7.8.1 Exempel på gjutsimuleringar
Målet med varje komponentframtagning är att med givna förutsättningar designa detaljer, som är lätta att gjuta (processtabila) samt har låg vikt och hög hållfasthet.
På följande sidor finns tre exempel på lyckade fall av simulering:
Utveckling av pressgjutet fotkryss
Utveckling av linskiva i gråjärn
Utveckling av robotarm i aluminium
7.8.2 Utveckling av pressgjutet fotkryss
Utvecklingsarbetet av ett fotkryss till en kontorsstol skedde på gjuteriets begäran tillsammans med dennes kund. Detta var i linje med gjuteriets ambition att vara delaktiga i sina kunders konstruktionsarbete.

Figur 14. Utvecklingsarbetet av ett fotkryss till en kontorsstol skedde på gjuteriets begäran tillsammans med dennes kund. Detta var i linje med gjuteriets ambition att vara delaktiga i sina kunders konstruktionsarbete.aKontorsstol med över och undersida av fotkrysset.
På grund av design- och utseendeskäl hade kunden ”låst” översidan på fotkrysset, det vill säga ändringar på geometrin fick bara utföras på undersidan. Fotkrysset var tidigare tillverkat i plast. Målet med projektet var att gå över till aluminium, vilket skulle ge större designfrihet då aluminium är ett starkare material än den plast som användes. Eftersom seriestorleken var stor hade pressgjutning valts som tillverkningsmetod.
Kraven som ställdes på fotkrysset var enligt standard för liknande möbelprodukter, det vill säga att det ska hålla för en vrid- och en vertikal kraft. Den vertikala kraften förutsattes vara den dimensionerande och kravet var 1100 kilo.
De aluminiumlegeringar som var aktuella för fotkrysset var EN AC-46000 (SS 4250 eller varianten SS 4250-2b). Den senare varianten har bättre mekaniska egenskaper men är också något dyrare vid inköp.
Arbetsgången planerades utifrån att verktyget skulle produceras så fort som möjligt och med minimerade verktygsförändringar i inkörningsskedet, det vill säga det gällde att minimera tiden till serieproduktion. Genom att göra ett kvalificerat arbete i konstruktionsskedet kan tid och kostnader flyttas från verktygsändringar till utvecklingsarbete, vilket minskar den totala tiden för produktframtagning.
Eftersom ovansidan var låst för konstruktionsändring var det naturligt att låta verktygstillverkaren börja tillverka den formhalva som således är låst innan fotkrysset var färdigkonstruerat. Eftersom verktygstillverkaren var med tidigt i projektet gjordes många andra förberedelser för tillverkningen, till exempel beställning av material och bearbetning av grundmaterial.
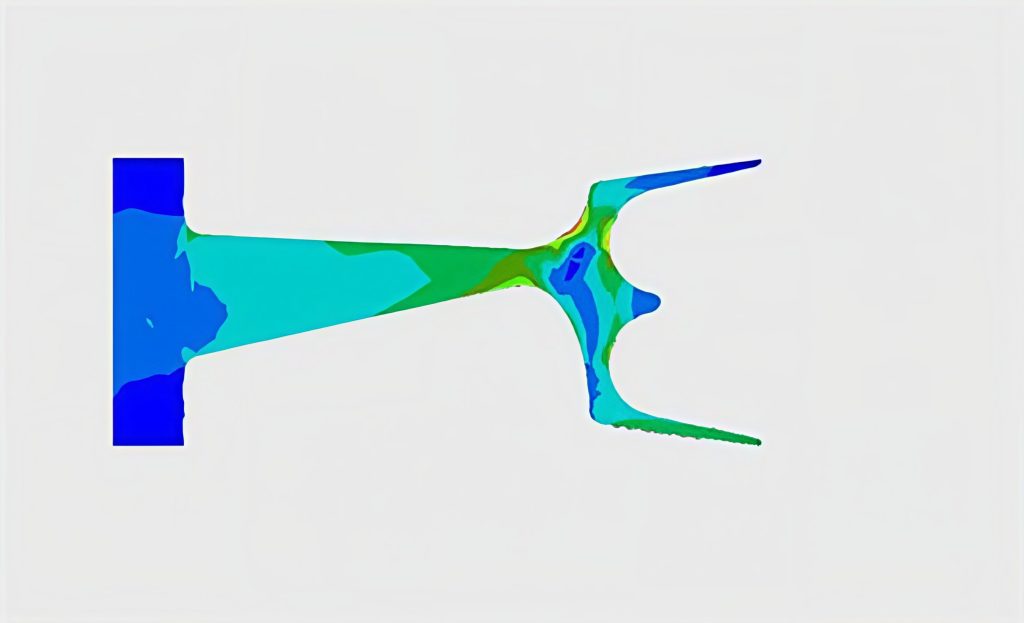
Figur 15. Hållfastighetsanalys av föreslagna fotkryss enligt specifikation.
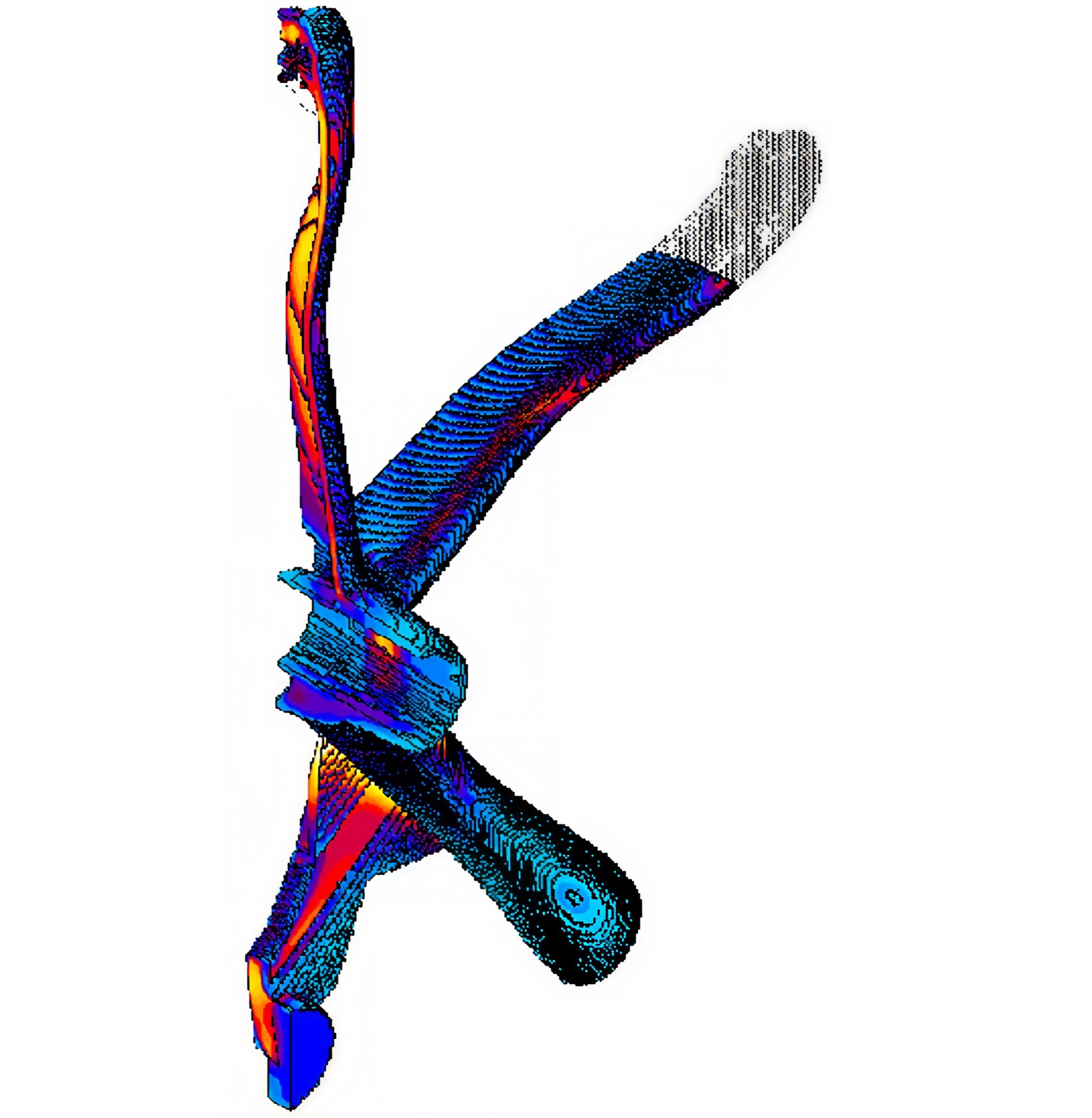
De hållfasthetsanalyser som utfördes gjordes i samarbete mellan gjuteripersonal och konstruktör, se figuren ovan. Gav analysen inte tillfredsställande resultat kunde gjuteriet vara med och diskutera olika lösningar så att fotkrysset även blev lätt att tillverka (avseende gjutbarhet).
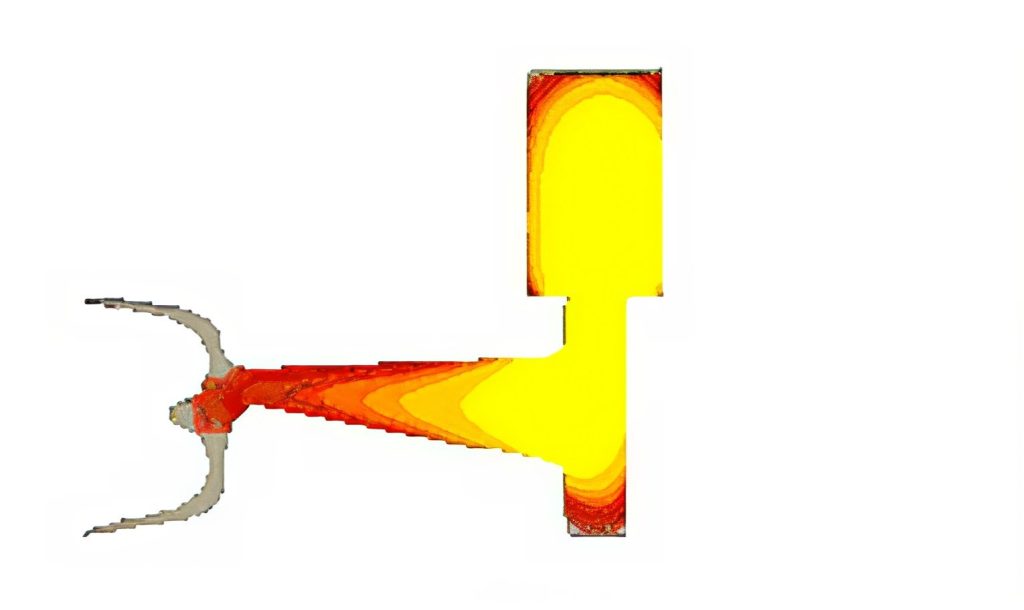
Parallellt med hållfasthetsanalyserna utfördes gjutsimuleringar (formfyllnads- och stelningssimuleringar) för att kontrollera gjutbarheten på fotkrysset, figuren nedan. De defekter som kunde analyseras från simuleringsprogrammet kunde därigenom förflyttas till områden som har låg påkänning, i detta fall längst ut på ”tassarna”.
Figur 16. Formfyllnadssimulering av fotkrysset.
För att optimera fotkrysset ytterligare valdes SS 4250-2b som material, vilket gjorde att väggtjockleken kunde göras tunnare samt att totalvikten blev lägre.
När fotkrysset konstruerats färdigt tillverkades ett verktyg och utfallsprover. Därefter provades fotkryssen i en specialrigg, där de första kryssen tålde en belastning upp till 1200 kilo, vilket stämde bra överens med hållfasthetsberäkningarna. Dessutom klarade de kravet enligt standarden på 1100 kilo.
7.8.3 Utveckling av linskiva i gråjärn
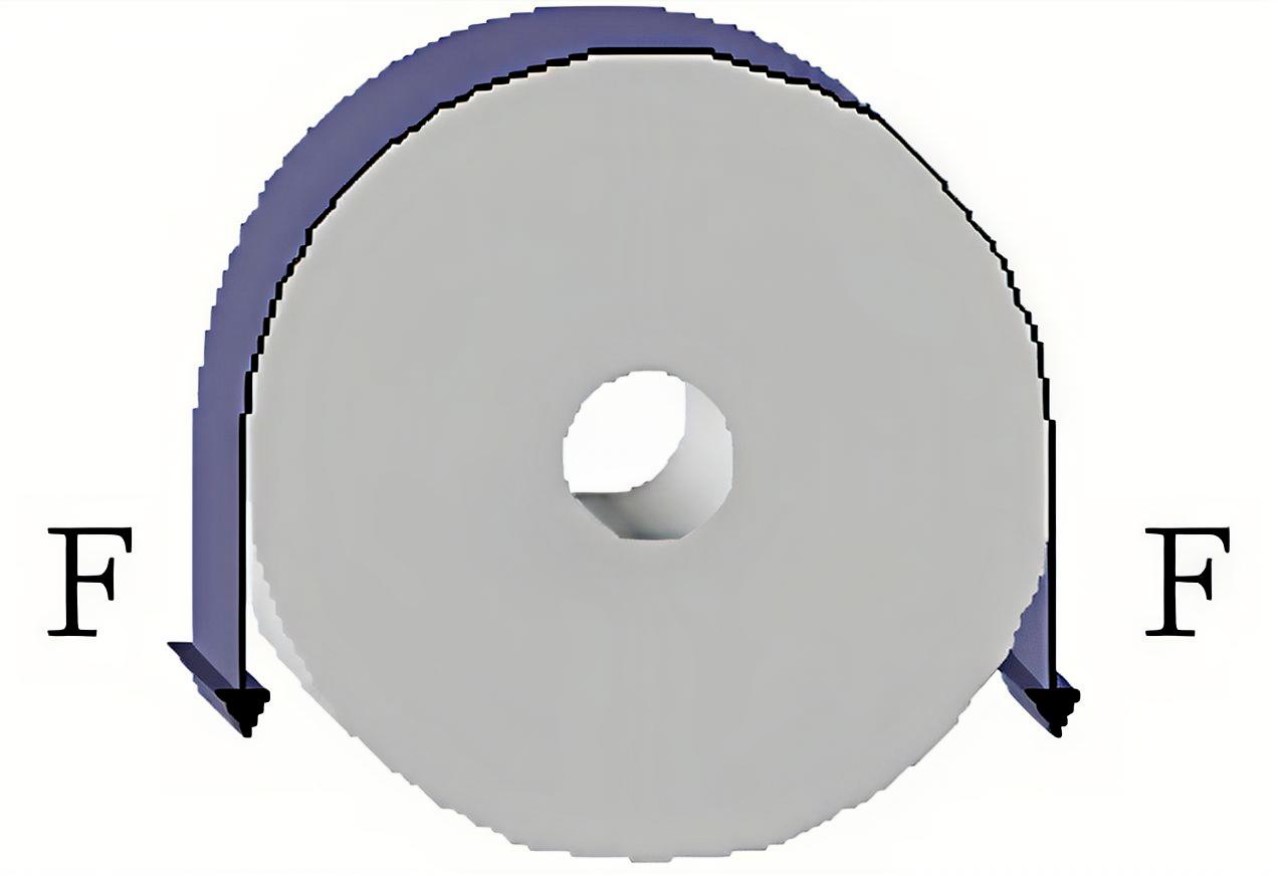
Detta ”case” behandlar framtagningen av optimal geometri för en linskiva, som var tänkt att sandgjutas i gråjärn. Linskivan används på fartyg, i en hiss för containrar. Kraven var att linskivan skulle ha två spår, klara en given belastning och ha så låg vikt som möjligt. Utbytet vid gjutning önskades också vara så bra som möjligt.
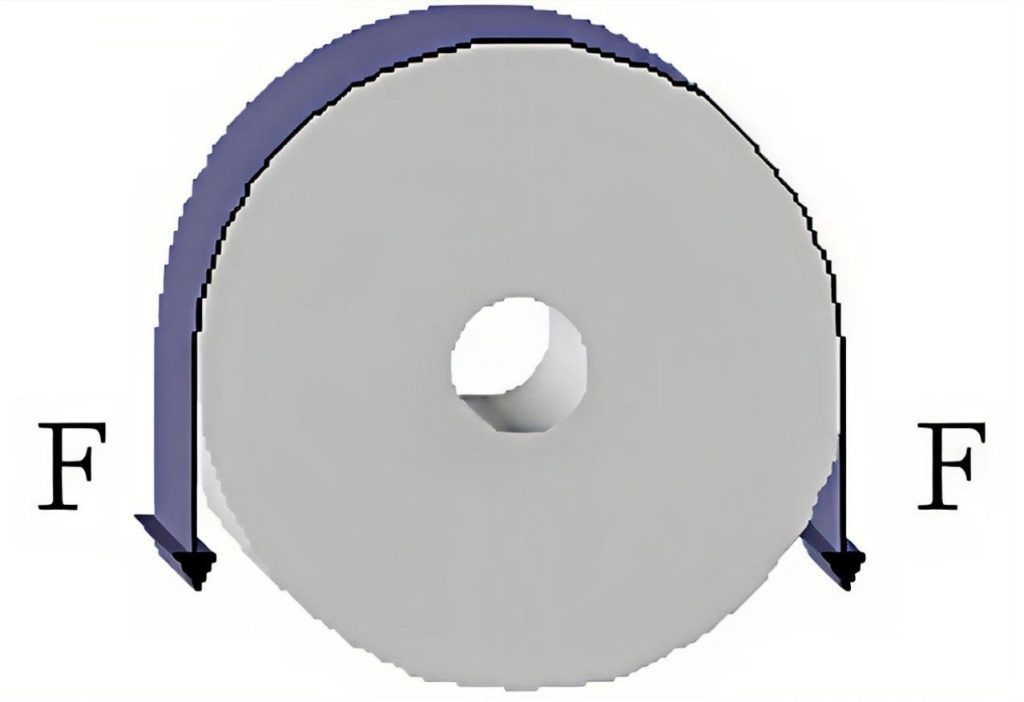
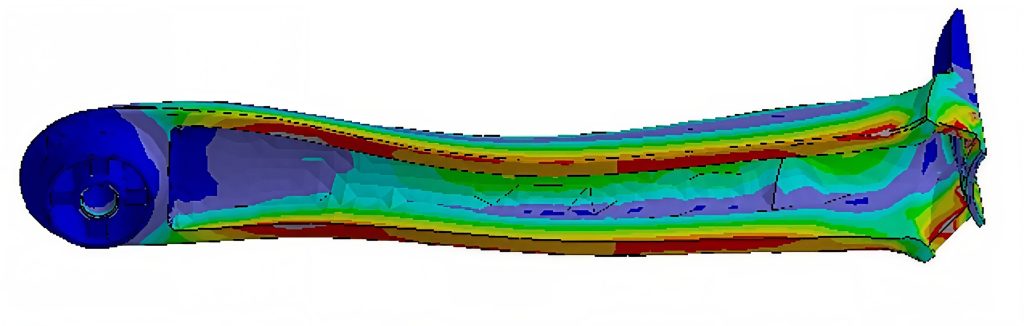
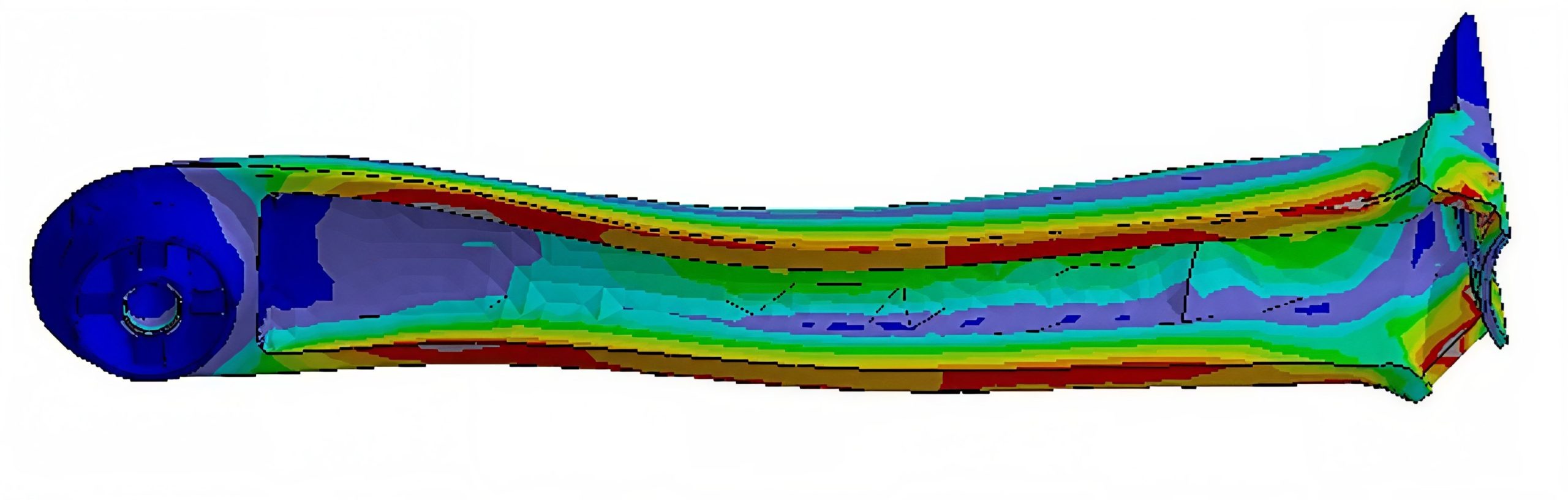
Flera hållfasthetsanalyser genomfördes för att kontrollera att linskivan håller för uppsatta laster.
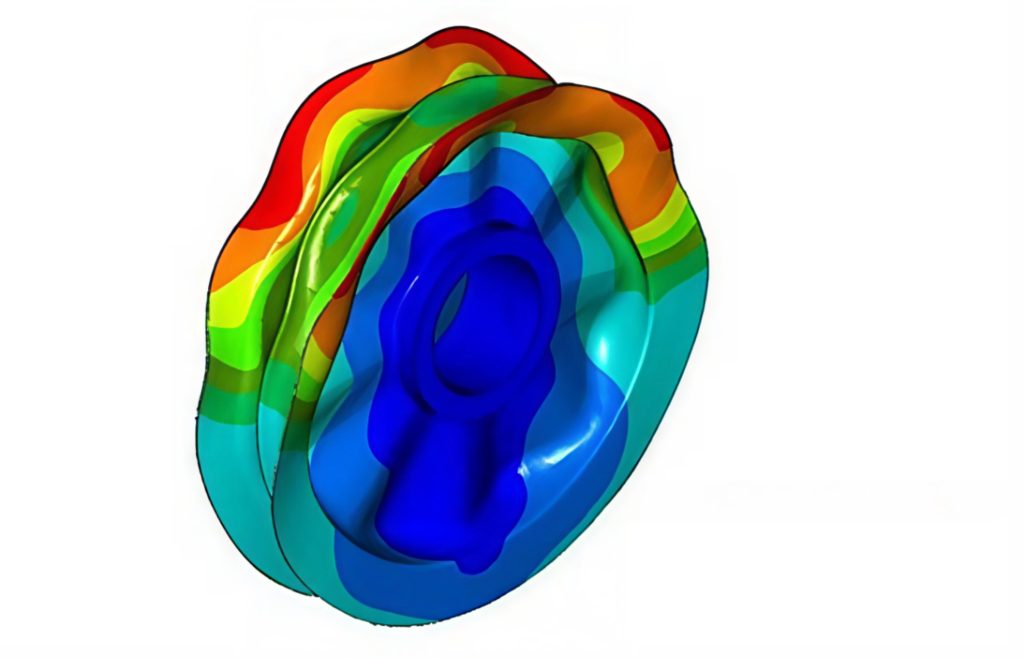
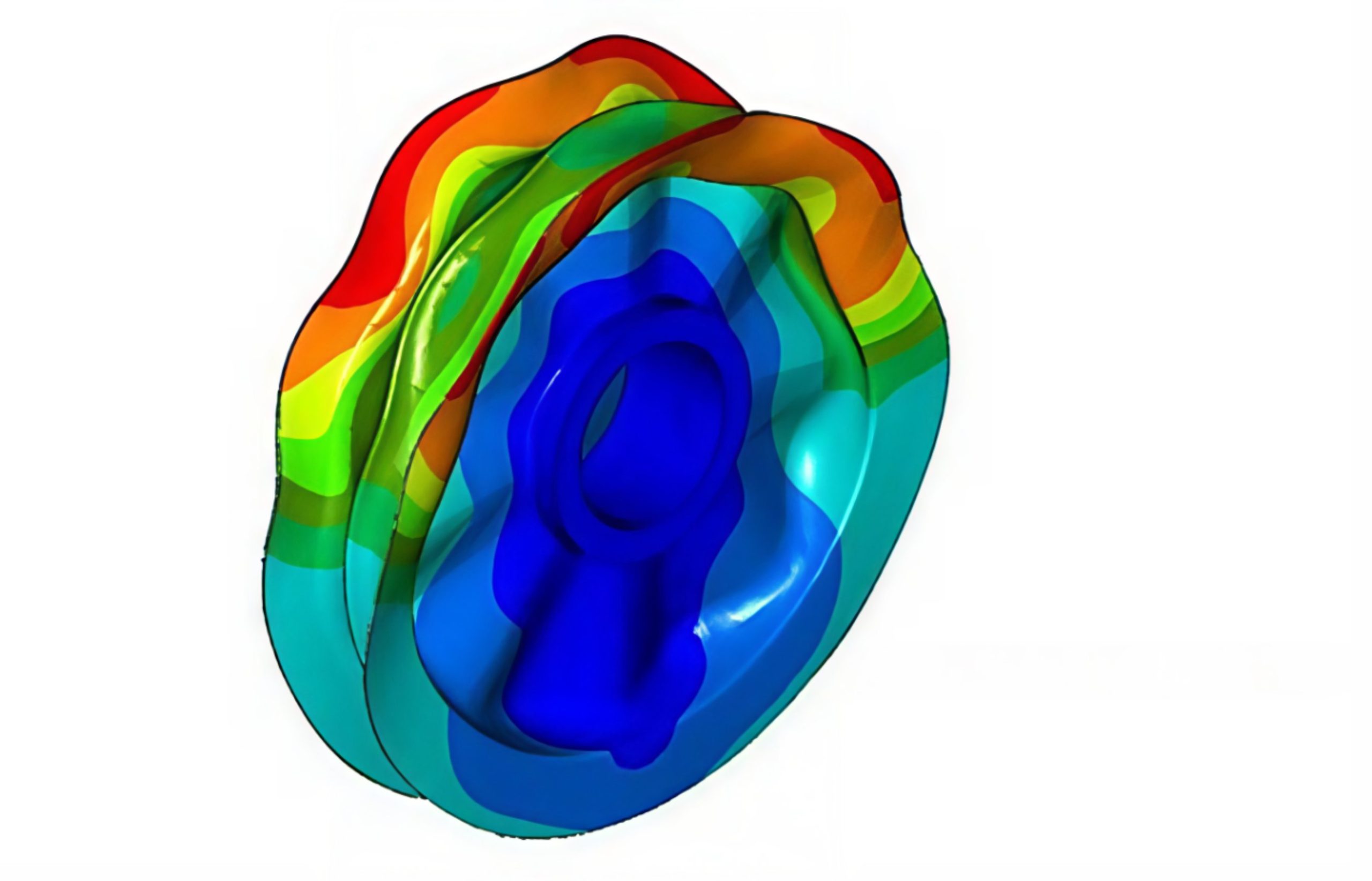
Figur 18. Hållfasthetsberäkningar på linskiva (deformation vid belastning).
Figur 19. Hållfashetsberäkningar på linskiva (von Mises spänningar).
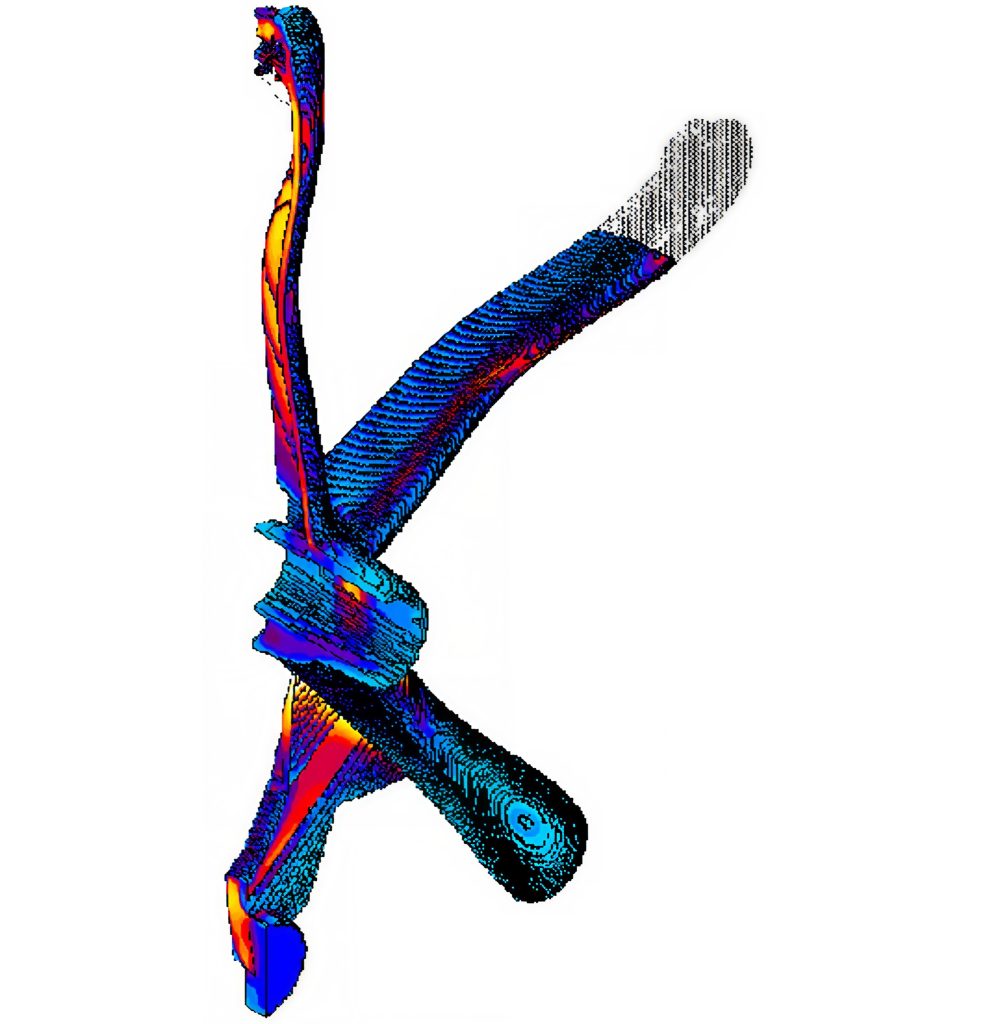
Samtidigt utfördes gjutsimuleringar, framförallt stelningssimulering, för att kontrollera gjutbarheten. Målet var att utforma linskivan så att eventuella sugningar (stelningskrympning) hamnade i mitten av linskivan så att matningen blev så enkel som möjligt.
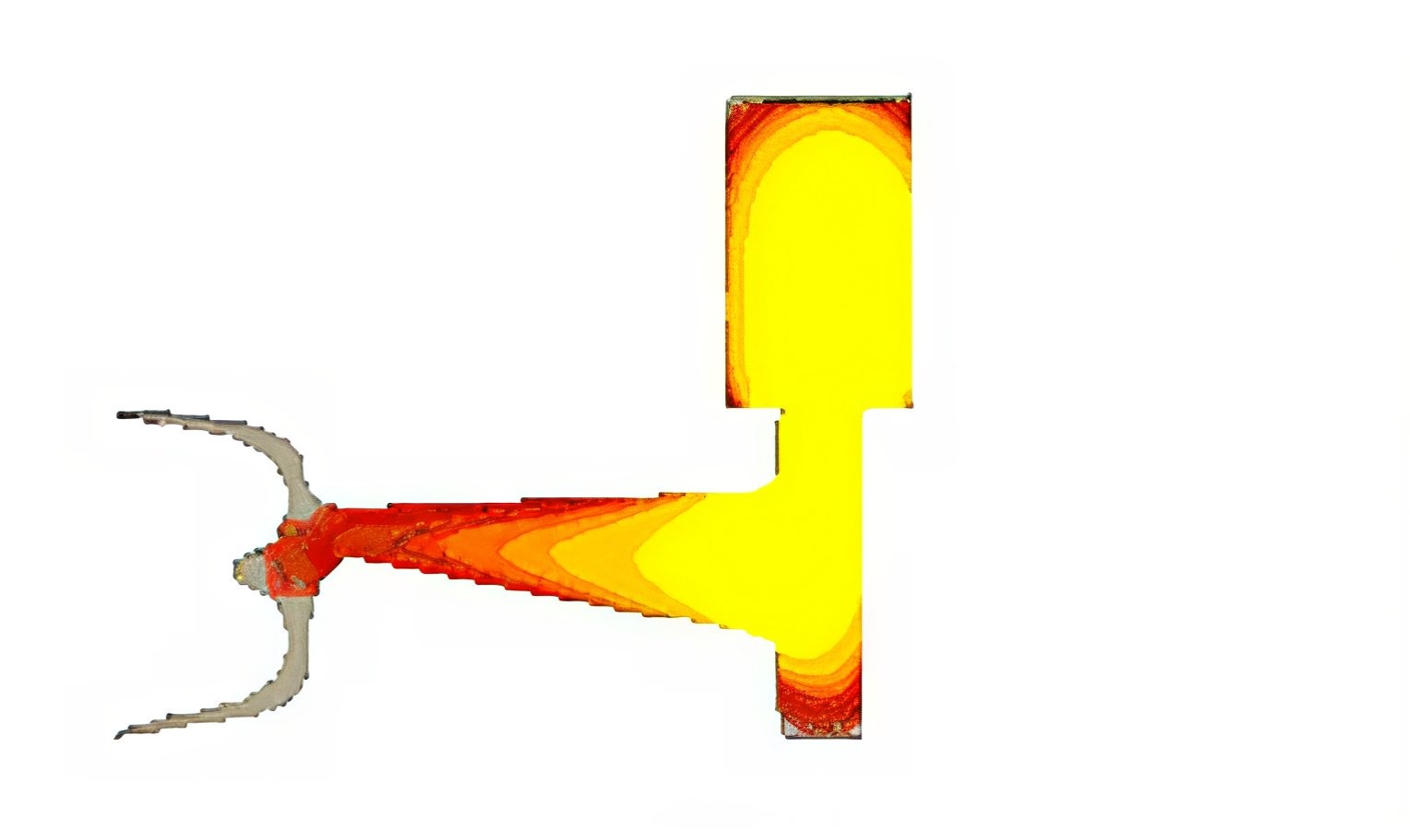
Figuren nedan visar hur linskivan börjar stelna längst ut och sedan mot mitteni ett så kallat riktat stelnande. I det gråa området har allt stelnat, där nyansen är röd är tvåfasområdet mellan solidus och likvidus och det gula området innebär flytande metall.
Sådant stelnande är önskvärt eftersom sugningar hamnar där gjutgodset stelnar sist eller där isolerade områden med smälta bildas. Man får då endast ett värmecentrum. I detta fall var linskivan konstruerad så att de tunnaste partierna fungerade som kylflänsar, vilket var gynnsamt med hänsyn till att riktat stelnande skulle erhållas.
Figur 20. Stelningssimulering som visar riktat stelnande mot mataren.
Genom att styra stelnandet kan risken för defekter minskas. Vidare kan man, om eventuella defekter uppstår, se till att dessa kommer att hamna i områden som inte är känsliga för höga spänningar.
7.8.4 Utveckling av robotarm i aluminium
En robotarm gjuten i sandform i en aluminiumlegering skulle konstrueras om med målet att minska komponents vikt genom minskad godstjocklek. För att erhålla bra resultat utfördes hållfasthetsanalyser, gjutsimuleringar och provgjutningar.
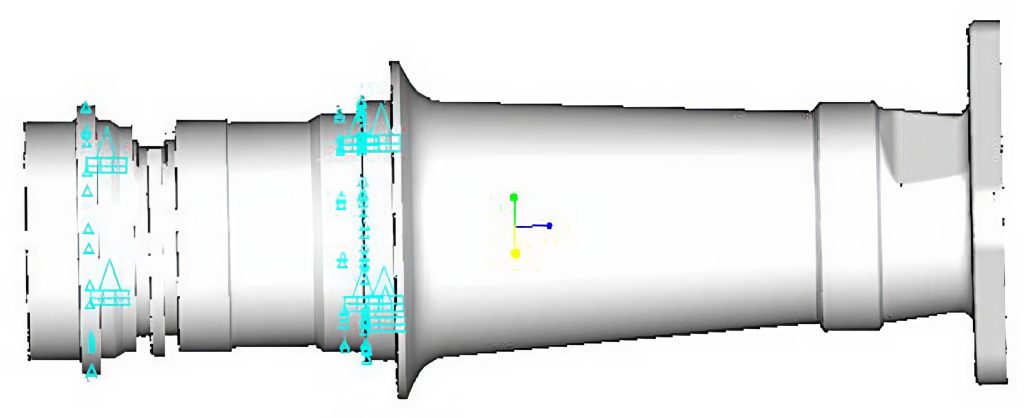
Figur 21. CAD-fil av robotarm.
Målet med projektet var att gå från en godstjocklek på 7 mm till cirka 4 mm. Genom formfyllnadssimuleringar och genom verifiering med praktiska försök var det möjligt att konstruera ner till 3,5 mm i godstjocklek. För att lyckas med detta konstruerades robotarmen med ring och rillor (lokalt tjockare material) för att smältan lättare skulle fylla formhåligheten.
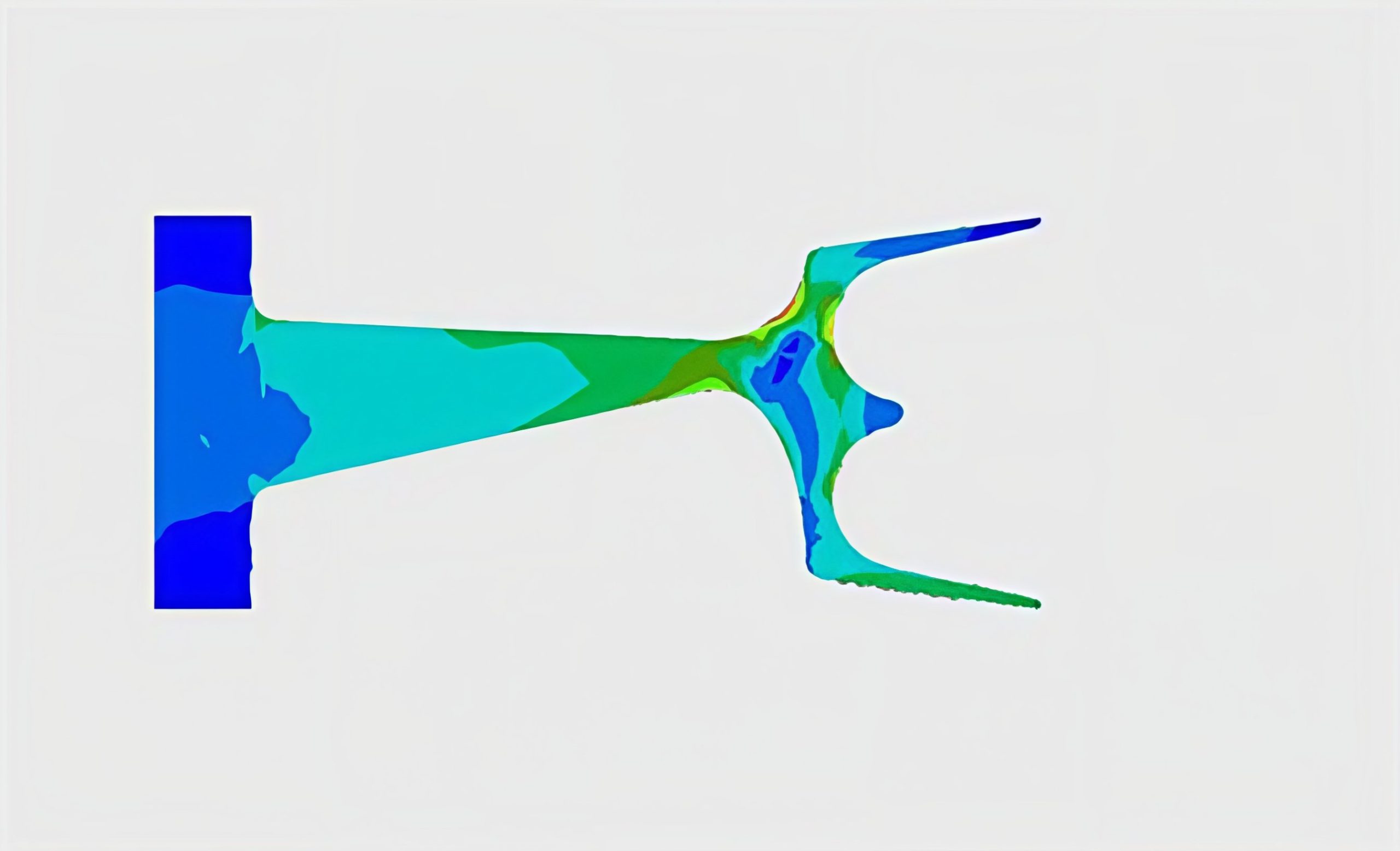
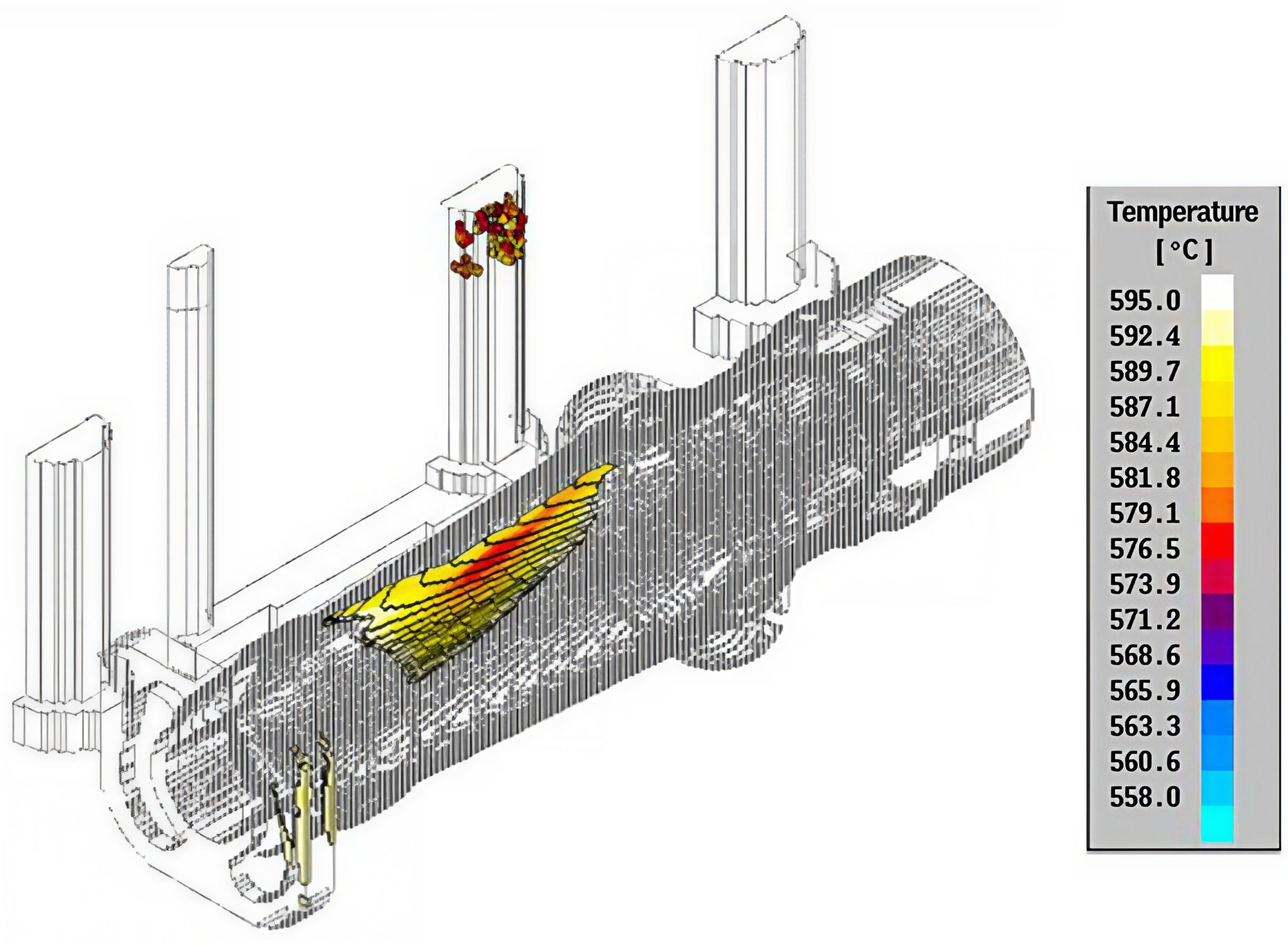
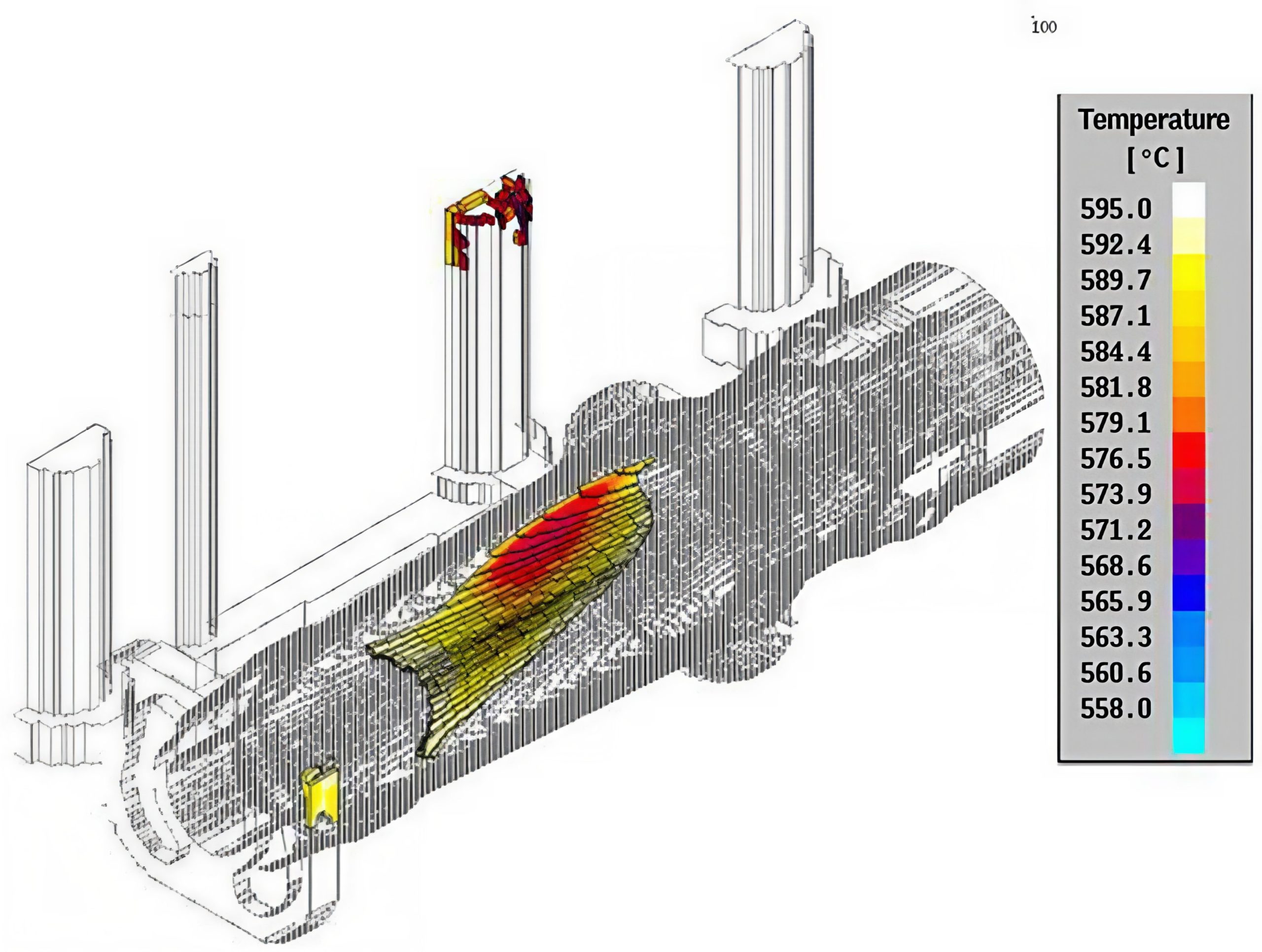
Figurerna nedan visar temperaturen i sist fyllda smältan (när 90 procent är fyllt) där metallen är som kallast. I detta skede är temperaturen i tvåfasområdet och här finns risk för kallflytningar. Som figurerna visar går det bättre att gjuta 3,5 mm med rillor och ringar än 4,0 mm utan rillor, det vill säga metallen är varmare och flyter bättre när rillor användes.
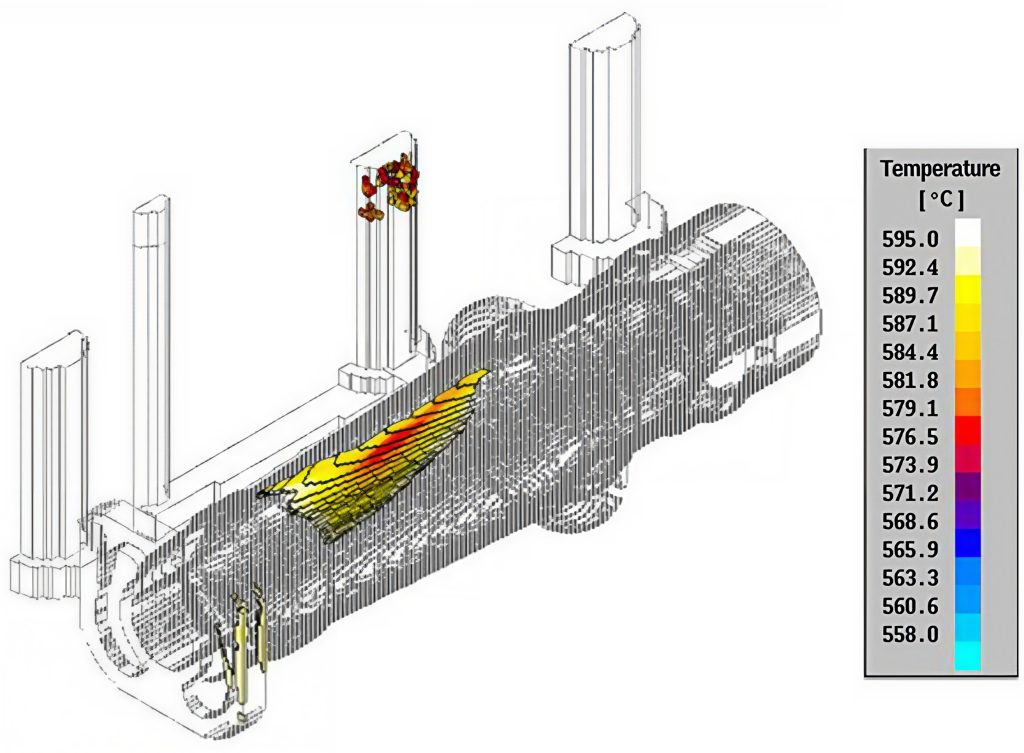
Figur 22. Formfyllnadssimulering av robotarm med ring och rillor. Godstjocklek: 3,5 mm.
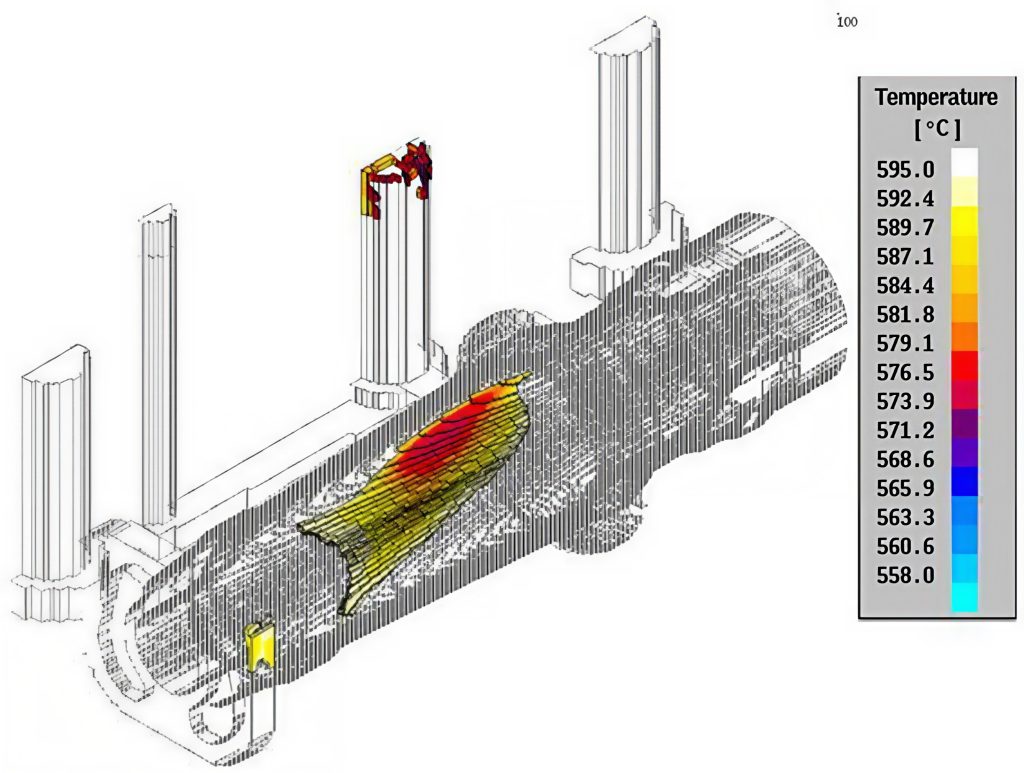
Figur 23. Formfyllnadssimulering av robotarm utan ring och inga rillor. Godstjockleken är 4,0 mm.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}