4.2.1 Normala toleranser och bearbetningstillägg för gjutgods
De viktigaste faktorerna för måttnoggrannhet hos gjutgods är:
- Konstruktionens svårighetsgrad
- Typ av modell- och verktygsutrustning samt dennas kondition
- Gjutlegering
- Gjuteriets tillverkningsmetoder
I standarden SS-EN ISO 8062-3:2007 finns en bilaga med uppgifter om vilken dimensionsnoggrannhet som gjuterierna normalt kan uppnå vid olika gjutna material och under olika produktionsbetingelser (se tabellerna nedan).
Det bör observeras att de toleranser som anges i tabellerna inte kan åberopas som standard. För att en tolerans skall gälla måste den anges på något av de ovan angivna sätten. Vidare ges i bilagor information om typiska erforderliga bearbetningstillägg och analogt med dimensionstoleranser vilka form- och lägestoleranser, som normalt kan uppnås.
Uppgifterna om dimensionsnoggrannhet är grundade på omfattande mätningar vid gjuterier i flera länder för att klarlägga vilken noggrannhet som kan förväntas vid olika gjutmetaller, formningsmetoder, modellmaterial och så vidare. Detsamma gäller beträffande form- och lägestoleranser och bearbetningstillägg.
De i nedanstående tabell angivna toleransgraderna är de som normalt kan innehållas hos obearbetat gjutgods tillverkat i långa serier efter intrimning av de produktionsfaktorer som påverkar måttnoggrannheten. Exempel på produktionsfaktorer som kan trimmas in är formhårdheten vid råsandsformning och noggrann kontroll av kärnornas läge vid gjutningen. Erfarenhetsmässigt kan genom stor noggrannhet i hela processen uppnås snävare toleranser än de som anges i tabellen.
Tabell 1. Toleransgrader vid tillverkning av obearbetat gjutgods i långa serier.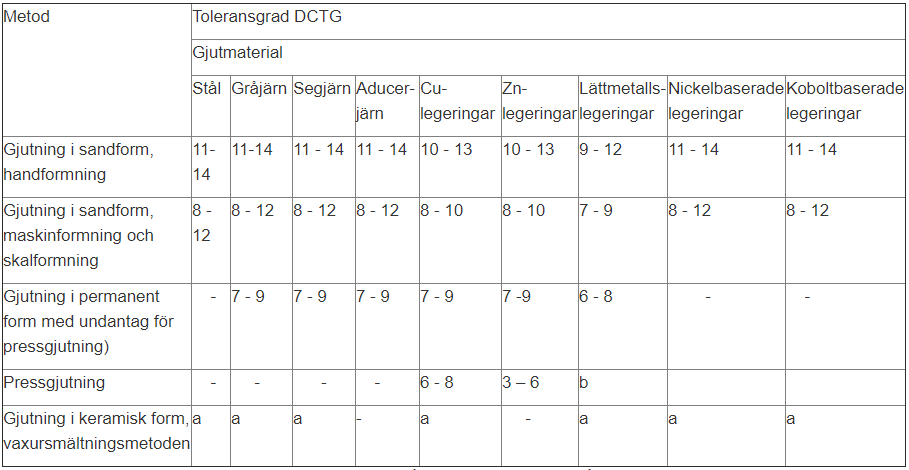 Anmärkning 1: Angivna toleransgrader är de som normalt kan innehållas hos gjutgods tillverkat i långa serier och efter intrimning av de produktionsfaktorer som påverkar måttnoggrannheten.
Anmärkning 1: Angivna toleransgrader är de som normalt kan innehållas hos gjutgods tillverkat i långa serier och efter intrimning av de produktionsfaktorer som påverkar måttnoggrannheten.
Anmärkning 2: För komplicerat gjutgods rekommenderas en toleransgrad högre.
a) För vaxursmältningsmetoden (investment castings, lost wax) gäller följande beroende på gjutstyckets största mått.
– ≤ 100 mm grad 4 – 6
– > 100 mm och ≤ 400 mm grad 4 – 8
– > 400 mm grad 4 – 9
b) Gjutstyckets största dimension påverkar starkt valet av toleransgrad. De följande toleransgraderna rekommenderas för största dimension, toleransgrad DCTG
– ≤ 50 mm DCTG 6
– >50 mm och ≤ 180 mm DCTG 7
– > 180 mm och ≤ 500 mm DCTG 8
– ≥ 500 mm DCTG 9
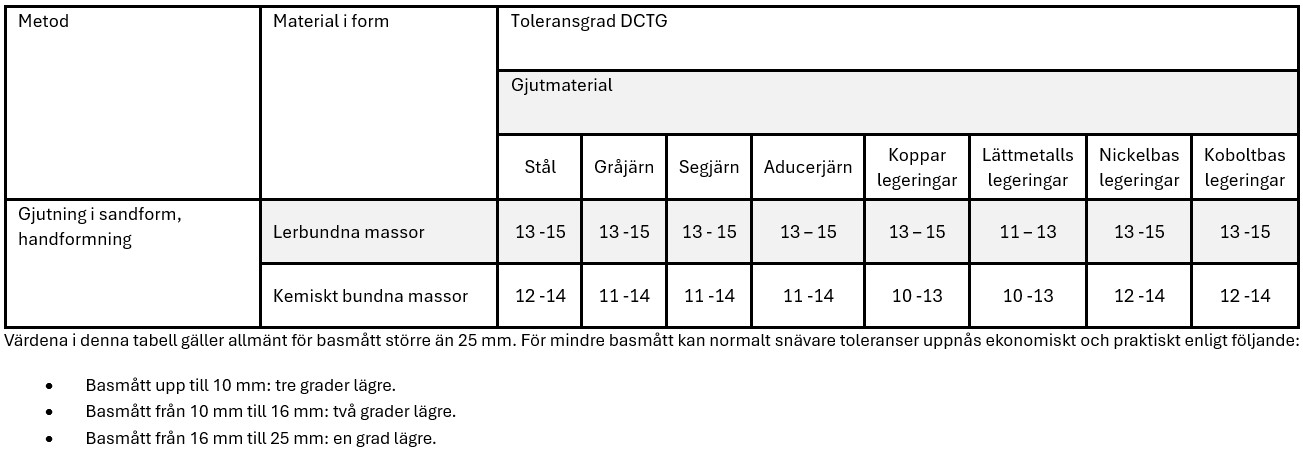
När gjutgodset tillverkas i korta serier eller i ett enda exemplar, är det vanligtvis opraktiskt att använda metallmodeller och ta fram speciell utrustning och teknik för att uppnå snäva toleranser. Vidare toleranser erhålls härvid. Nedanstående tabell anger de toleranser som kan förväntas vid tillverkning av gjutgods i dessa fall.
Tabell 2. Toleransgrader vid tillverkning av obearbetat gjutgods i korta serier eller vid enstyckstillverkning.
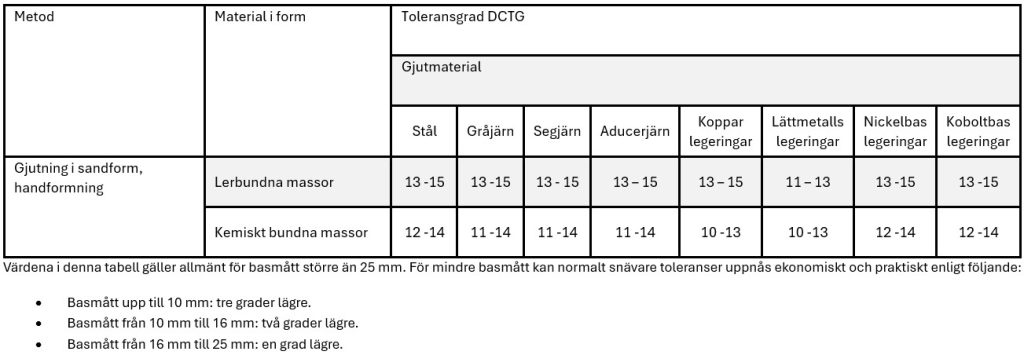
Värdena i denna tabell gäller allmänt för basmått större än 25 mm. För mindre basmått kan normalt snävare toleranser uppnås ekonomiskt och praktiskt enligt följande:
– basmått upp till 10 mm: tre grader lägre.
– basmått från 10 mm till 16 mm: två grader lägre.
– basmått från 16 mm till 25 mm: en grad lägre.

{kind=link}