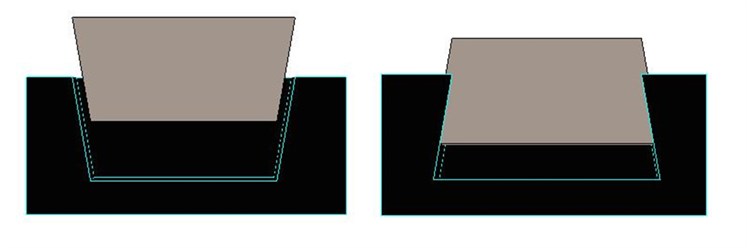

I figuren ovan är det kanske bästa sättet att dela den liggande och använda en kärna för att forma håligheten i komponenten. Hur man väljer delningsplan varierar mellan olika gjuterier och speciellt mellan olika material som gjuts.
Skulle komponenten gjutas i en sandform med horisontell flaska hade den förmodligen delats liggande om det rört sig om gjutjärn, aluminium- och kopparlegeringar. För stålgjutgods hade det lämpligaste nog varit att ställa den upp som längst till vänster, vilket även hade varit ett alternativ för aluminiumgjuterier. Här kan man då välja att ha kärna i mitten och använda lösa bitar för att forma flänsarna.
Skulle den gjutas i kokill eller i vertikalt delat sandform (DISAmatic) så hade valet blivit att ha komponenten stående.
Som framgår så finns det inget som är rätt eller fel utan valet är i första hand styrt av gjuteriets förutsättningar för att kunna tillverka komponenten. Det skiljer sig även om man väljer handformning eller maskinformning vid brättläggning av komponenten.
