5.0.1 Översikt
Svetsbarheten är oerhört väsentlig för de rostfria stålen. En väl genomförd svets har oftast utmärkta egenskaper, medan många andra fogningsmetoder innebär att man samtidigt skapar ogynnsamma geometrier, som kan ge upphov till spaltkorrosion. Dessutom innebär fogar även ur hållfasthetssynpunkt försvagningar genom anvisningsverkan. Svetsbarheten är således central, och stor uppmärksamhet riktas vid utveckling av rostfria stål mot att få en svets, som uppvisar lika goda egenskaper som grundmaterialet. Ofta innebär detta att överlegerade tillsatsmaterial rekommenderas, eftersom man vill undvika värmebehandling av svetsen. Något som förutom av kostnadsskäl även är oönskat av praktiska orsaker.
Vanliga austenitiska rostfria stål som 1.4301 och 1.4401 är mycket lätta att svetsa. Det innebär inte att man kan misshandla materialet hur som helst, men att man med tillgänglig teknik kan uppnå mycket goda resultat. Smältsvetsmetoderna dominerar, dvs metallbågssvetsning med belagda elektroder, MIG (Metal Inert Gas som även kallas GMAW, Gas Metal Arc Welding i USA) och TIG (Tungsten Inert Gas eller GTAW, Gas Tungsten Arc Welding i USA). Gassvetsning bör undvikas på grund av risk för uppkolning. Plasma-, laser- och elektronstrålesvetsning används också. För grövre gods utnyttjas pulverbågssvetsning.
För de austenitiska stålen rekommenderas ofta att en låg sträckenergi används för att uppnå en snabb svalning genom det temperaturintervall där utskiljning av skadliga faser sker. Ju högre legerat material desto större risk föreligger för att få utskiljning av intermetalliska faser med sänkt korrosionsmotstånd och slagseghet som resultat. Ett korrekt val av elektrod och svetsparametrar är således högst väsentligt.
De duplexa stålen har genom sitt legeringsinnehåll ett ferritiskt stelnande. Det innebär att de under svalning från 1350°C ned till cirka 1100°C måste ha en svalningshastighet som inte är större än att de kan hinna omvandla ferriten till ungefär lika delar austenit och ferrit genom ett diffusionsstyrt förlopp. Diffusion tar tid, och för att uppnå målet är sammansättningen mycket delikat balanserad med främst nickel och kväve som kritiska legeringselement. Alltför höga energier ger långsamma svalningsförlopp med åtföljande risk för intermetalliska faser som resultat. Ju högre legerade duplexa stål, framförallt molybden, desto större försiktighet krävs för att undvika förhållanden som ger långsam svalning.
Även de ferritiska rostfria stålen är svetsbara, men har vissa begränsningar, eftersom de inte undergår någon omvandling i fast fas vid svalningen. Den kornförgrovning som kan uppträda i HAZ kvarstår således efter svalning till rumstemperatur och kan ge upphov till lägre seghet. Det är den främsta orsaken till att det kan ligga begränsningar i godstjocklek för svetsning av ferritiska rostfria stål.
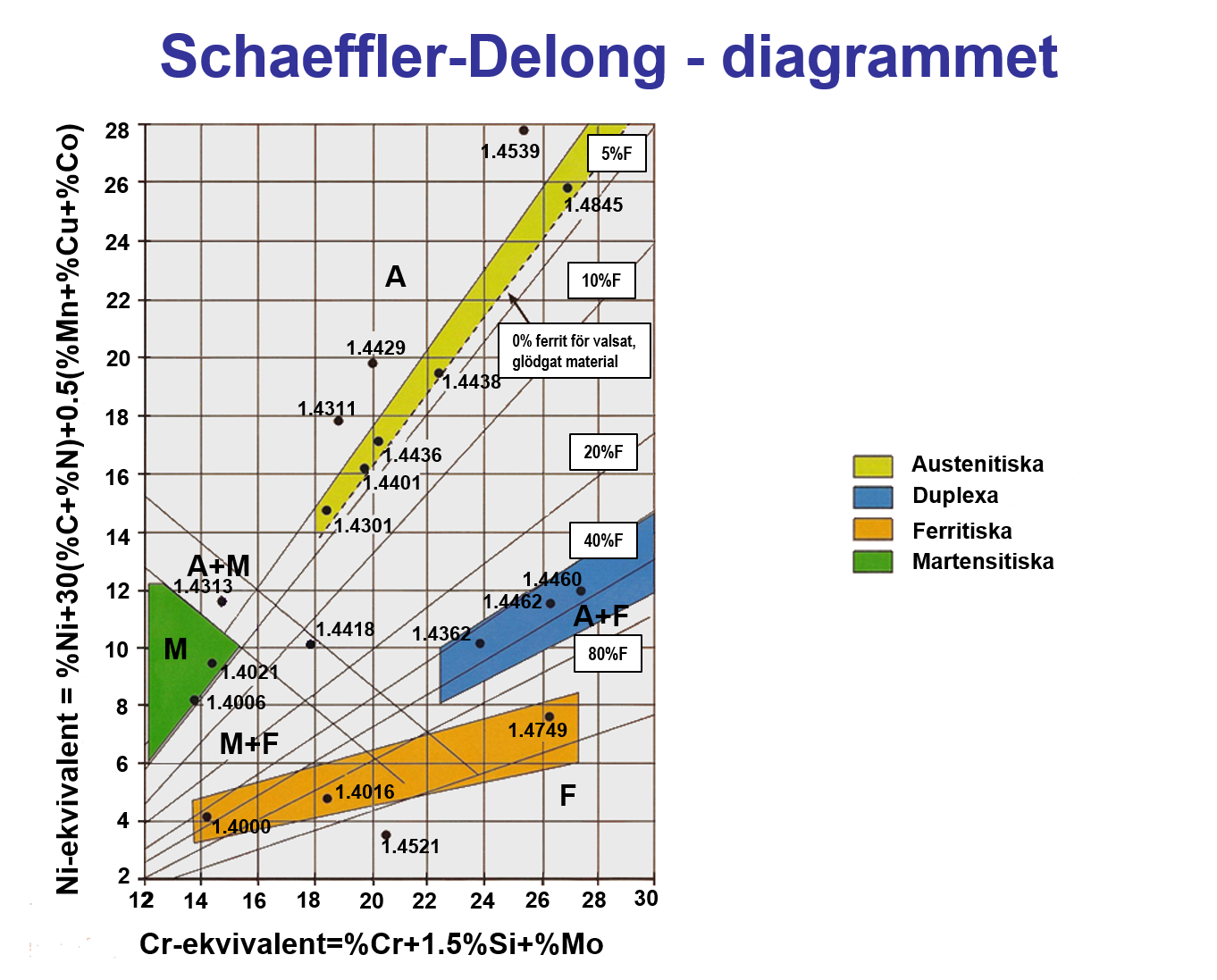
En annan aspekt berör tendensen till varmsprickbildning i svetsar hos austenitiska rostfria stål. En allmänt accepterad mekanism för varmsprickornas uppkomst är kopplad till materialens mikrostruktur under stelning och svalning. Svavlet som finns i materialet drivs framför stelningsfronten och anrikas i smältan. Lösligheten av svavel i austenit är låg, varför det är önskvärt att svetsgodset innehåller en viss andel ferrit som får fungera som svavelrecipient, vilket förhindrar sprickor. Om materialet blir 100% austenit ökar således sprickrisken, och som en kompensation bör fosforhalten sänkas. För att enkelt kunna göra en uppskattning av fasandelarna efter svalning, som funktion av legeringarnas sammansättning, har det empiriska så kallade Schaeffler DeLong diagrammet utvecklats. Axelvariablerna är krom- och nickel ekvivalenter.
Det enklaste sättet att undvika problem är emellertid att utnyttja de svetsrekommendationer som finns på datablad och hos materialleverantörer och tillverkare av tillsatsmaterial.
5.0.2 Applikationsexempel 5: Hushållsprodukter
Redan då det rostfria materialet uppfanns i början på 1900-talet sågs möjligheterna att utnyttja materialets beständighet mot ”staining”, fläckar (eng. stainless steel) inom hushållsområdet.
Bestick: Jämfört med att ha bestick i olika former av kolstål, som snabbt förstörs om de inte vårdades väl, så har alternativet med underhållsfria bestick klara fördelar. Bestick i rostfritt dominerar idag marknaden, men fortfarande kan man finna kolstål i vissa kockknivar. De motiverades tidigare av att eggskärpan var överlägsen de rostfria materialens, men en aktiv legeringsutveckling har eliminerat detta argument, och en majoritet av professionella kockknivar tillverkas nu i rostfritt. Den ökade användningen av diskmaskiner och därmed tillhörande aggressiva diskmedel medför att de mest låglegerade stålsorterna ofta drabbas av punktkorrosion. De något mer höglegerade stålen klarar sig bättre och 18/8, det vill säga den vanligaste rostfrisorten alla kategorier med 18% Cr och 8% Ni, drabbas normalt inte av sådana problem i den tillämpningen.
Diskbänkar: En av de främsta orsakerna till valet av rostfritt stål för diskbänkar är att det är enkelt att hålla ytan ren, inte korroderar, inte är porösa och har stor slag- och värmetålighet. Dessutom har studier visat att den rostfria ytan är mycket fördelaktig ur hygiensynvinkel jämfört med andra material. Rostfritt är totalt dominerande för köksbänkar med ca 75% av världsmarknaden och en tillverkning av totalt cirka 25 miljoner bänkar per år (200 000-300 000 ton stål). Utvecklingen inleddes i och med att man lärt sig att djuppressa rostfritt i USA i slutet av 40-talet.
Vid tillverkning av rostfria diskbänkar ställs stora krav på såväl svetsbarhet som djuppressbarhet. Baljan djuppressas och svetsas därefter fast i bänken. Eftersom svetsen hamnar på en synlig plats krävs att materialet har hög svetsbarhet och lämnar ett utseende som är acceptabelt utan alltför stora ytbehandlingsinsatser. En korrekt utförd svets ger efter slipning och polering inga som helst spår i ytan.

