3.9.1 Aluminiumgjutlegeringar
Den främsta orsaken till att aluminiumlegeringar får en allt större användning som konstruktionsmaterial är den gynnsamma kombinationen av låg vikt och goda hållfasthetsegenskaper. Till exempel så är densiteten 2,7 gram /cm³ jämfört med 7,2 gram/cm³ för gjutjärn.
Fler exempel på orsaker till att aluminiumanvändningen spås öka är:
- Fordonsindustrin strävar efter att reducera vikten på sina produkter för att därigenom sänka energiförbrukningen för deras framdrift.
- De gjutmetoder som används vid tillverkning av aluminiumgjutgods i långa serier har stora förutsättningar för att kunna automatiseras.
- Ny och förbättrad tillverkningsteknologi möjliggör gjutning av mycket tunnväggigt gods med god ytjämnhet och hög måttnoggrannhet.
- Nya aluminiumgjutlegeringar utvecklas samtidigt som de befintliga förbättras. Idag finns aluminiumlegeringar som uppfyller högt ställda krav beträffande hållfasthet och nötningsbeständighet.
Några andra exempel på positiva egenskaper hos aluminiumlegeringar är följande:
- Har god korrosionsbeständighet
- Har god värmeledningsförmåga
- Har god elektrisk ledningsförmåga
- Har goda skärbarhetsegenskaper
- Är omagnetiska
- Har god svetsbarhet
- Är lätta att återvinna och omsmälta
I gjuterierna används huvudsakligen återvunnen aluminium. Detta är aluminium som framställts från aluminiumskrot som kan bestå av klipp från stansning, borr-, fräs- och svarvspån, uttjänta aluminiumprodukter etc, detta skrot smälts, renas och legeras med till exempel kisel, koppar och/eller magnesium för att nå en specifik kemisk sammansättning. Även andra element som till exempel järn, mangan eller krom kan ingå i den återvunna legeringen. Just dessa tre element ökar dock risken för olösliga slampartiklar som kan bildas i smältan om dess-temperatur skulle vara för låg. Det finns dock ett positivt bidrag av järn och mangan vid pressgjutning då dessa element reducerar tendensen för pålödning på gjutverktyget.
En stor fördel med aluminium är att det är lätt att återvinna. Vid omsmältning krävs endast fem procent av den energi som fordras för framställning av ny aluminium ur råvaran bauxit. Legeringar framställda av bauxit, genom elektrolys, benämns primär aluminium.
Generellt gäller att primärlegeringar har en bättre brottseghet, som ger högre utmattningshållfasthet. Främst beror detta på en lägre järnhalt.
Användningsområden
Det största användningsområdet för aluminiumgjutgods är transportindustrin. Exempel på komponenter av gjuten aluminium i en personbil med förbränningsmotor är motorblock, cylinderhuvuden, insugningsrör, bakaxelupphängningar och växellådshus. I bilar minskar dock den totala mängden gjuten aluminium vilket beror på trenden med mindre motorer men färre cylindrar. I elbilar kommer många traditionella bilkomponenter inte att finnas kvar. Men istället kommer framtidens bilar få större gjutna chassidelar, något som Tesla redan använder sig av. Vilket spås öka mängden gjuten aluminium till nivåer över de i en äldre bil med stor förbränningsmotor. Ett annat stort användningsområde för aluminiumgjutlegeringar är elektro- och elektronikindustrin. Till elektroindustrin gjuts bland annat brytarhus för högspänningsströmbrytare. Elektronikindustrin använder aluminiumgjutgods i exempelvis kåpor, apparatskåp och mobiltelefoner. Ett område där aluminiumgjutgods används i ökande omfattning är möbelindustrin. Ytterligare användningsområden är hushållsmaskiner och bärbara maskiner.
3.9.2 Legeringar
Aluminium legeras i stor utsträckning med andra element, exempelvis för att höja hårdheten och förbättra flytbarheten.
Olegerat aluminium är mjukt, har låg hållfasthet och är besvärligt att gjuta. Det används därför i mycket begränsad omfattning i gjutna produkter. För speciella ändamål, exempelvis vid massproduktion av små och medelstora rotorer till elektriska motorer, kommer dock olegerat aluminium till användning. Här används aluminium på grund av dess goda elektriska ledningsförmåga och för att det är omagnetiskt. I detta fall används aluminium både som konstruktionsmaterial och som elektrisk ledare.
För att höja hårdheten och förbättra flytbarheten legeras aluminium med andra element. De viktigaste är kisel, koppar och magnesium. Exempel på andra legeringselement som kan ingå är mangan, som bidrar till förhöjd hållfasthet genom att modifiera formen på skadliga järnfaser, och nickel, som tillsätts för att höja varmhållfasthet. De viktigaste legeringsämnenas inverkan framgår av nedanstående tabell.
Tabell 41. Inverkan av legeringsämnen på aluminiumgjutlegeringar.
Standarden för aluminiumgjutlegeringar, SS-EN 1706, består av 47. Gjutlegeringar kan indelas i sju olika huvudgrupper efter legeringssammansättning, se tabell. Generellt skiljer man även på aluminiumgjutlegeringar för pressgjutning och legeringar för kokillgjutning och gjutning i sandform. Anledningen är att i många pressgjutlegeringar tillåts järn i högre halter jämfört med legeringar för sand och kokillgjutning då järnet minskar risken för pålödning. Järn ger upphov till järnrika intermetalliska faser som reducerar duktiliteten i den gjutna komponenten.
Tabell 42. Egenskaper hos gjutlegeringar.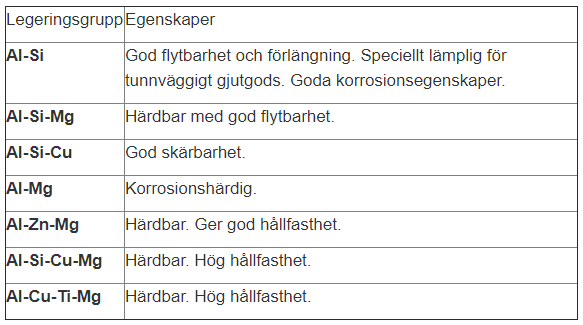
Aluminium-kisel-legeringar
Aluminium bildar med ca 12 procent kisel ett eutektikum med smältpunkt vid 577°C. Normal gjuttemperatur för de flesta aluminiumlegeringar är ca 700-750°C, men så väl legering, som process och geometri kan påverka detta.
De praktiskt användbara legeringarna i denna grupp innehåller sju till tolv procent kisel. Beroende på kiselhalt påverkas smälttemperaturen. Den förhållandevis låga smältpunkten gör att dessa legeringar är lättgjutna och de har mycket god flytbarhet och formfyllningsförmåga. Kiselhalter i det övre intervallet lämpar sig väl för tunnväggigt och/eller komplicerat gjutgods. Hållfastheten är förhållandevis god. I legeringar där järnhalten är låg är brottförlängningen relativt god. Att tänka på vid konstruktion av aluminiumdetaljer är att aluminium krymper 3-8 procent beroende på legering och får då olika stor benägenhet för att bilda krympdefekter.
Om man önskar hög slitstyrka används legeringar med 16-18 procent kisel. Man kan även tillsätta specifika partiklar av t.ex. kiselkarbid till aluminiumgjutlegeringar för att få slitstarka material. Dessa kallas metallmatriskompositer, MMC.
Aluminium-kisel-magnesium-legeringar
Om man till en aluminium-kisel-legering tillsätter 0,3 – 0,5 procent magnesium blir legeringen härdbar. T6 är benämningen på en vanlig värmebehandling, den består av en upplösningsbehandling där Mg2Si fasen upplöses följt av en snabb avkylning. Efter den snabba avkylningen åldras materialet och små utskiljningar formas, det är de små utskiljningarna som ger materialet dess extra styrka. För en komponent med krav på maximal sträckgräns – Rp0,2 och brottgräns – Rm väljs legeringens magnesiumhalt högt upp i standardens legeringsintervall. Om hög brottförlängning – A5 är viktigt väljs en magnesiumhalt som ligger lågt i legeringsintervallet.
Legeringarna i denna grupp har utmärkta gjutegenskaper och efter härdning får de en betydligt ökad hållfasthet. Den hastiga kylningen som sker i samband med härdningen kan dock medföra att godset slår sig. I så fall måste riktning ske innan utskiljningen (åldringen), vilken ingår som ett led i utskiljningshärdningen. Legeringarna har god skärbarhet.
Aluminium-kisel-koppar-legeringar
Huvudparten av allt pressgjutgods tillverkas av legeringar i denna grupp. Tillsatsen av koppar ger en höjning av hållfastheten och hårdheten samtidigt som skärbarheten förbättras. Legeringar i denna grupp har goda gjutegenskaper. De kännetecknas också av att de har ett lägre pris än legeringar i övriga legeringsgrupper. De värmebehandlas vanligtvis inte då porer i gjutgodset innehållande gas expanderar vid värmebehandlingen. I tillägg till expansionen av gasen är materialet svagare vid de förhöjda temperaturer som värmebehandlingen innebär. Dessa två faktorer kan leda till blåsbildning. Om gjutbetingelserna är sådana att porbildningen reduceras kan värmebehandling utföras för att höja sträck- och brottgräns.
En variant i legeringsgruppen Al-Si-Cu är legeringen STENAL (Presslätt). Denna legering har utvecklats vid RISE, Jönköping (tidigare SWEREA SWECAST).
Legeringen är en återvunnen legering. Typiskt för STENAL är att den är järn- och manganbalanserad och förädlad med strontium. STENAL innehåller 0,1 – 0,5 procent magnesium beroende på vilka egenskaper som eftersträvas.
Aluminium-magnesium-legeringar
Då mycket stora krav ställs på korrosionsbeständighet eller då materialet skall ha en estetiskt tilltalande anodisering kan en aluminium-magnesium-legering användas. Legeringarna har efter polering en silverliknande färg. Anodisering ger ett gott korrosionsskydd även mot saltvatten och svagt alkaliska lösningar. Legeringarna i denna grupp är svårgjutna och sprickkänsliga.
Aluminium-zink-magnesium-legeringar
Denna grupp innehåller endast en standardiserad legering. Den har god varmhållfasthet och är polerbar. Legeringen är självåldrande, vilket innebär att den erhåller optimala egenskaper efter cirka fyra veckor i rumstemperatur. Vid åldringen utskiljs fasen MgZn2. Ofta används denna legering då sammansvetsning skall ske med en smidd aluminiumlegering.
Aluminium-kisel-koppar-magnesium-legeringar
Legeringar i denna grupp innehåller kiselhalter upp till 17 – 18 procent, vilket innebär att de är hypereutektiska. Då legeringen stelnar så bildas kiselkristaller först. Dessa kristaller ger materialet hög hårdhet och god slitstyrka. Genom tillsatser av mindre mängder nickel och krom erhålls även god hållfasthet vid högre temperaturer. Materialet är på grund av sin hårdhet relativt sprött och svårbearbetat. Den goda slitstyrkan har gjort att legeringar i denna grupp fått stor användning i bland annat press- och kokillgjutna motorblock med integrerade cylinderlopp. Slitstyrkan hos dessa blir så god att ingjutna eller inmonterade cylinderfoder i gråjärn inte behövs.
Aluminium-koppar-titan-magnesium-legeringar
Legeringar i denna grupp uppvisar hög hållfasthet. Dock är legeringarna svårgjutna och sprickkänsliga. Användningen är därför begränsad.
3.9.3 Stelningshastighetens inverkan på materialegenskaperna
Den lokala stelningshastigheten hos en aluminiumgjutlegering har mycket stor betydelse för mikrostrukturen och därmed även för materialets statiska och dynamiska hållfasthetsegenskaper.
Ett mått på mikrostrukturen är avståndet mellan de sekundära dendritarmarna, SDAS (Secondary Dendrite Arm Spacing). SDAS påverkas av stelningshastigheten och är omvänt proportionell mot denna. Eftersom det är enkelt att mäta SDAS i ett ljusmikroskop är det ett enkelt mått för stelningshastigheten och en praktiskt lättkontrollerad parameter.
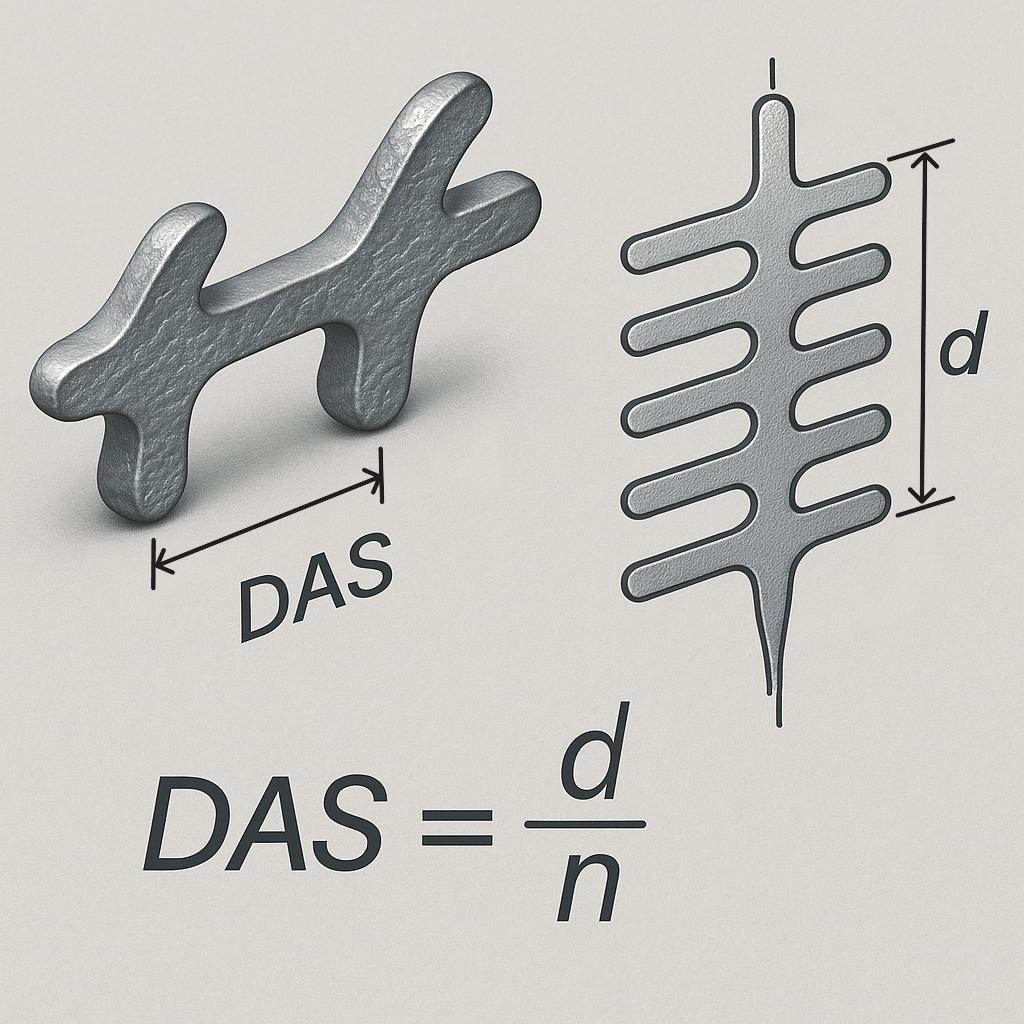
Figur 73. Bestämning av dendritarmsavstånd DAS (Dendrite Arm Spacing), som vanligtvis benämns SDAS (Secondary Dendrite Arm Spacing). n = antalet dendriter som omfattas av avståndsmätningen.
Undersökningar har visat ett samband gäller mellan SDAS och statisk och dynamisk hållfasthet hos aluminiumgjutlegeringar. Inverkan av SDAS är speciellt stor på brottförlängningen (A5), brottgränsen (Rm) och utmattningshållfastheten (se figur nedan).

Olika gjutmetoder ger olika stelningshastigheter beroende på skillnader i värmeledningsförmåga hos formmaterialen och eventuell spaltbildning mellan formvägg och gjutstycke. Figuren nedan visar förväntat SDAS som funktion av godstjockleken vid de vanligaste gjutmetoderna. Som framgår av figuren är stelningshastigheten lägst vid gjutning i sandform och högst vid pressgjutning.

Hos pressgjutgods återfinns ofta porositeter, som härrör från innesluten luft och smörjmedelsgaser. Den positiva effekten som erhålls av det snabba stelnandet vid denna gjutmetod kan överskuggas av inverkan av dessa porositeter. Därför bör viss försiktighet iakttas vid bedömning av hållfasthetsegenskaperna hos pressgjutgods. Dessa defekter kan motverkas genom tillämpning av avancerad ingjutsteknik som gjutning under vakuum och rätt optimerad ingjutsteknik. Även vätgas kan ge upphov till porositeter. Vätet kan komma från fukt i luften eller från fukt i exempelvis formmaterial, tackor eller ej förvärmda verktyg. Det är mycket viktigt att allt som stoppas i smältan är förvärmt och torrt. Risken finns annars både att man ökar exempelvis vätgashalten, men även risken för explosion ökar om fukt kommer ner i smältan. Tackor bör därför också förvaras inomhus.
3.9.4 Smältabehandling av aluminiumgjutlegeringar
För att önskade mekaniska egenskaper skall erhållas hos aluminiumgjutgods görs i de flesta fall en eller flera behandlingar av smältan före avgjutningen. Utöver nedanstående moment kan även avgasning med t.ex. impeller användas för att avlägsna vätgas från smältan. Detta görs med hjälp av en inert gas som får bubbla genom smältan och på så vis föra upp vätgas till ytan. Det är även mycket viktigt att vara noga med god smältahygien i ugnar och avlägsna oxider från ytan då dessa kan skapa defekter i gjutgodset. Oxider bildas kontinuerligt på smält aluminium och det är viktigt att hantera smältan med varsamhet så att inte oxiderna förs ner i smältan. Smältan behöver hållas så stilla som möjligt utan onödig turbulens.
Kornförfining
En snabb stelning från flytande till fast fas gör aluminiumgjutlegeringar finkorniga, vilket normalt är önskvärt. Hårdheten påverkas positivt och risken för varmsprickor minskar. Vidare är det lättare att erhålla tätt gods vid finkorniga strukturer. Vid grovt gods sker stelnandet långsammare, varvid en grövre struktur erhålls. I sådana fall kan en kornförfining ge en positiv effekt på hållfastheten. Till smältan tillsätts då ett kornförfiningsmedel. Genom kornförfining påverkas förutom kornstorleken även gjutbarheten positivt. Som kornförfiningsmedel används normalt titan- eller borhaltiga saltpreparat eller ännu vanligare titan-bor-förlegeringar med aluminium i stångmaterial.
Förädling/Modifiering
Aluminiumgjutlegeringar innehållande kisel bildar under stelnandet ett kiseleutektikum, där kiselkomponenten bildar flingor som i 2D ser ut som nålformade kristaller. Eftersom denna utformning av stelningsstrukturen minskar duktiliteten, tillämpas normalt en teknik att framtvinga ett finkristallint stelnande av eutektiskt kisel. Tekniken benämns förädling eller modifiering av mikrostrukturen och är alltså en behandling som ger en finare struktur som i sin tur bidrar till bättre mekaniska egenskaper
Som förädlingsmedel används vanligtvis små mängder av natrium eller strontium. Natrium används vid gjutning i sandform och vid grovt kokillgjutgods. Strontium används vid pressgjutning och tunnväggigt kokillgjutgods där stelningen sker snabbare. För såväl natrium som strontium gäller att den förädlande verkan avtar med tiden i smältan. Natrium kan avklinga snabbt, 15-30 minuter, då temperaturen för smält aluminium befinner sig nära kokpunkten för natrium. Strontium, tenderar till att oxidera vid ytan och kanske även sugas in i ugnsväggen. Strontium avklingar generellt dock mycket långsammare än natrium och strontium är därför ett vanligare förädlingsmedel. Man kan också få en avrundning av kiselfasen under upplösningsbehandling.
3.9.5 Värmebehandling av aluminiumgjutgods
För att förbättra de mekaniska egenskaperna hos aluminiumgjutlegeringar utnyttjas ofta olika typer av värmebehandlingar.
Den vanligaste värmebehandlingen är en så kallad utskiljningshärdning (T6). Normalt tillämpas denna behandling endast vid sand- och kokillgjutgods. Härdningsprocessen baseras på det förhållandet att vissa legeringselement som tillsätts aluminiumsmältor har större löslighet i fast form vid hög temperatur än vid låg. Vid de mest använda aluminiumgjutlegeringarna tillsätts magnesium som verksamt element för utskiljningshärdningen.
Utskiljningshärdning görs i tre steg:
- Upplösning
- Släckning
- Åldring
Upplösningen syftar till att lösa upp en maximal mängd av utskiljningshärdande ämnen, normalt magnesium, samt att fördela den upplösta mängden så homogent som möjligt i matrisen. Temperaturen hålls så högt som möjligt, det vill säga strax under den eutektiska temperaturen (520-560 °C). För att pressgjutgods ska kunna upplösningsbehandlas krävs i normalfallet låg porhalt.
Vid släckningen snabbkyls materialet från upplösningstemperaturen och legeringsämnena tvingas kvar i fast lösning. Man släcker genom att sänka ner materialet i vätska, ofta vatten, vars temperatur bör vara max 50°C. Överföringen från ugn till vattenbad måste ske snabbt, inom cirka 30 sekunder, för att undvika utskiljningar av partiklar. I det släckta tillståndet kan riktning eller formning av materialet utföras. Detta måste dock ske omedelbart eftersom utskiljningshärdningen för många legeringar sätter igång snabbt, redan vid rumstemperatur.
I vissa aluminiumlegeringar sker utskiljningen så snabbt vid rumstemperatur att ingen ytterligare värmebehandling är nödvändig. Dessa legeringar benämns kallåldrande. Åldring vid förhöjd temperatur, varmåldring, sker i regel vid relativt låga temperaturer (150 – 200°C) och under lång tid (5 – 48 timmar).

{kind=link}