fördelar och begränsningar med differens- respektive absolutspole.


{kind=link}