10.5.1 Pressgjutningsmaskiner
Det finns två grundtyper av pressgjutningsmaskiner. Dessa är kallkammarmaskiner och varmkammarmaskiner. Kallkammarmaskiner används för att gjuta legeringar som aluminium och mässing, alltså legeringar som antingen genom att vara aggressiva (frätande) mot maskindelar i järn (aluminium) eller som har en så hög gjuttemperatur att delar av maskinen (fyllkammare och skottkolv) inte kan vara konstant nedsänkt i smältan (mässing). Varmkammarmaskiner används för att gjuta de legeringar, zink och magnesium, vilka inte är aggressiva mot maskindelar i järn samtidigt som de har relativt låg gjuttemperatur vilket gör att vissa maskindelar kan vara permanent nedsänkta i smältan.
Film som visar hur pressgjutningsmaskiner fungerar:

Film som visar hur en pressgjutningsmaskin från Colosio kommer på plats på ett gjuteri.

10.5.2 Funktionsbeskrivning
Pressgjutningsmaskinen utför de mekaniska rörelser som krävs för att tillverka gjutgodset.
Huvudfunktionerna för en pressgjutningsmaskin är att:
- Öppna formen så att det stelnade gjutgodset kan tas ut.
- Sköta utstötningen av gjutgodset från formen.
- Kommunicera med assisterande kringutrustning, ex vis urplockare, tempereringsaggregat och utrustning för formsmörjning.
- Stänga formen.
- Låsa formen med tillräcklig kraft för att stå emot metalltrycket från den insprutade smältan.
- Kommunicera med utrustningen som tillför smält metall till pressgjutningsmaskinen.
- Spruta in smältan i formen.
- Tillföra ett eftermatningstryck på smältan under stelningsfasen.
- Registrera processdata och larma vid angivna avvikelsenivåer.
Pressgjutningsmaskinen består av tre mekaniska huvudsystem (plus maskinens styrning) för att utföra dessa uppgifter. Dessa är:
- Låsenheten
- Utstötarenheten
- Injektionssystemet (det vill säga skottenheten).
10.5.3 Varmkammarmaskiner
Varmkammarmaskiner har jämfört med kallkammarmaskiner fördelar som kort cykeltid och minskad risk för gasporositeter i komponenten. Detta beror på att fyllkammaren och skottkolven ligger permanent nedsänka i smältan. Därmed behövs varken någon påfyllare eller kolvsmörjning vilket minskar risken för inblandning av luft eller gas under formfyllningen. En nackdel med metoden är att fyllkammaren och skottkolven inte kan utsättas för smält metall som är aggressiv mot järn, exempelvis aluminium. Därför används metoden i första hand till pressgjutning av zink och magnesium.

Figur 49. Detaljbild på en varmkammarmaskin (källa: Idra).
En varmkammarmaskin är i huvudsak uppbyggd av följande komponenter
- Järndegel: En järndegel används för att hålla metallen smält i smältugnen.
- Värmeelement: Smältugnar till varmkammarmaskiner värms vanligtvis via gasbrännare eller elektriska motståndselement. Värmen överförs till järndegeln och till den smälta metallen.
- Eldfast inneslutning och smältugnskropp: Ugnskroppen är vanligtvis isolerad invändigt med eldfast material eller isolerande material för att minimera värmeförluster.
- Skottcylinder: Skottcylindern med sitt påfyllarhåll är vertikalt monterad nere i den smälta metallen och i botten ansluten till svanhalsen.
- Kolvstång och kolv: Kolvstången påverkar kolven som i sin tur pressar den smälta metallen vidare genom svanhalsen.
- Ringar: 2 eller 3 ringar monteras på kolven för att undvika att metall läcker förbi kolven.
- Svanhals: Är en delvis nedsänkt kanal som för över metall från varmkammaren till munstycket.
- Munstycke: Är en uppvärmd tub som förbinder svanhalsen med formen genom den stationära tryckplattan.
- Gjutkanalsbussning: Anslutningsdel mellan munstycke och gjuthåligheten. Gjutkanalsbussningen är vanligtvis vattenkyld invändigt för att kunna åstadkomma snabbare stelning av den insprutade metallen.

Animerad film som visar gjutning med varmkammarmetoden.

Hos varmkammarmaskiner är smältenheten sammanbyggd med gjutmaskinen. Den i smältan nedsänkta fyllkammaren är vertikalt monterad. Den smälta metallen rinner in i fyllkammaren. Sedan, när maskinens låssystem har stängt verktyget, börjar den hydrauliskt drivna skottkolven röra sig nedåt i fyllkammaren och pressar smältan in i den så kallade svanhalsen där den först kommer till änden på svanhalsen, sedan till insprutningsöppningen och sedan in i formhåligheten. Strax innan formen öppnas går kolven tillbaka till utgångsläget och den flytande överskottssmältan rinner tillbaka genom det uppvärmda röret (svanhalsen) till ugnen. För att undvika luftinblandning i metallen i svanhalsen brukar man vinkla antingen hela maskinen eller verktygets delningsplan ett antal grader relativt horisontalplanet.
Metallpåfyllningen måste ske med kontrollerad hastighet och tryck. Det innebär att de ingående delarna i skottenheten, det vill säga skottkolven och styrsystemet, har som uppgift att se till att skottkolven rör sig med den hastighet som är beräknad för den aktuella komponenten. Varmkammarmaskinerna har inte samma multiplikatorsystem som kallkammarmaskiner. Då den metall som pressats fram av kolven alltid är flytande, finns det inget behov av att mekaniskt sönderdela exempelvis stelnade skal från tabletten i fyllkammaren som är fallet i kallkammarmaskiner. Därmed finns det heller inget behov av en multiplikator som kan förstärka injektionstrycket. Det tryck som appliceras av maskinens skottkolv ökar trycket i hela metallmängden (ingötet och detaljen). Därmed kan hela detaljen eftermatas och stelningskrympningen kompenseras så länge det finns öppna flytvägar i hela ingjutsystemet och detaljen. Skottkolvens rörelse under eftermatningsfasen är ingen bra indikator på hur effektivt eftermatningen fungerar på en varmkammarmaskin. Det är vanligtvis ett visst läckage mellan skottkolven och fyllkammaren och detta läckage ökar i takt med maskinens driftstid allteftersom kolvringarna på skottkolven slits. Detta innebär att skottkolvens rörelse under eftermatningsfasen i stället är en relativt bra indikator på att kolvringarna är slitna och behöver bytas.

Fördelar med varmkammargjutning
- Då smältugnen är sammanbyggd med maskinen minskar temperaturförlusterna i smältan vilket minskar energianvändningen och oxideringen hos metallen.
- Mycket hög produktivitet, med cykeltider under 1 sekund i vissa fall.
- Relativt enkelt att nå en hög automatiseringsnivå.
Nackdelar
- Inte fullt utvecklad för att under industriella förhållanden kunna gjuta metaller som är reaktiva med järn eller har en hög smältpunkt, exempelvis aluminium och mässing.
- Prestanda, i form av skottvikt eller metalltryck, är normalt lägre för varmkammarmaskiner jämfört med kallkammarmaskiner.
Ytterligare film som visar processen för varmkammargjutning:

10.5.4 Kallkammarmaskiner
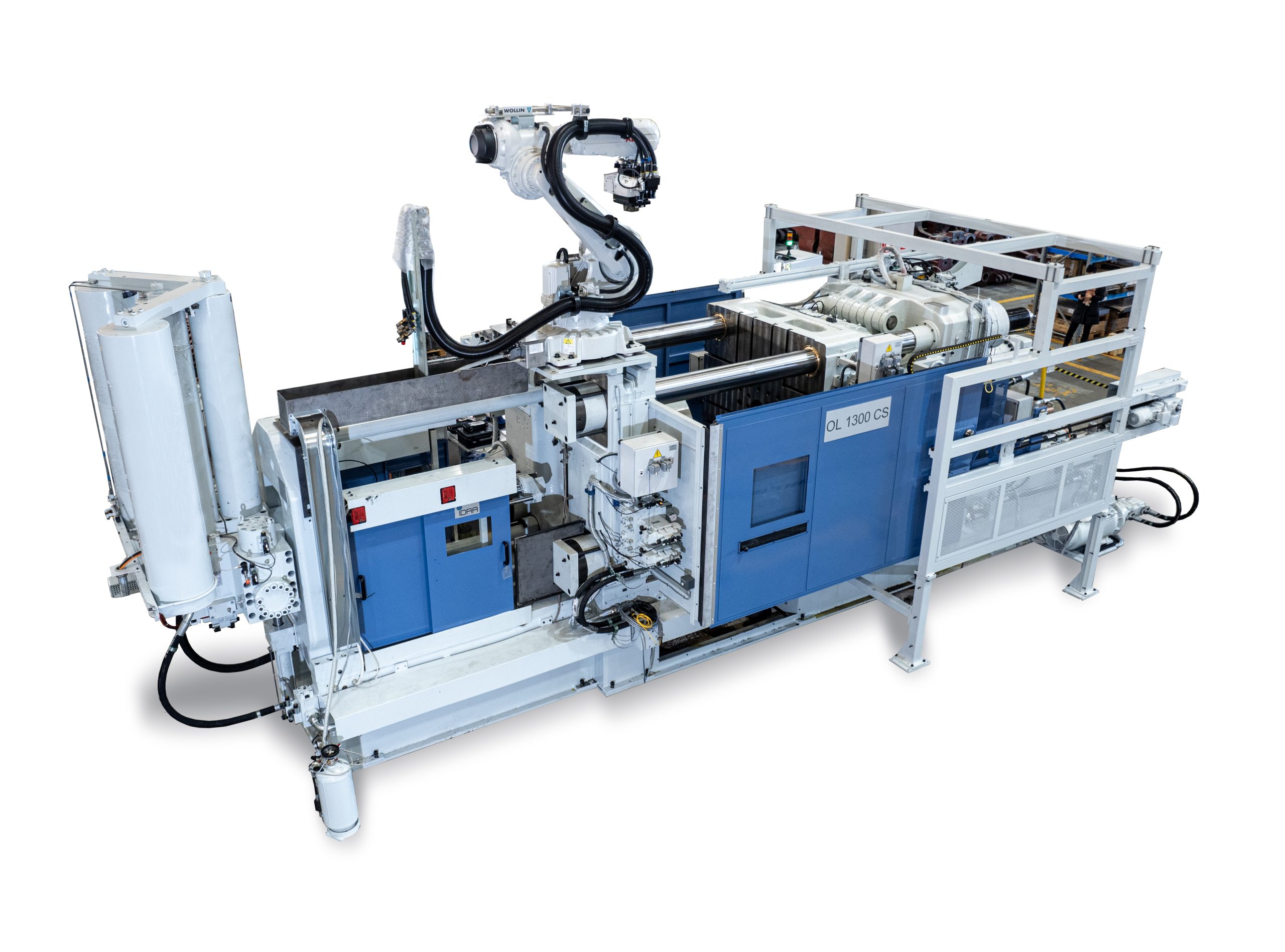
Horisontella kallkammarmaskiner är den vanligaste typen av pressgjutningsmaskiner. Namnet kan härledas till att fyllkammaren är horisontellt monterad och att den sitter monterad på maskinen, och inte nedsänkt i smältan som hos en varmkammarmaskin. Kallkammarmaskiner används främst för aluminium och mässing, men även magnesium och zink gjuts i vissa fall i denna maskintyp.
Kallkammarmaskiner har fyllkammaren monterad i det fasta maskinbordet, helt skild från ugnen. Fyllkammaren värms oftast endast av den påfyllda metallsmältan. Därför får fyllkammaren en lägre temperatur än smältan, vanligen en tredjedel av smältans temperatur i ugnen. Detta att jämföra med fylllkammaren i en varmkammarmaskin som ligger nedsänkt i metallbadet och därmed får samma temperatur som smältan. Mellan varje skott smörjs skottkolven och fyllkammaren invändigt (kolvsmörjning). Smörjfilmen minskar friktionen mellan kolv och fyllkammare vilket ger en jämn kolvrörelse, samtidigt som filmen skyddar fyllkammarens yta mot erosion rakt nedanför påfyllningshålet.
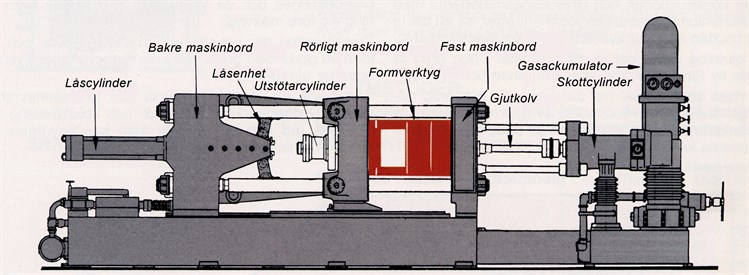
Figur 52. Översikt över en kallkammarmaskin.
Fyra horisontella maskinpelare (även kallade bommar) är fästa med var sin mutter mot det fasta maskinbordet. I motsatt ända går pelarna genom det ställbara bakre maskinbordet. Detta maskinbord kan flyttas horisontellt för att passa för den aktuella verktygshöjden (formhöjden).
Mellan det fasta främre och det bakre bordet manövreras hydrauliskt ett rörligt maskinbord, vilket styrs av de fyra horisontella pelarna. På det rörliga och det fasta maskinbordet monteras formverktygets båda formhalvor. Tyngden hos det rörliga maskinbordet och den rörliga formhalvan bärs upp av glidskor som med låg friktion rör sig utmed glidbanorna ovanpå maskinstativet.
Avståndet mellan pelarna har viss betydelse för hur stora verktyg och detaljer som kan gjutas i maskinen.
I vissa fall används gjutformar som är bredare än det tillgängliga avståndet mellan pelarna. För att montera dessa formar krävs att minst en pelare kan tas bort, så kallad pelardragning, vilket kan ske antingen manuellt eller automatiskt. Vid drift måste alla pelare justeras så att de får samma dragspänning. Moderna maskiner har sensorer för att övervaka/justera den kraft som varje pelare bär upp. För att inte riskera pelarbrott på grund av för hög dragspänning kan formhöjden behöva justeras under drift för att kompensera för den termiska utvidgningen hos olika verktygs- och maskindelar.
Animerad film som visar uppbyggnaden av en kallkammarmaskin:

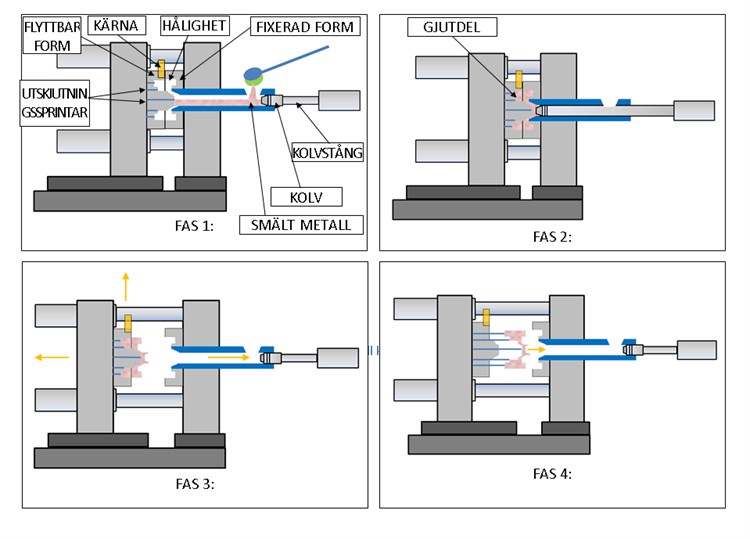
Gjutförloppet i en kallkammarmaskin kan översiktligt sammanfattas enligt följande, se även figur nedan:
Fas 1: Verktyget är stängt, eventuella kärnor är i position, skottkolven är i sin bakre startposition, metall fylls i fyllkammaren, skottkolven påbörjar sin rörelse och blockerar påfyllningshålet. Inledningsvis är kolvrörelsen långsam, typiskt 0,2 m/s, för att undvika att metall sprutar ut ur påfyllningshålet. Därefter accelererar kolven strax innan metallfronten når ingötet till formhåligheten (kaviteten).
Fas 2: Formfyllning. När metallfronten når ingötet ökar kolvhastigheten till cirka 2 – 5 m/s (i vissa fall ännu högre) för att uppnå en snabb formfyllning. När hela formen är fylld aktiveras eftermatningsfasen vilken innebär att skottkolven komprimerar smältan för att dels kompensera för metallens stelningskrympning, dels komprimera de luft- och gasblåsor som kan finnas i detaljen.
Fas 3: Skottkolven återgår till sin startposition, kärnor dras ur detaljen.
Fas 4: Utstötningsenheten aktiveras och detaljen tas ut ur verktyget.
Kallkammarmaskinens skottenhet
Skotteenheten är det i särklass mest komplexa systemet i en kallkammarmaskin. Uppgiften för skottenheten är att pressa den smälta metallen in i formen under kalkylerade förhållanden. Det innebär bland annat ett behov av exakt kontroll av kolvens rörelse och kraft. De faktiska värdena för alla dessa funktioner (parametrar) bestäms bland annat av detaljens geometri, verktygets konstruktion och legeringen. Flertalet av dessa värden kan beräknas i förväg varefter formfyllningen och stelningen kan simuleras, allt i syfte att minimera behovet av provgjutningar och justeringar under intrimningen av verktyget och optimala processparametrar.
Dagens pressgjutmaskiner har styr- och övervakningssystem där positioner och hastigheter ställs in via en kontrollpanel eller läses in via en datafil kopplad till komponentens artikelnummer. Panelen kan också visa för operatören hur maskinen utfört varje enskilt skott. Registrerade processdata kan sändas till en central styrdator och övervakas av underhållspersonalen. Processdata kan också användas för att verifiera att det aktuella gjutgodset har gjutits enligt givna specifikationer, exempelvis måste formfyllningen och eftermatningen ske enligt fastställda tider och tryck. Det innebär att de ingående delarna i skottenheten, det vill säga skottkolven och styrsystemet, har som uppgift att se till att skottkolven rör sig med den hastighet och det tryck som beräknats för den aktuella komponenten. De primära mekaniska kraven på skottenheten är att skapa en helt rak och linjär kolvrörelse i fyllkammaren. Om kolvens rörelse inte helt linjerar med fyllkammaren så kommer kolven att kärva i fyllkammaren, vilket kan resultera i felaktig kolvhastighet, sänkt metalltryck och hög förslitning på kolv och fyllkammare. Skottkolven måste kylas med vatten eftersom den är i direkt kontakt med den smälta metallen.
Smält metall kan inte komprimeras. Det innebär att när hålrummet i verktyget är helt fyllt med smält metall så uppstår ett mottryck som snabbt bromsar upp skottkolven och det bakomliggande hydraulsystemet. Rörelseenergin övergår då i en mycket hög och kortvarig tryckstöt i den smälta metallen. Om inte åtgärder vidtas, ex vis att skottkolven bromsas in precis innan formen är helt fylld, kan denna tryckstöt bli så kraftig att maskinens låskraft inte räcker till för att hålla kvar den smälta metallen i verktyget utan att detta delar sig och metall sprutar ut mellan formhalvorna och bildar grader på den gjutna detaljen.
För att undvika att metall sprutar ut mellan verktygshalvorna såsom beskrivit ovan har moderna pressgjutmaskiner ett “low impact system”, ibland benämnt ”flash control”, alltså ett system för att bromsa skottkolven. Systemet minskar risken för så kallade partgrader på detaljen, vilket dels ger en ökad dimensionsnoggrannhet, dels minskar det efterföljande rensningsarbetet. När ”low impact”-systemet fungerar som avsett kan man dessutom tillverka gjutgods med större sprängyta än vad maskinens låskraft egentligen räcker till för. Tjockväggiga komponenter som kan gjutas med relativt låg kolvhastighet har inte lika stor nytta av denna funktion, men för detaljer med tunna sektioner som kräver höga kolvhastigheter är denna funktion mycket användbar. Positionen för aktivering av ”low impact” är kritisk. Det lägesintervall där kolvens inbromsning måste börja är mycket kort, samtidigt som kolven rör sig med en relativt hög hastighet, ofta flera meter per sekund. För att systemet ska fungera på rätt sätt måste också mängden smält metall doseras med hög noggrannhet. Variationer i mängden smält metall påverkar systemet. Till exempel så kan en för stor metallmängd resultera i en för sen aktivering vilket resulterar i en tryckstöt med risk för metallsprut, medan en för liten metallmängd aktiverar systemet för tidigt med risk för kallflytning då formen fylls för långsamt.
När verktyget har fyllts med smält metall, är skottenhetens uppgift att applicera ett reglerat eftermatningstryck på metallen. Syftet är att tvinga ytterligare smält eller halvfast metall in i håligheten eftersom den metall som finns i håligheten stelnar och därmed krymper. Krympningen resulterar i porositeter i gjutgodset om inte ny smält metall tillförs för att kompensera att metallen krymper. Kraften från skottkolven skapar ett tryck i den smälta metallen som driver fortsatt smält metall via ingjutsystemet in i formen. Stelnade metallflagor, exempelvis från tabletten, kan bromsa upp kolvens rörelse och minskar det överförda trycket till detaljen. Därför aktiveras en multiplikator i skottenheten, vilken ökar eftermatningstrycket till en så hög nivå att dessa stelnade flagor bryts sönder och kolven kan fortsätta sin rörelse framåt. Därmed kan man också eftermata smält metall in i formen för att kompensera stelningskrympningen samt komprimera eventuella gas- eller luftinneslutningar. Om eftermatningstrycket appliceras för tidigt efter att hela formrummet fyllts med smält metall finns en risk att metall sprutar ut i verktygets delningsplan. Om eftermatningstrycket appliceras för sent finns en risk att ingjutsystemet och inloppet till detaljen redan stelnad vilket innebär att smält metall inte längre kan matas in i detaljen för att kompensera stelningskrympningen och trycka ihop blåsor i metallen. Detta innebär att tidpunkten när eftermatningstrycket skall appliceras är en mycket kritisk processparameter.
Hos kallkammarmaskiner är kolvens rörelse under eftermatningsfasen en mycket god indikator på hur väl eftermatningen fungerar. Om kolven inte rör sig så har ingen smälta eftermatats in i håligheten för att kompensera för stelningskrympningen och komprimera eventuella blåsor. Om skottkolven rör sig oväntat mycket under eftermatningsfasen kan detta vara en indikation på att eftermatningen aktiverades för tidigt och att metall därför sprutat ut i verktygets delningsplan.
För- och nackdelar med kallkammargjutning jämfört med varmkammargjutning
Fördelar:
- Stor flexibilitet avseende godsvikt; från några gram upp till 100+ kg.
- Går att använda för alla relevanta legeringar: aluminium, magnesium, mässing och zink
- Ger under optimala förutsättningar så porfritt gods att det kan svetsas och värmebehandlas
- Mycket hög dimensionsnoggrannhet
- Ny teknik för användning av engångskärnor under utveckling
Nackdelar:
- Längre cykeltid för jämförbar komponent
- Ökad risk för luft- och gasporositeter
- Symmetriska ingjutsystem, t ex centrumingöt, kräver särskilda åtgärder (3-platteverktyg)
Ytterligare animation som visar processen för kallkammargjutning:

10.5.5 Låsenhet
Gjutverktyget måste hållas samman med en hög låskraft under injektionsförloppet. Kraften behövs för att motstå den sprängkraft som smältans tryck överför på formytan i verktygets delningsplan. Normalt skall maskinens låskraft vara minst 1,25 gånger högre än den beräknade sprängkraften.
Pressgjutmaskinens hydraulenhet genererar kraft till följande funktioner kopplade till låsenheten:
- Öppna och stänga verktyget.
- Röra kärnor i verktyget.
- Utstötning av färdig detalj.
- Hålla verktyget stängt under formfyllning och eftermatning.
Öppning och stängning av verktyget sker genom att aktivera den hydrauliska cylinder som är kopplad till maskinens knäledsmekanism och som därmed flyttar den rörliga maskinplattan och rörlig verktygshalva.
Låskraft
Ett knäledssystem överför rörelser till det ställbara bakre maskinbordet med det rörliga maskinbordet. En hydrauliskt driven låscylinder (ofta även benämnd stängningscylinder) är fäst vid det ställbara bakre maskinbordet. Kolvstången, som är förbunden med knäledssystemet, flyttar det rörliga maskinbordet vid formstängning respektive formöppning.
Maskinens låskraft skapas genom en kombination av den mekaniska kraft som finns i knäledsmekanismen och den hydrauliska kraft som finns i den hydrauliska låscylindern. Dessa krafter skapar drag- och tryckspänningar i maskinens pelare, som i sin tur säkerställer att övriga delar i maskinen inte böjs eller sviktar under formfyllning och eftermatning. En maskin med automatisk justering av formhöjden ger samma spänning och låskraft oavsett förändring av formhöjden och säkerställer samtidigt att man får en symmetrisk belastning på samtliga fyra pelare. Maskiner utan automatisk korrigering i förhållande till formhöjden ger olika låskraft (spänning i pelarna) när formhöjden förändras, exempelvis under drift. Vid korrekt manuell justering blir dock dessa skillnader relativt små. Töjningsgivare kan monteras på maskinen för att kontinuerligt mäta drag- och tryckspänning i maskinens pelare. Genom att mäta spänningen kan maskinens låskraft övervakas så att det finns en säkerhetsmarginal relativt den sprängkraft (öppningskraft) som uppstår under formfyllningen. Ekvation F1 = f x p x A kan beräkna nödvändig låskraft. F1 (N), där f är säkerhetsfaktorn, p är specifikt gjututtryck (MPa), A är gjutgodsets (inklusive ingjutsystem) projicerad area i partplanet (m2).
Verktygsuppspänning
Om verktyget är för litet i förhållande till maskinbordet, har ojämn kontakt med maskinbordet eller inte är uppspänt i symmetri med maskinens centrumlinjer, kan verktyget förorsaka skador, ex vis intryckningar, på maskinbordet. Ganska ofta är skadan inte märkbar direkt när den uppstår, men om verktyget inte är positionerat rätt och har rätt storlek kommer slitaget att accelerera. Omvänt gäller också att en stor maskin med hög låskraft och felaktigt inställd formhöjd kan deformera (stuka) verktyget och göra det skevt.
I samband med uppspänning av verktyget i maskinen måste även injektionsdelens höjd justeras i förhållande till storleken på verktyget. På moderna maskiner finns en motordriven utrustning för höjdinställning av injektionsdelen.
10.5.6 Utstötarenhet
Utstötarenhetens uppgift är att stöta ut gjutdetaljerna och ingjutsystemet ur formverktyget. Beroende på detaljens geometri, kylningen hos verktyget samt funktionen hos formsläppmedlet, kan gjutstycket krympa fast mer eller mindre hårt i verktyget i samband med stelningen. För vissa detaljer kan det därför krävas en betydande utstötningskraft.
Utstötarenheten består av en grundplatta som är rörligt fäst och styrd av två kolvstänger som når in i det rörliga formbordet. Hydraulcylindrar är monterade på det rörliga maskinbordets baksida med ett antal distansstänger. Denna konstruktion ger en stabil och linjär utstötningsrörelse. Utstötarpinnarna utsätts för stor belastning och är normalt nitrerade för att få en mycket hård yta vilket minskar risken för att de skall kärva i verktyget. Utstötarpinnarna brukar oftast vara cylindriska med ett cylindriskt huvud alternativt koniskt huvud. Cylindriska utstötare med cylindriskt huvud är standardiserade och hittas i standarden SS-ISO 6751. Genom att kontinuerligt mäta den kraft som krävs för att stöta ut detaljen fås indirekt en indikation på att verktygskylningen och formsmörjningen fungerar som avsett.
10.5.7 Ackumulatorenhet
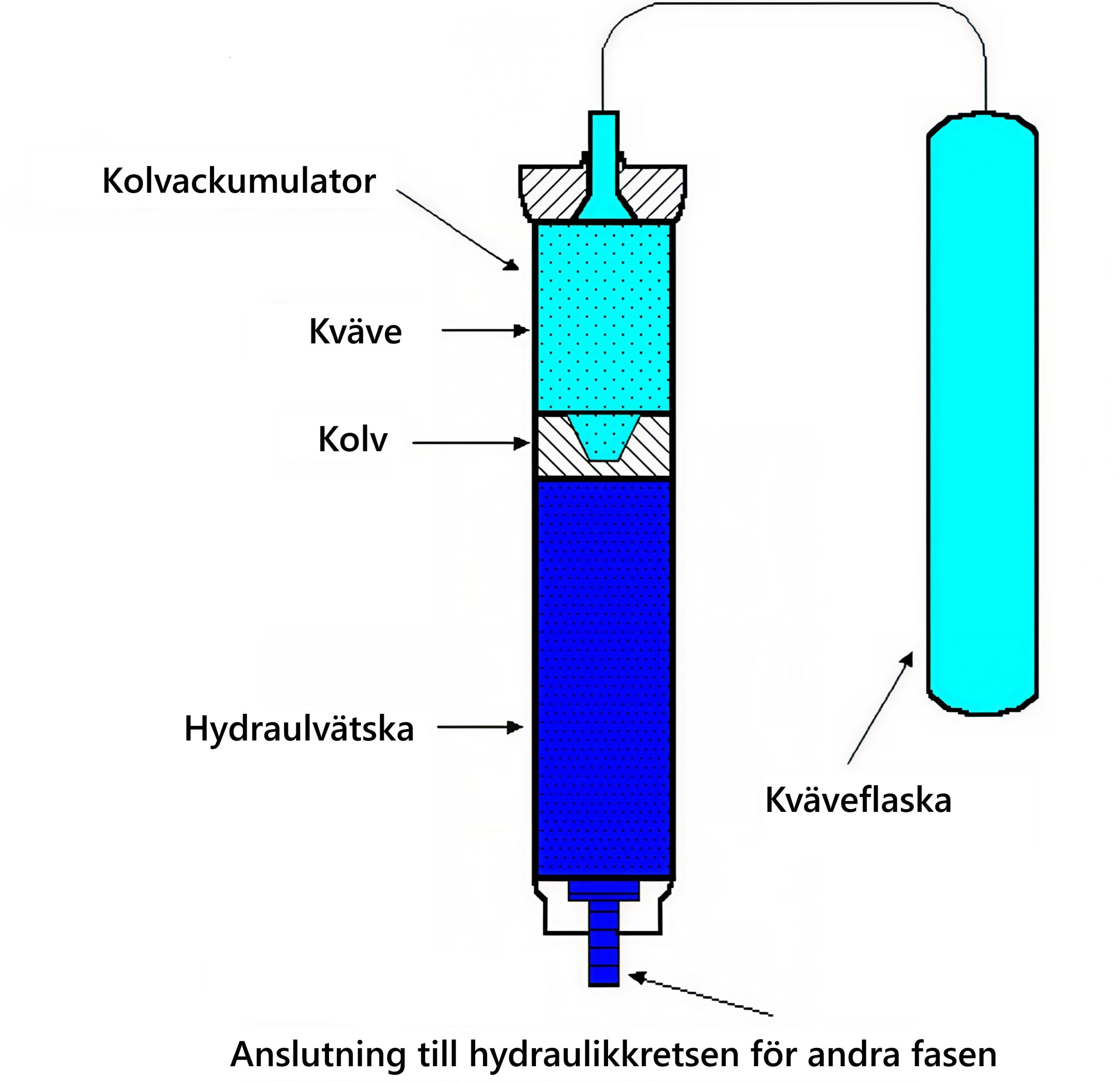
En ackumulator är en tryckbehållare där hydraulvätska lagras under tryck tillsammans med en komprimerad gas.
Gasen i ackumulatorn är vanligtvis kväve. Innan hydraulvätskan pumpas in i ackumulatorn förladdas ackumulatorn med kvävgas till ett specificerat tryck. Därefter pumpas hydraulvätskan in i ackumulatorn varpå kvävet fortsätter att komprimeras till ett allt högre tryck. När den är helt laddad med hydraulvätska kommer både vätskan och kvävet att ha samma tryck som hydraulsystemets avlastningsventil. Resultatet blir en lagrad hydraulisk energi som kan frigöras mycket snabbt. När hydraulvätskan i ackumulatorn sätts i förbindelse med hydraulkretsen trycker den komprimerade gasen ut hydraulvätskan ur ackumulatorn med hög hastighet vilket bidrar till att skottkolven kan uppnå de prestanda som krävs avseende tryck och hastighet.
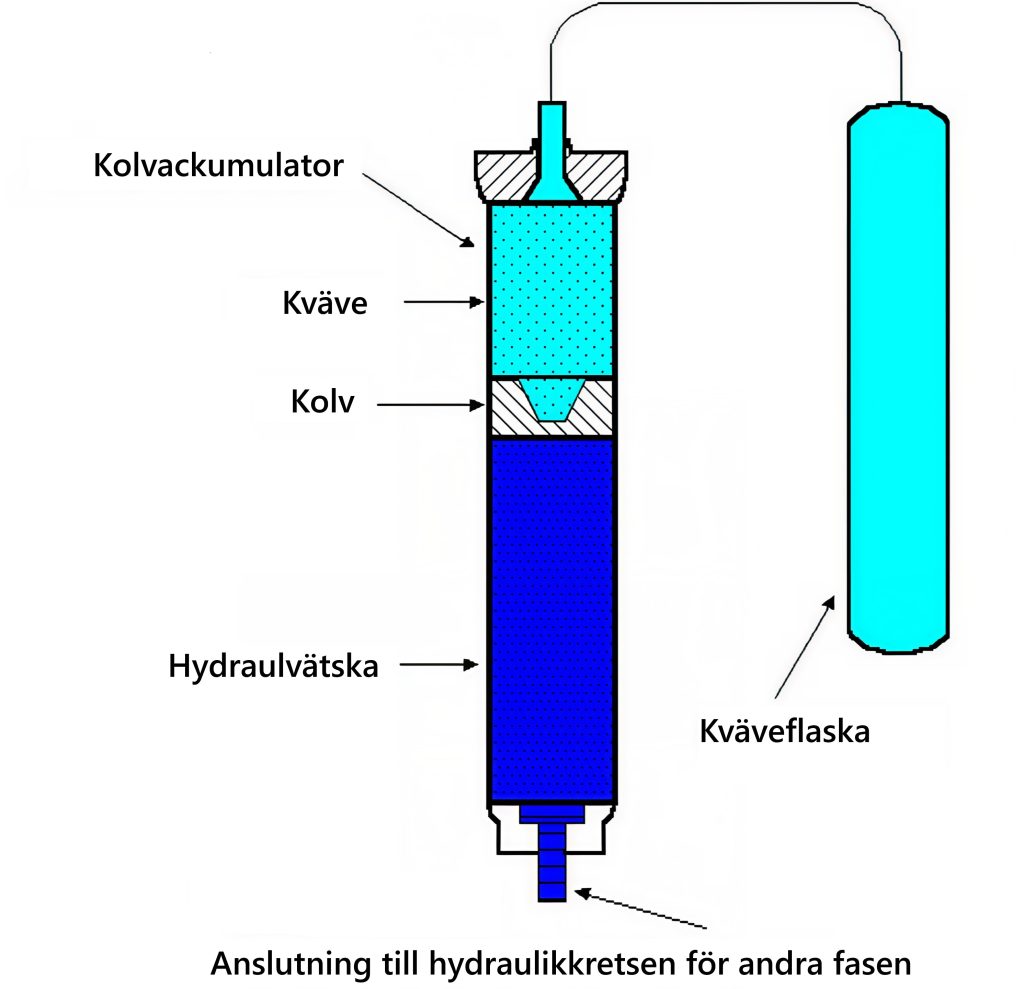
Figur 54. Principskiss över en ackumulator.
Under pressgjutningscykelns snabba formfyllningsfas måste skottkolven röra sig mycket snabbt, vilket innebär att hydraulvätskan måste flöda väldigt snabbt och med högt tryck under en kort tidsperiod. Det är mer praktiskt och ekonomiskt att tillgodose detta behov med hjälp av en förladdad ackumulator än att förse maskinen med en så kraftig hydraulpump att den på egen hand kan leverera tillräckligt stort flöde och högt tryck.
När skottkolven ska röra sig öppnas ackumulatorn som därmed blir den primära kraftkällan för skottcylindern. Hydraulpumpen tillför också vätska till skottcylindern under skottet, men den mesta kraften kommer från ackumulatorn. Ackumulatorn tillför vätska både till skottcylinderns ”långsamma” och ”snabba” skottrörelser. Ett undantag hittar man i vissa äldre maskiner där den långsamma skottrörelsen enbart sköts via hydraulpumpen.
Ackumulatorn som används för det ovan beskrivna syftet kallas skottackumulator och tillför det flöde och tryck som krävs för att uppnå den beräknade kolvhastigheten. Det finns två typer av ackumulatorer som används för pressgjutningsmaskiners skottsystem. Dessa är:
- Skottenhet med en intern kolv
- Skottenhet utan en intern kolv
Det är viktigt att känna till vilken typ som används på respektive maskin.
Ackumulatorer kan även användas som förstärkare. Det hydrauliska trycket i förstärkarkretsen är vanligtvis mycket högre än i den normala skottkretsen. Flödeshastigheten kan vara mycket hög men under en väldigt kort tid så volymbehovet är ganska lågt. Skottcylindern kan behöva röra sig 50 till 100 cm för att genomföra hela skottet, men bara någon centimeter på slutet med förstärkt tryck.
Ackumulatorer används alltså både för själva skottet och för eftermatningen. Vissa maskiner, vanligtvis bara de allra största, använder dessutom ackumulatorer för att komplettera hydraulpumparna under maskinens öppning och stängning av verktyget samt för att röra de hydrauliskt styrda kärnorna i formarna.
Efter injektionen måste ackumulatorn återladdas. Detta sker genom att hydraulvätska från högtryckspumpen återfyller ackumulatorn tills dess att det inställda högtrycksvärdet åter uppnåtts. Om hydraulkolvarna i systemet är slitna läcker hydraulvätska in på fel sida i ackumulatorn. Detta försämrar maskinens prestanda och påverkar därmed kvaliteten hos gjutgodset. Hydraulvätskan kan tappas ut genom ventilerna i botten av gasflaskorna. Denna åtgärd ingår i maskinens tillsynsschema och skall utföras med regelbundna intervaller.
10.5.8 Multiplikatorenhet
För att skapa det höga tryck som krävs under eftermatningsfasen används en multiplikator (tryckförstärkare).
En multiplikator är en hydraulcylinder vars kolvarea i multiplikatorcylindern är betydligt större än arean i änden på den hydrauliska injektionscylindern. Skillnaden är vanligen två till fem gånger större. Detta betyder att trycket i injektionscylindern kan ökas (multipliceras) med upp till fem gånger jämfört med det ingående hydraultrycket.
Principen för multiplikatorn bygger på en jämnviktsekvation där tryckförstärkningen är direkt proportionell mot areaminskningen från A1 till A2, se figur nedan.

En ytterligare förstärkning erhålls genom att kolvspetsens area, det vill säga den yta som överför trycket till den smälta metallen är mindre än injektionskolvens yta som påverkas av multiplikatorkolven. Det innebär att det slutliga trycket i smältan blir avsevärt mycket större än det ursprungliga hydraultrycket på baksidan av multiplikatorkolven.
Eftermatningsfasen gör att den gjutna komponenten eftermatas med mer metall vilket dels kompenserar för metallens krympning under stelningen, dels komprimerar luft- och gasporositeter i den gjutna detaljen. I extrema fall kan metalltryck på ca 2000 bar uppnås, vilket ger helt trycktäta komponenter. Det bör beaktas att en liten diameter på skottkolven ger en mycket hög multiplikatoreffekt, vilket alltså ger ett mycket högt metalltryck, vilket i sin tur ökar kraven på maskinens låskraft. Överskrids låskraften riskeras att smält metall sprutar ut mellan formhalvorna.
Att pressgjuta komponenter med mycket högt metalltryck innebär stora påfrestningar på maskinens hydraulsystem. Ett alternativ kan vara att använda så kallade ”squeeze-pins” vilket innebär att man via en separat hydraulcylinder mekaniskt pressar in en stålkärna i komponenten innan metallen helt stelnat, vilket leder till ett lokalt ökat metalltryck i komponenten.
10.5.9 Förebyggande underhåll
Produktiviteten hos en pressgjutningsmaskin kommer att försämras gradvis om inte maskinen underhålls korrekt. Ofta sker produktivitetsförlusten gradvis och kan därför under en viss tid passera obemärkt. En sådan prestandaförsämring kan leda till avsevärda intäktsförluster, exempelvis om den kalkylerade cykeltiden och tillgängligheten inte uppnås. Dessa förluster uppkommer ofta långt innan maskinen faktiskt går sönder.
Det förebyggande underhållet kan organiseras på olika sätt, exempelvis vara schemalagt så att det utförs efter varje skift, en gång per dygn/vecka/månad etc, eller efter x timmars drifttid eller x tusen skott i maskinen. En annan typ av förebyggande underhåll baseras på maskinens verkliga tillstånd, dvs det utförs när givare/sensorer på maskinen säger till att det är dags för underhåll. Ett tredje alternativ är så kallat prediktivt underhåll som baseras på erfarenhet och kalkyler. Om erfarenheten säger att maskinen kommer att stanna inom 500 skott efter att en viss förslitning uppnåtts, läggs ett förebyggande underhåll in med en viss marginal innan dessa 500 skott uppnåtts, vilket innebär att man undviker ett oplanerat stopp som kan störa en viktig leverans.
Nedan beskrivs de delar av maskinen som är viktigast att kontrollera regelbundet och återställa till bra skick om man märker att de har försämrats. Sådan kontroll och återställning innan en märkbar prestandaförlust noteras kallas förebyggande underhåll. Maskinleverantörens rekommendationer kan ofta vara vägledande beträffande åtgärder och intervall. Pressgjuteriets ledning måste bestämma hur ofta kontrollerna ska ske för varje punkt och utveckla ett schema för förebyggande underhåll. Produktionsschemat måste anpassas så att det förebyggande underhållet kan utföras.
Låsenhet
- Maskinen måste stå plant.
- Det rörliga maskinbordets glidskor och skenor måste vara i bra skick, rena och smorda.
- Pelare och låsmekanismen (knäledssystemet) måste vara i gott skick och utan rostangrepp.
- Maskinens verktygsbord får inte vara böjda eller uppvisa tryckskador.
- ”T”-springorna måste vara i gott skick utan sprickor.
- Pelare och töjningsgivare måste vara i fullgott skick.
- Länksystemet och lagerhuset måste vara minimalt slitna.
- Maskinens centralsmörjningssystem måste fungera korrekt.
Utstötarenhet
- Buffertsprintarna måste vara raka och lika långa.
- Returstavarna måste vara lika långa och löpa tätt.
- Ytan på utstötarplattan måste vara slät och jämn även där buffertsprintarna rör vid den.
Skottenhet – kallkammare
- Skottcylindern måste löpa rakt med hålet i den främre maskinplattan.
- Hålet i den främre maskinplattan där kallkammaren monteras får inte vara slitet och måste ha korrekt spelrum till kallkammaren.
- Den yttre diametern på kolvtoppen måste vara koncentrisk med kolvstångens gängor.
- Kolvstången måste vara rak och änden på kopplingen som bär upp belastningen måste vara plan och vinkelrät mot stångens centrumlinje.
- Kopplingen måste vara utan slitage så att den på rätt sätt kopplar ihop hydraulcylinderns kolvstång och ger stöd åt skottkolvens stång.
Skottenhet – varmkammare
- Svanhalsen måste hållas fast i sadeln (”A”-ramen) för att bibehålla inpassningen mellan svanhalsens lopp och den hydrauliska skottcylindern.
- Ingjutsbussningen måste vara i gott skick och smord med högtemperatursfett så att munstyckets inställning och kraft kan upprätthållas.
- De belastningsbärande ytorna på kolvkopplingen, den hydrauliska kolvens stång och kolven måste vara plana och vinkelräta mot skottcylinderns centrumlinje.
- Fjäderspänningen och det hydrauliska trycket i sadelstagscylindrarna måste vara enligt specifikationerna.
10.5.10 Maskinkapabilitet
Det är viktigt att kontrollera pressgjutningsmaskinens kapabilitet, dvs vilken förmåga den har att producera enligt uppsatta krav och specifikationer. Första gången detta måste utföras är i samband med igångkörningen då det är viktigt att kontrollera att leverantörens utlovade prestanda uppfylls.
Första gången en maskins verkliga prestanda bör verifieras är i samband med igångkörning efter installation. Prestanda kontrolleras då mot leverantörens utlovade prestanda alternativt kundens krav vid upphandlingen. Andra skäl att regelbundet kontrollera maskinens prestanda är för att kunna göra korrekta förkalkyler vilka ligger till grund för offerter till kunder. Ett tredje skäl till att verifiera maskinprestanda är för att kontrollera att det förebyggande underhåll som utförs för att förhindra slitage, störningar och onödiga reparationer har avsedd effekt. Genom att följa leverantörens serviceschema skapas förutsättningar för att långsiktigt bibehålla maskinens ursprungliga kapabilitet.
En aspekt av pressgjutmaskinens kapabilitet är dess variation i prestanda under normal produktion. Val av parametrar för test av kapabiliteten kan göras utgående från vilken funktion på maskinen man vill utvärdera.
Den andra aspekten är funktionens stabilitet. Kommer den enskilda funktionen alltid utföras likadant, eller kommer den att variera från gång till gång? Måttet av föränderlighet innefattar flera (vanligtvis 15 till 50) mätningar vid slumpvis utvalda tillfällen över en relativt lång tidsperiod. Dessa mätningar ritas vanligtvis upp i ett histogram så att variationsmönstret kan observeras. Om man kan koppla en viss förslitning hos maskinen till försämrad stabilitet hos en viktig processparameter har man ett bra underlag för att kunna planera ett förebyggande underhåll.
10.5.11 Maskinsäkerhet
Pressgjutmaskiner i industriellt bruk berörs av ett omfattande regelverk som det är nödvändigt att känna till. Förutom Maskindirektivet och kraven på CE-märkning så är regler kring tryckkärl, heta arbeten, skyddsgrindar, hygieniska gränsvärden med mera oftast tillämpliga. Flertalet regler återfinns i Arbetsmiljöverkets bestämmelser.
Pressgjutmaskiner är utformade för att alla risker för operatörer och omgivningen skall vara minimerade. Det finns därför många olika skyddssystem som skall förhindra tillträde till zoner där det finns risk att komma i kläm eller i kontakt med heta ytor och smält metall. Dessa skydd kan vara mekaniska barriärer, exempelvis skyddsdörrar på maskinen, som förutom att eliminera klämrisker också skyddar personalen från eventuellt metallsprut från gjutformen, medan de i andra fall kan utgöras av ljusridåer som stannar processen om ljusstrålen bryts.
Utvecklingen går mot att allt fler pressgjutmaskiner ingår i kompletta produktionsceller där också en eller flera robotar ingår tillsammans med exempelvis skäggpress och annan efterbearbetning. I dessa fall finns ytterligare regelverk kring inhägnad, nödstopp med mera. På senare år har samarbetande robotar blivit allt vanligare. Dessa robotar har inbyggda sensorer som stoppar robotens rörelse så fort den känner ett motstånd i en position där det inte skall finnas något hinder, exempelvis en operatör som kommer i vägen för robotens rörelse. Med denna typ av robotar så kan vissa krav på inkapsling sänkas, vilket gör att de kan samarbeta nära operatören av maskinen inne i produktionscellen.
CE-märkning enligt Maskindirektivet
En produktionscell innehåller flera olika samverkande utrustningar vilket innebär att själva pressgjutmaskinen kan ha en CE-märkning som ”Komplett maskin” men när den byggs in i en cell så betraktas den som en ”Delvis fullbordad maskin” och skall då ingå i den CE-märkning som gäller för den kompletta cellen. I arbetet kring CE-märkning av en hel cell ingår Riskanalys som en väsentlig del. Vid köp av utrustning utanför EU är det viktigt att säkerställa att såväl utrustningen som den tillhörande dokumentationen uppfyller maskindirektivets krav.
Gränslägesbrytare och positionsgivare används för att fastställa positioner eller för att kontrollera att en detalj verkligen tagits ut ur verktyget. När en position har verifierats kan maskinens styrning ge olika signaler, till exempel stängningssignal till gjutformen och start av en ny gjutcykel. Gränslägesbrytare används exempelvis för att styra skyddsgrindar och andra rörliga maskinelement. Särskilda instruktioner och rutiner för finnas för så kallade ”Säkra stopp” vilket innebär att alla delprocesser återgår till sitt utgångsläge och tryckavlastas innan ex vis servicepersonal får tillträde till gjutcellen.
En särskilt viktig funktion är maskinens formstängningsskydd. Detta är en inbyggd funktion som gör att maskinen känner av om det finns ett främmande föremål mellan verktygshalvorna när verktyget håller på att stängas. Om maskinen känner ett motstånd avbryts rörelsen och den rörliga verktygshalvan stannar, alternativt återgår till sitt utgångsläge.
Det finns också flera andra sensorer som kan implementeras i en pressgjutningscell, inklusive temperatursensorer för att kontrollera gjutformen, kylkretsar, metalltemperatur, trycksensorer, töjningsgivare för pelare etc. Beroende på vilken risk en avvikelse kan medföra kan olika åtgärder vidtas när en parameter ligger utanför tillåtet värde.
Hydraulvätskan måste vara svårantändlig för att undvika brand vid läckage, och utgörs därför oftast av en blandning av vatten och glykol. Det rekommenderas starkt att reparera alla hydrauliska läckage så snabbt det går. Detta för att undvika exempelvis halkolyckor, men också för att inte påverka den yttre miljön genom utsläpp av hydrautvätska till marken eller dag-/spillvattennät.

{kind=link}
{kind=link}
{kind=link}