5.0.1 Översikt av principer
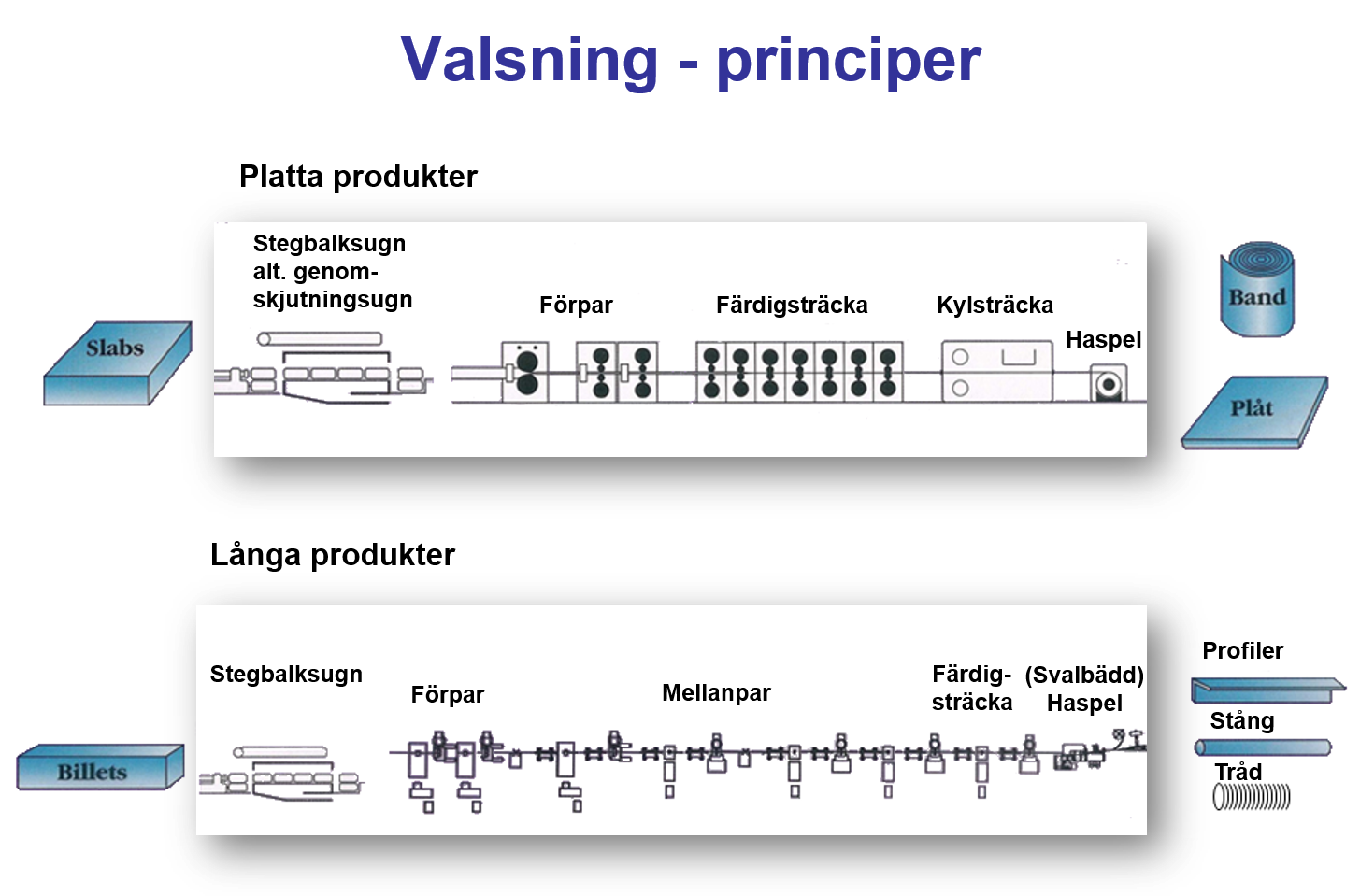
Valsning är den vanligaste metoden vid plastisk bearbetning av stålprodukter. Bearbetningen sker då ämnet passerar mellan två roterande cylindrar, valsar. Man kan indela de valsade produkterna i platta och långa produkter, beroende på deras form.

- dimension
- form
- inre egenskaper
- hållfasthet
- ytbeskaffenhet.
Platta produkter, som plåt och band, valsas normalt mellan släta valsar, medan långa produkter, som stång, profiler eller tråd, valsas i spårade valsar.
Valsverk indelas efter storlek, produkttyp samt valsarnas antal och placering.
Bandvalsverk brukar indelas i smalband- och bredbandverk, där gränsen går vid 600 mm bandbredd. Tillverkningen av tunn formatplåt sker genom uppklippning av hasplade band.
Ämnen i ett modernt bredbandverk eller plåtverk utgörs av stränggjutna slabs. Ämnen, vars tjocklek varierar från 150 till 300 mm, kommer in från ämnesbehandlingen eller ämneslager och transporteras på en rullbana till ugnen (genomskjutningsugn eller stegbalksugn). Efter dragning ur ugnen sker glödskalsrensning och nedvalsningen börjar i förparet. I figurexemplet består förparet av ett reversibelt duopar och två kvartopar i tandem. För breddreduktion förekommer oftast reversibla kantduopar i förparssträckan.
I förparssträckan valsas ämnet ned till tjocklekar mellan 30 och 50 mm. Innan det förvalsade ämnet går in i färdigsträckan klipps första änden i en snoppsax. I färdigsträckan, som i exemplet består av sju kvartopar, sker den slutgiltiga reduktionen ned till 2-10 mm tjocklek, varefter bandet passerar kylsträckan och hasplas via ett matarverk.

{kind=link}