2.3.2 Exempel 1: Växellådshus
En tillverkare av skördetröskor hade problem med ett växellådshus som tillverkades genom sammanfogning av tre delar i olika material. Förutom omfattande monteringsarbete och passningsproblem visade sig sammanfogningspunkterna vara svaga.
En övergång till att gjuta växellådshuset i en enda del undersöktes i ett samarbete mellan tillverkaren av skördetröskan och ett gjuteri.
Växellådshuset var inbyggt mellan fälgarna på skördetröskan, vilket medförde att det tillgängliga utrymmet var begränsat. Det krävdes ett material med stor frihet beträffande utformningen. Dessutom behövde materialet ha hög hållfasthet och god töjningsförmåga på frund av stor dynamisk belastning. Undersökningar visade att det fanns realistiska möjligheter att utveckla en version av växellådshuset som var gjutet gjutet i ett stycke i segjärn, och samtidigt uppnå förbättrade bruksegenskaper till en lägre kostnad.
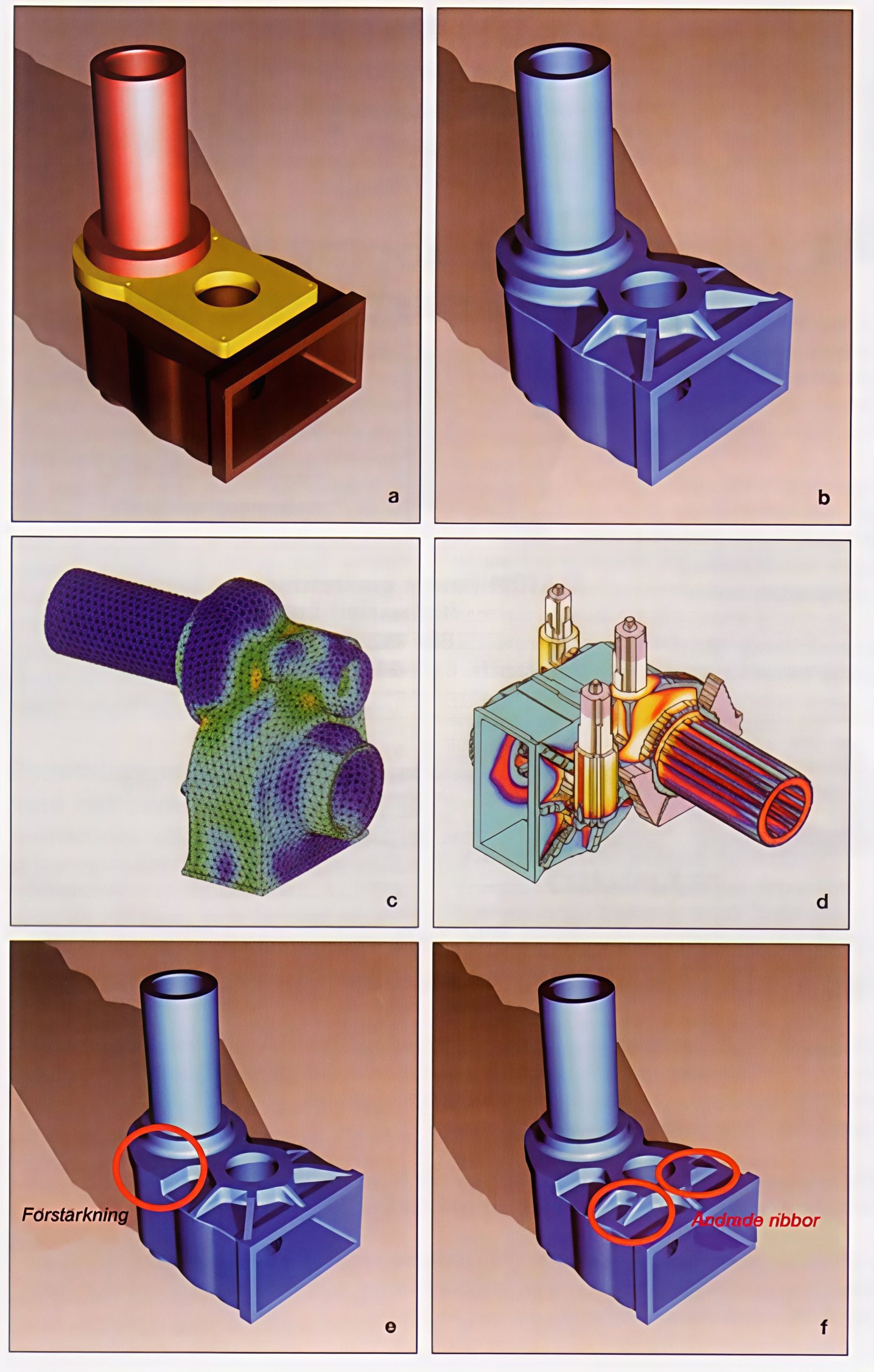
Utvecklingsarbetet gjordes under stark tidspress. Parallellt med 3D-CAD-konstruktion utfördes en FEM-beräkning. De första beräkningarna på ett grovt konstruktionsutkast visade att det på grund av de extremt höga påkänningarna var nödvändigt att använda segjärn typ GJS-400-18-LT. Redan med grovutkastet gjordes en gjutsimulering för att utvärdera växellådshusets gjutbarhet parallellt med att konstruktionsarbetet fortsatte. Efter att de första studierna gett positiva resultat optimerades därefter utformningen successivt. Den i verkligheten gjutna detaljen bekräftade helt simuleringsresultaten.
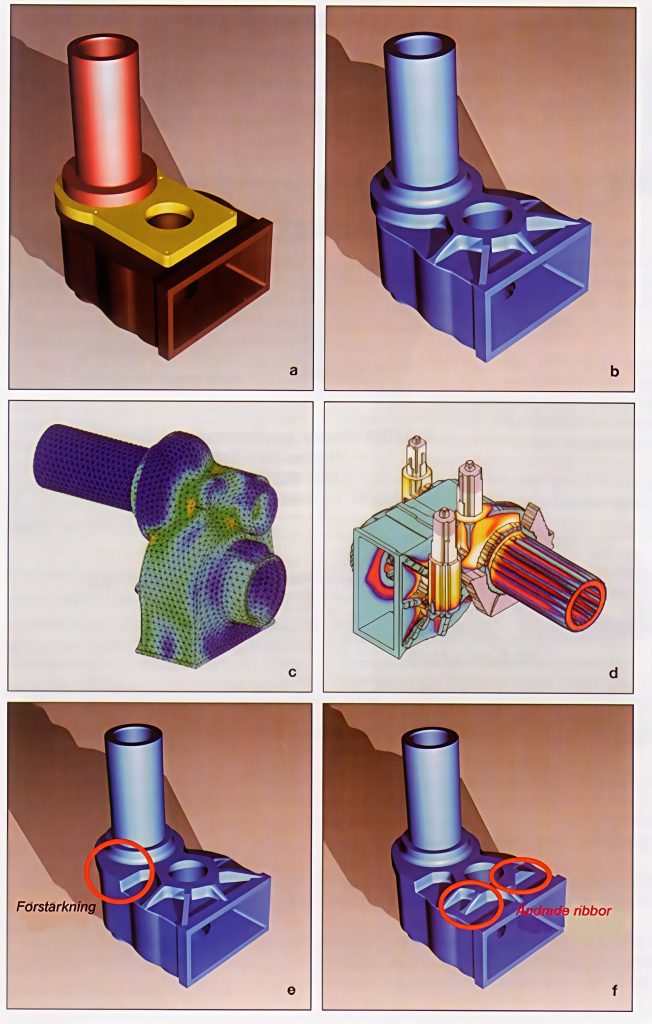
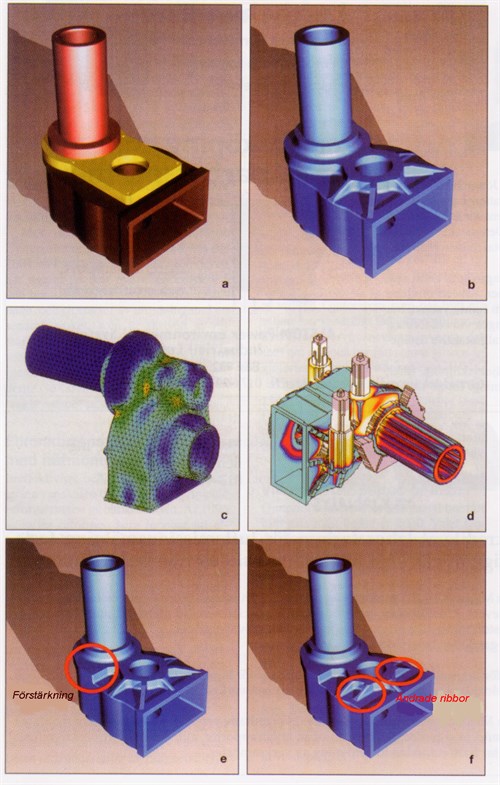
Figur 38. Genomgång av nykonstruktion av komponent till skördetröska.
a. Ursprunglig utformning med flera delar.
b. CAD-modell med utformning som ett enda gjutstycke
c. FEM-beräkning för optimal anpassning av den konstruktiva utformningen med hänsyn till påkänningarna i godset
d. gjutsimulering.
e. Erforderlig yta för att möjliggöra nödvändig matning.
f. Ändring av ribbplacering med hänsyn till tillverkningskostnaderna.
De vid FEM-beräkningarna funna spänningstopparna eliminerades genom materialpåslag. Vid gjutsimuleringar upptäcktes problem som måste lösas innan man fann en optimal lösning.
Vid kalkyler, som gjordes parallellt med konstruktionsarbetet, visade det sig att man genom att ändra läget för en yttre stödribba var möjligt att eliminera en yttre och dyrbar kärna. En förnyad FEM-beräkning visade att detta var möjligt utan att försämra hållfastheten (Figur 38f).
2.3.3 Exempel 2: Stativ till bearbetningsmaskin
Ett 3,2 meter högt stativ till en bearbetningsmaskin skulle gjutas. Ett krav från kunden var att geometriförändringen inte fick överskrida 0,02 millimeter i det översta bearbetningsområdet vid maximal belastning.
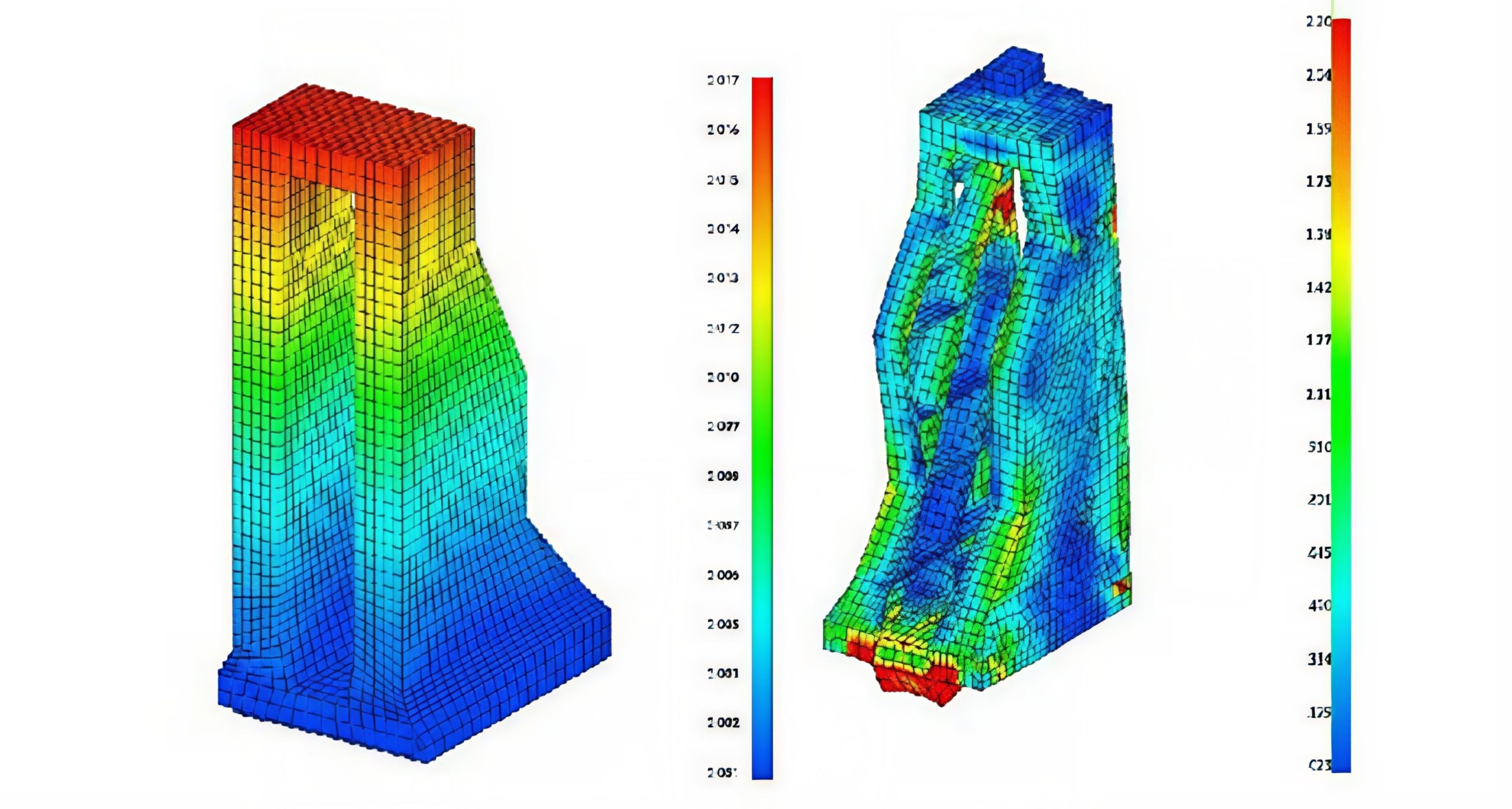
För att fastställa om kravet över huvud taget gick att uppfylla, betraktades stativet i första steget som ett helt massivt stativ inom tillgänglig byggvolym. Vikten blev då 11 ton och formförändringen 0,016 millimeter i det kritiska området. Detta var den absolut minsta formändring som kunde uppnås (se till vänster i Figur 39).
Under utvecklingsarbetet beräknades ungefär 40 olika varianter, varvid förstärkningsfjädrar placerades på områden där FEM-beräkningar visade att höga spänningar förelåg. På områden där låga spänningar förelåg togs material bort.
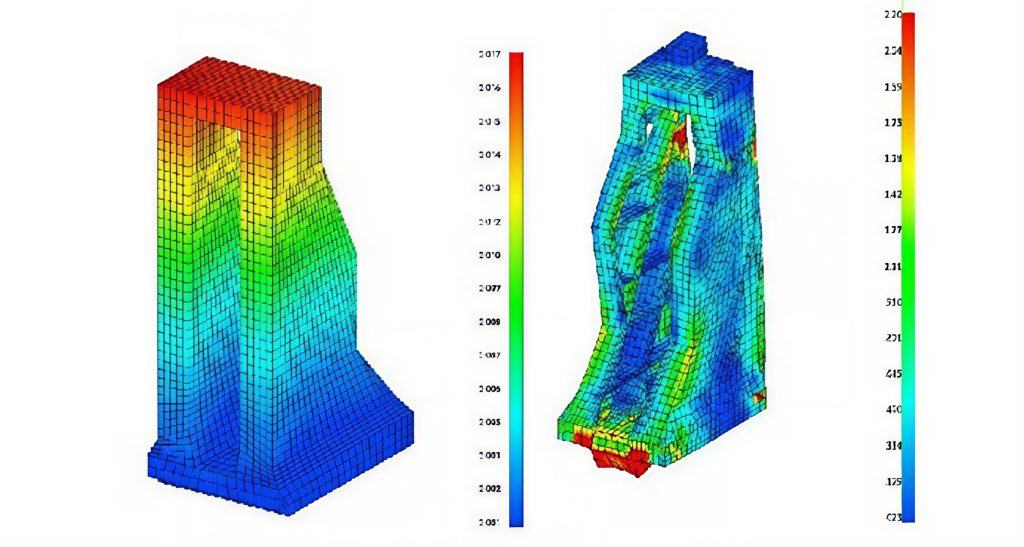
Figur 39. FEM-beräkningar för dimensionsavvikelser efter bearbetning.Dimensioner på stativet är 1 000 x 1 650 x 3 200 millimeter. Till vänster visas formändring vid massivt utförande medan den högra figuren visar ett FEM-nät vid optimerat utförande av geometrin.
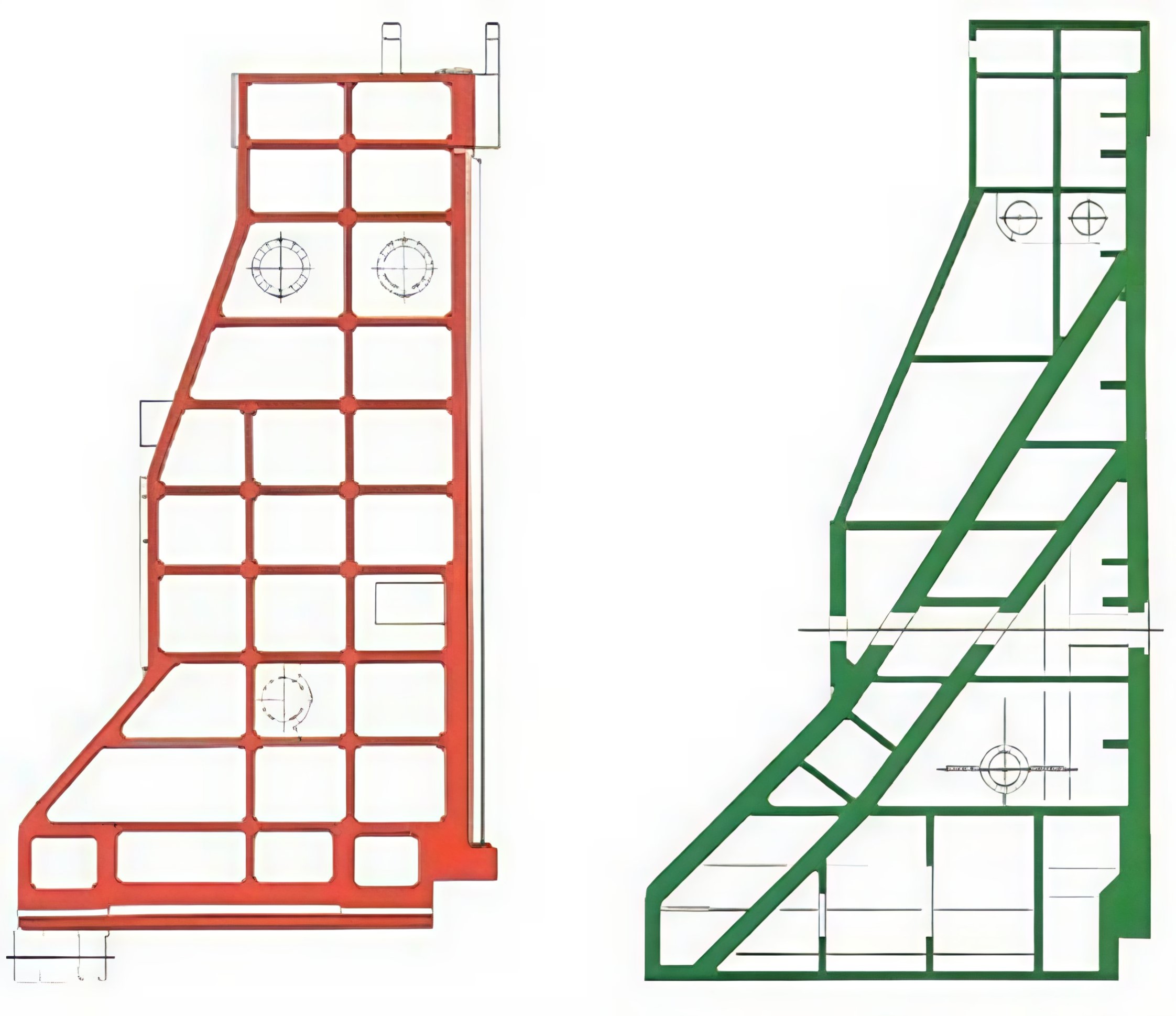
Vid slutet av utvecklingsprocessen erhölls en helt annan placering av förstärkningsfjädrarna än vad som normalt brukat tillämpas. En jämförelse mellan ursprunglig konstruktiv utformning och den FEM-optimerade lösningen, visar hur radikalt den geometriska utformningen ändrats. Beräkningsmässigt gav denna utformning en maximal formändring på 0,20 millimeter vid en godsvikt på 4,5 ton. Vid kontrollmätning i samband med leverans visade sig att formändringen uppgick till endast 0,018 millimeter.
Figur 40. Förstärkningsribbornas placering vid ursprungligt (till vänster) respektive slutgiltigt utförande (till höger).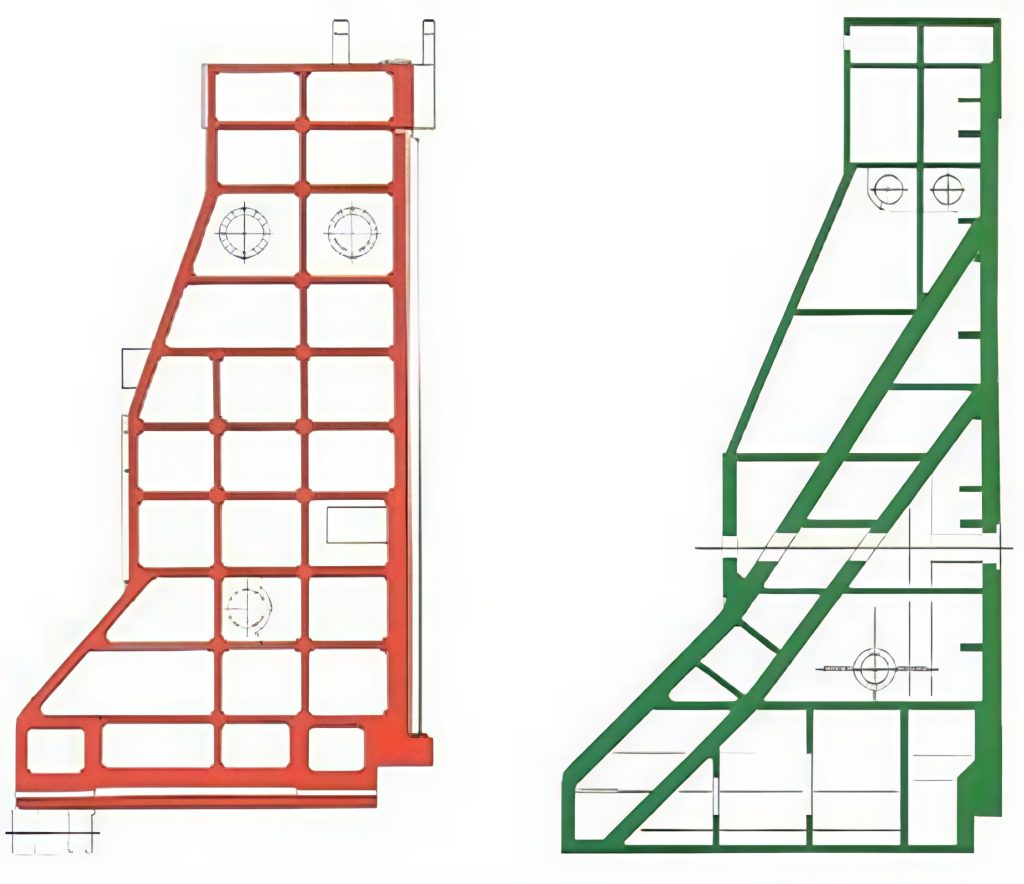
2.3.4 Exempel 3: Formoptimering av släde till fräsmaskin
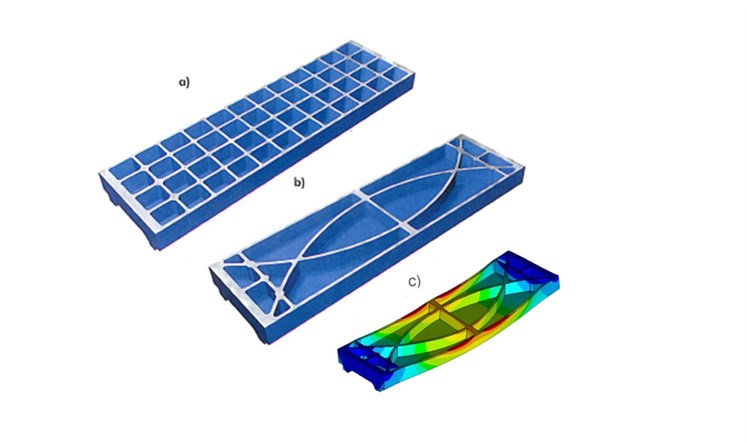
Ett exempel där en optimering gjorts av utformningen är en höghastighetssläde till en fräsmaskin.
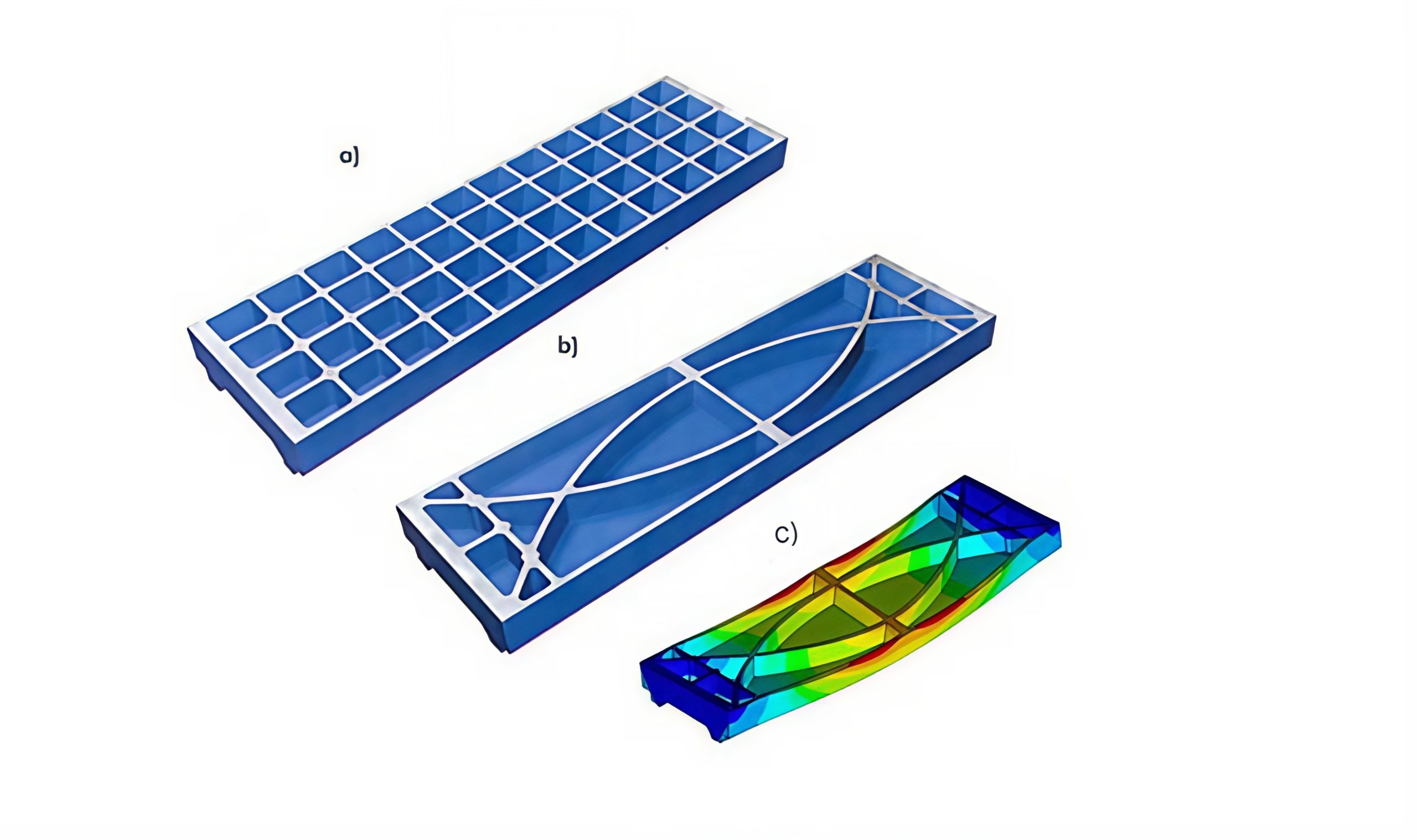
Släden utsätts vid drift för en acceleration på 2g. Den ursprungliga utformningen visas som a i Figur 41. Med omfattande manuella optimeringsberäkningar kombinerade med återkommande ändringar i CAD-modellen samt överföring av denna till FEM -beräkning kunde man finna en innovativ, överlägsen ribbutformning för släden (se Figur 41b nedan). Figuren (Figur 41c) visar också beräknad formändring hos släden vid belastning. Den ovanliga utformningen ger en i det närmaste optimal gjutbarhet. Kraven från modelltillverkare och gjuteri uppfylldes väsentligt mycket bättre än vid den lådformigt ribbförstärkta varianten. Genom optimering av utformningen av ribbförstärkningen uppnåddes 50 procent mindre formförändring än vid den ursprungliga utformningen. Vikten reducerades med 15 procent, vilket även medförde en sänkning av tillverkningskostnaden med 10 procent.
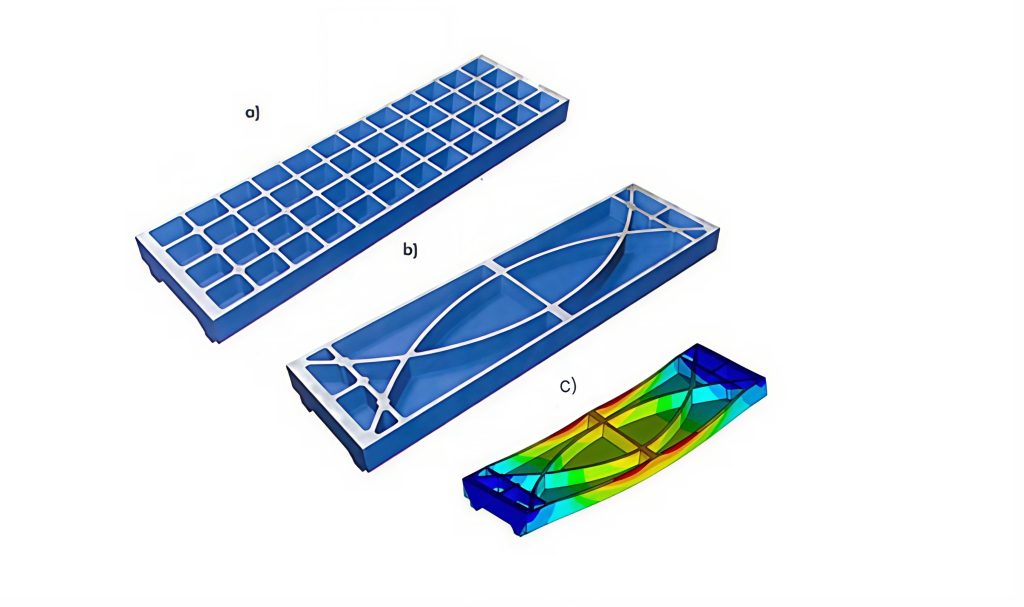
Figur 41. Släde till höghastighetsfräs. Ursprunglig utformning (a), manuellt optimerad utformning (b) och slädens beräknade formförändring vid max belastning (c).
Materialet är EN-GJS-400-18: Godsvikt: cirka 140 kilo. Dimensioner: 1400 x 500 x 150 millimeter (Heidenreich & Harbeck, Tyskland)
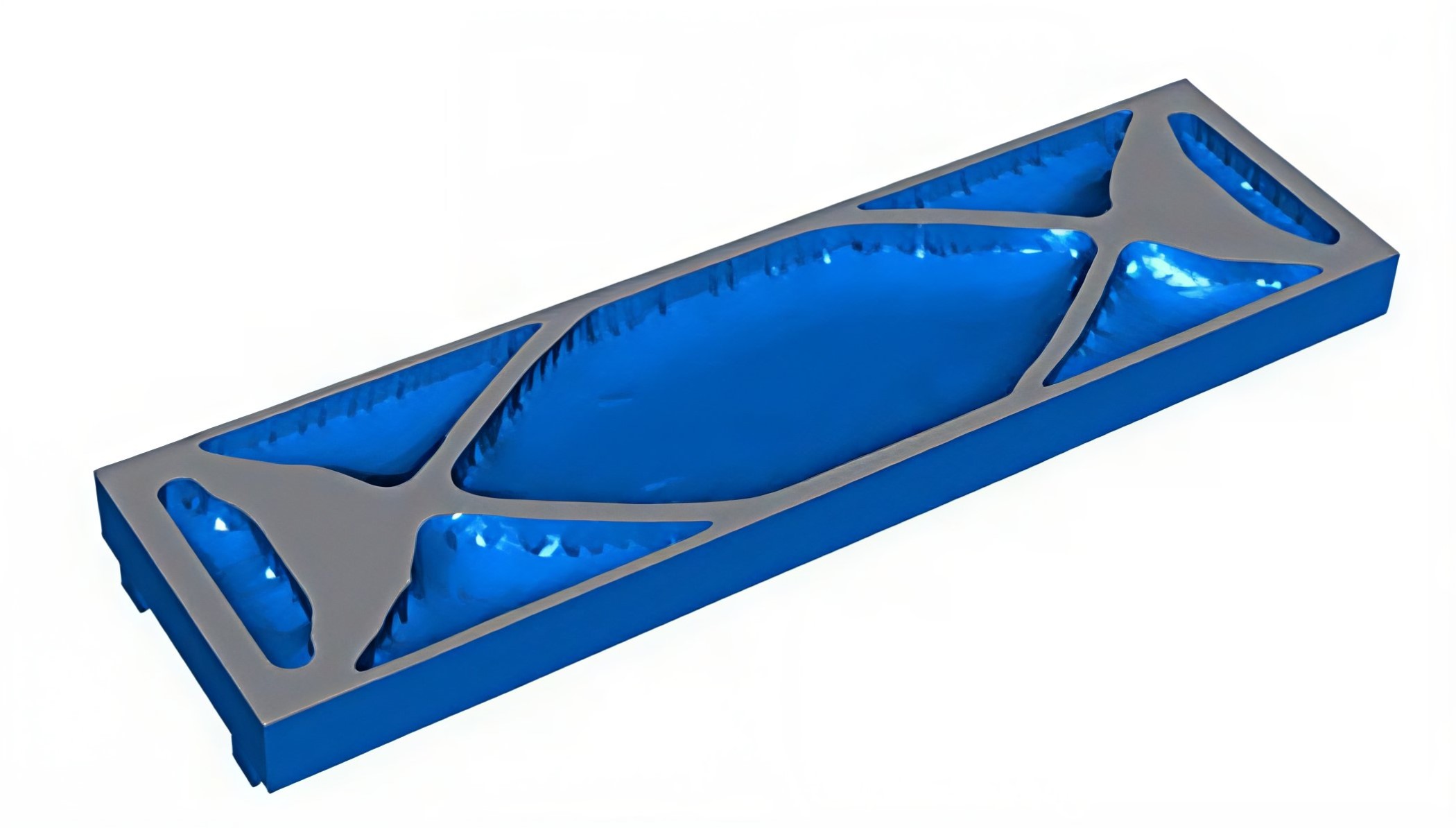
En ytterligare genomgång gjordes med programvara för formoptimering. I programmet definierades tillgänglig byggvolym, samt de fasta punkter och laster som geometrin skall bära. Den vid optimeringen erhållna utformningen, vilken väl överensstämmer med den manuellt erhållna utformningen, framgår av Figur 42. Genom optimeringen erhölls en ytterligare minskning av formändringen vid belastning med 30 procent. Vidare minskades godsvikten med ytterligare 2 procent.

Figur 42. Formoptimerad utformning av släden.
2.3.5 Exempel 4: Formoptimering av ett stöd
Topologioptimeringsprogrammen har på senare år blivit ett måsteverktyg vid framtagning av komponenter för att minska vikt och optimera mekaniska egenskaper. Det talas om ”bionic design” – det vill säga man vill efterlikna naturens utformning av knepiga geometrier för att lösa belastningen i en given position.
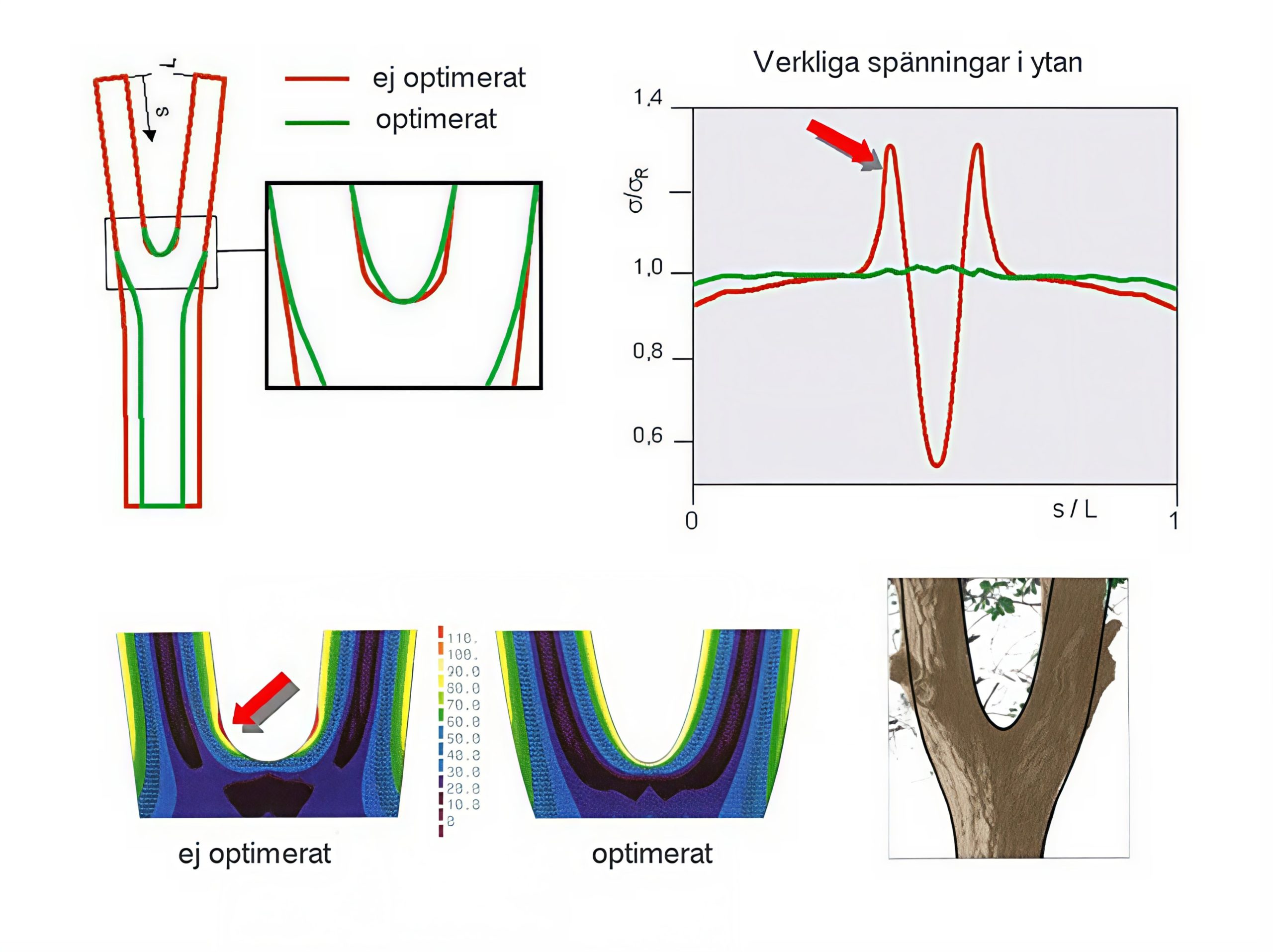
Ett exempel på detta är formoptimering av ett stöd som visas i Figur 43. I den övre delen av figuren visas i rött den ej optimerade utformningen och med grönt den optimerade utformningen av stödet. I detta exempel har optimeringsprogrammet jämfört spänningarna på komponentens yta med den önskade belastningsnivån. Utgående från skillnaden mellan dessa två värden, beräknas sedan mindre förskjutningar av komponentens yta. Denna process upprepas till dess att en konstant spänning uppnås i ytan. Detta gäller den gröna konturen i figuren. Materialet blir på detta sätt likformigt belastat i hela komponenten och uppvisar varken höga anvisningsspänningar eller dåligt utnyttjade överdimensionerade områden (nedre delen av figuren). Den optimerade konturen har stor likhet med den till höger i figuren visade trädklykan.
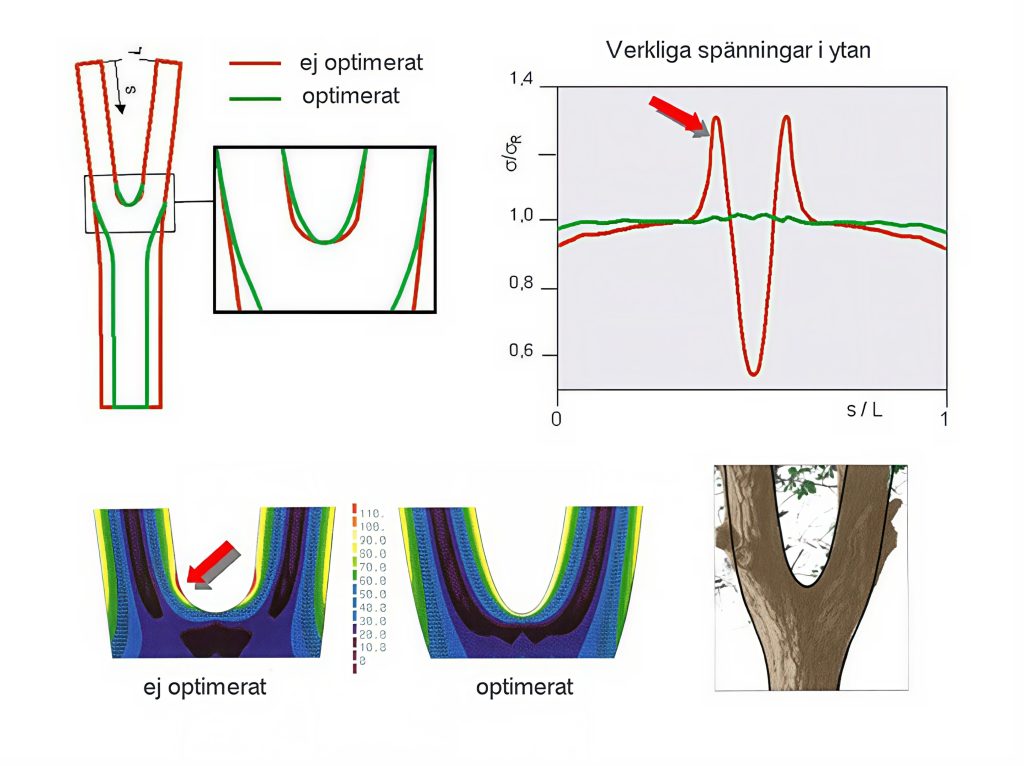
Figur 43. Exempel på efterlikning av naturens geometriska utformning av ett stöd (klyka).
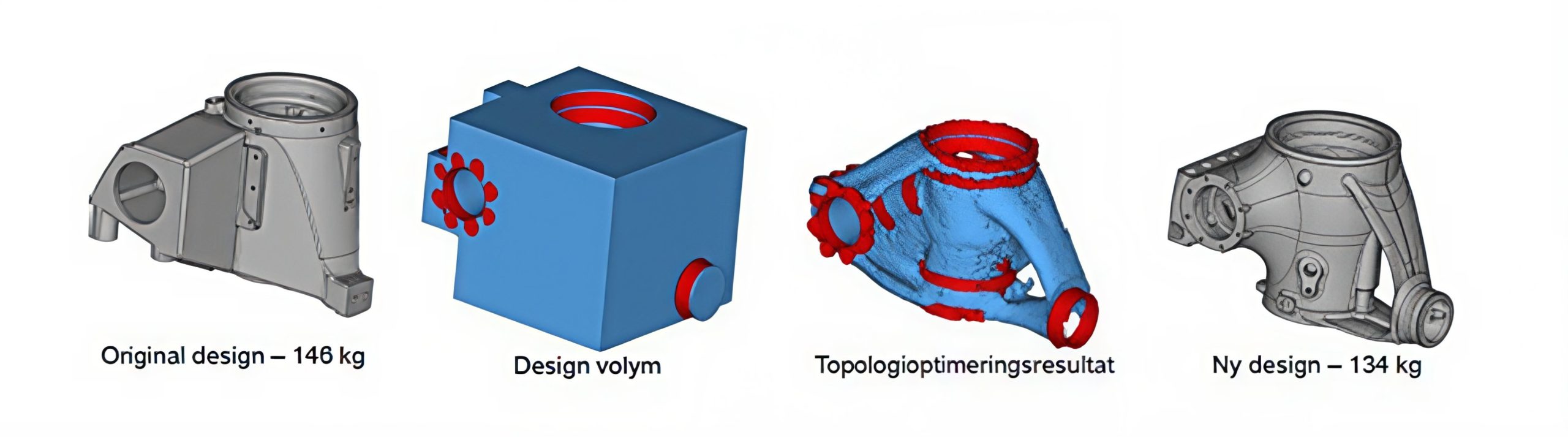
2.3.6 Exempel 5: Topologioptimering av ett kranhus till lastbil
Figuren nedan visar hur topologioptimeringen kunde reducera vikten med nio procent. Samtidigt ökade lyftkapaciteten med tre procent. Beräkningsgeometrin i detta fall hade tolv lastfall att ta hänsyn till för att genomföra optimeringen.
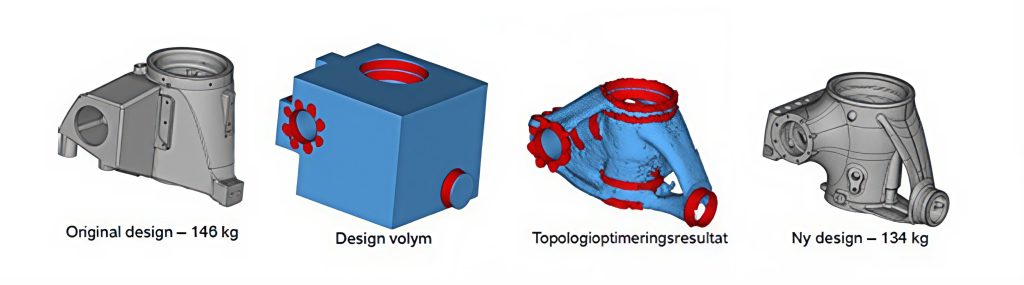
Figur 44. Topologioptimering av ett kranhus till lastbil (HIAB).
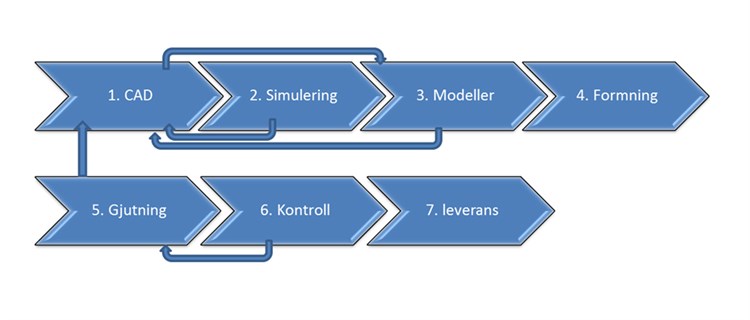
2.3.7 Virtuell produktutveckling av gjutna komponenter
Med dagens simuleringsverktyg är det möjligt att dels sänka kvalitetsbristkostnader, dels reducera ledtiderna betydligt.

Den avancerade simuleringen av komponentens utformning kan göras i två steg. Först genom en optimering av geometrin och fördelning av lasterna på komponenten och sedan som en slutlig formoptimering för att minska spänningar i vissa områden och utforma komponenten på ett estiskt tilltalande vis.

Genom additiv tillverkning, eller 3D-printning, finns det en möjlighet att ta det ett steg längre. Då skriver man ut formar och kärnor i sand för att eliminera tiden med framställning av modellen. När den gjutna komponenten är godkänd kan modeller och verktyg tas fram för serietillverkning. I vissa fall kan det till och med vara lönsamt att endast nöja sig med formar och kärnor utskrivna i sand vid kortare serier.
Figur 47. Principskiss hur 3D-printing av sandformar sker.
1. Mixad sand lags ut i ett jämnt lager cirka 0,2 mm tjockt.
2. Skrivarhuvudet skriver ut härdare efter geometrin som finns inmatad från CAD.
3. Plattformen sänks och ett nytt lager sand fördelas över ytan.
4. Moment 1 till 3 upprepas till hela formen eller kärnan har skrivits ut.
5. Den sand som inte besprutats med härdare kan återanvändas och efter renblåsning från lös sand är formen eller kärnorna klara att användas.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}