14.1.1 Översikt och Avgjutningsskänkar
14.1.1.1 Översikt
Med avgjutning avses det arbetsmoment då smälta fylls i gjutformen genom ingjutsystemet och fyller formhåligheten. Vid avgjutning bör man hålla gjutskålen fylld under hela avgjutningsförloppet. Detta är särskilt viktigt vid manuell avgjutning. Vid automatiserad avgjutning så styrs det mer mot att hela gjutskål eller gjuttratt är fylld tills nästan hela formen är fullgjuten. I slutet är det endast själva nedloppet som hålls fyllt. Detta ökar utbytet men kräver att översta nivån av smälta hela tiden är något högre än högsta punkten i formrummet.
En smälta med önskad kemisk sammansättning skall hällas i formen med kontrollerad och jämn temperatur under ett förutbestämt tidsintervall. Att välja rätt avgjutningsmetod är viktigt eftersom det valet påverkar gjutgodskvaliteten, utbytet, kostnaden och arbetskraftsbehovet.
14.1.1.2 Avgjutningsskänkar
Beroende på utformningen av skänken finns följande huvudtyper:
- konisk
- bottentömmande
- cylinderformad
- teapotskänk (tekanneskänk)
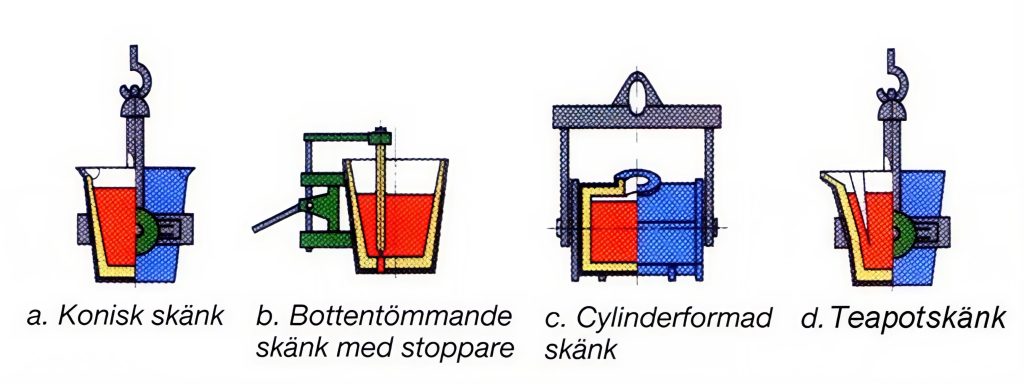
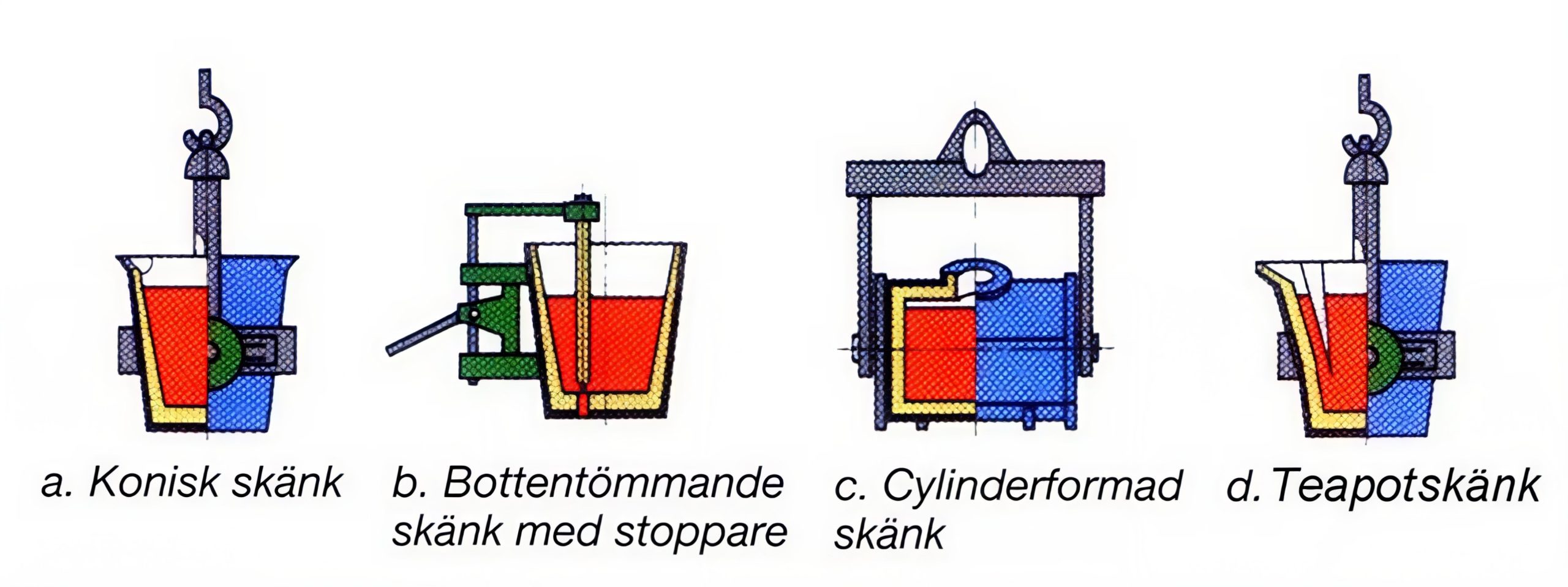
Figur 1. De vanligaste typerna av avgjutningsskänkar.
Den koniskt utformade skänken (Figur 1a ovan) används för både järn- och metallegeringar. Skänken är normalt tillverkad i stål och finns i kapaciteter från 100 kilo till 20 ton. Invändigt är den infodrad med värmebeständigt keramiskt material. Vanligtvis är den öppen uppåt och försedd med avgjutningsläpp.
För att förhindra slaggdefekter i stål- och magnesiumgjutgods är ett vanligt alternativ koniskt utformade bottentömmande skänkar med stoppare (figur b). Sådana skänkar finns med kapaciteter från 100 till 10 000 kilo. Principen för denna typ av skänkar beskrivs i avsnitt 14.5.
Cylindriska skänkar (figur c) används för transport av smälta och för avgjutning av järn-, brons-, rödmetall- och i vissa fall även stållegeringar. I dessa skänkar är temperaturförlusterna väsentligt lägre än i koniska skänkar. Typiskt för cylindriska skänkar är att de har kapaciteter upp till 5000 kilo. Smälta fylls i formen genom att skänken roteras kring sin axel. En begränsning med denna typ av skänkar är svårigheten att rengöra och infodra dem.
En avancerad förändring av koniska och cylindriska skänkar är att förse dem med en ”teapot” (figur d). Sådana skänkar benämns teapot- eller tekanneskänkar. Teapotutförandet gör att smältan tas från botten av skänken vilket gör att eventuell slagg kan avskiljas. En nackdel är nödvändigheten att förhållandevis ofta rengöra och byta infodring av teapotkanalen. Skänkarna är vanligen mindre med en typisk smältvikt av 50 till 500 kg.
Travers- eller telferbanor lyfter med sin krok skänken i en bygel, kallat ett ok, vilket gör det lättare att ställa undan skänken efter gjutning. Oket har i sin tur hängande krokar eller balkar som lyfter i skänktapparna. Dessa krokar kallas ofta förr i tiden för hängslen.
Generellt sett så är all överflyttning av flytande metall från en ugn till en skänk i behov av att man på ett effektivt sätt minimerar värmeförlusten och materialpåbyggnaden inne i skänken. Med förvärmning av skänken minskar behovet av att övertemperera smältan i smältugnen och smältan behåller sin temperatur bättre. Övertemperatur ger dessutom förhöjd risk för att man försämrar smältans kvalité. Förvärmning av gjutskänken görs även för att förhindra ångexplosion i infodringen. Ännu ett sätt att minska värmeförluster är att använda ett bakfoder i skänken, det vill säga ett eldfast material med hög värmeisolerande förmåga. Vid järngjutning är det även viktigt att skölja en gjutskänk med järn före den första användningen för att minska dess syreupptagning samt ytterligare minska värmeförluster. Även om övertemperatur ökar risken för en något sämre kvalitet på smältan så är det i de flesta fall bättre att ha en något för hög temperatur på smältan i skänken då det finns en möjlighet att låta skänken stå en stund medan man väntar på att temperaturen sjunker.
När nya skänkar infodras måste materialet torkas långsamt, på grund av den eldfasta infodringens låga densitet om 1,5 till 3,0 kg/dm3. Vanligtvis torkas infodring med en lugn, kontrollerad temperaturökning enligt leverantörens föreskrifter. Detta är viktigt för att slitaget skall minimeras och att ett genombrott till stålmanteln inte skall ske.
Genom att rengöra och underhållslaga sin skänk med t.ex. patch/smetmassa så kan man förlänga infodringens livslängd. Samtidigt erhålls viktig förståelse över ersättningsbehov. Genom att bila bort slagg i pipen/snyten ökar man sina förutsättningar att hålla gjutboxen full under avgjutningen.
Skänkar infodras vanligen med neutral massa för att undvika onödig syreupptagning framförallt vid järngjutning.

{kind=link}
{kind=link}