16.2.1 Slungrensningsprocessen
Slungrensmaskiner är utformade för seriestorlek; antingen är de kontinuerligt arbetande eller satsvis arbetande, vilket beskrivs mer ingående i senare avsnitt. Oberoende av det kan skovelhjulet vid slungrensning vara utformat på flera olika sätt. Det kan exempelvis vara enskivigt med två, fyra eller åtta skovlar på ena sidan eller tvåskivigt med mellanliggande fyra eller åtta skovlar. Vissa tillverkare har ojämnt antal skovlar, Detta är att minska risken för obalans i slunghjulet, som kan ge oljud till följd av egenfrekvenser. Det kan till och med vara enskivigt med skovlar på båda sidor. Alla dessa typer av skovelhjul har olika effekt och verkningsgrader.
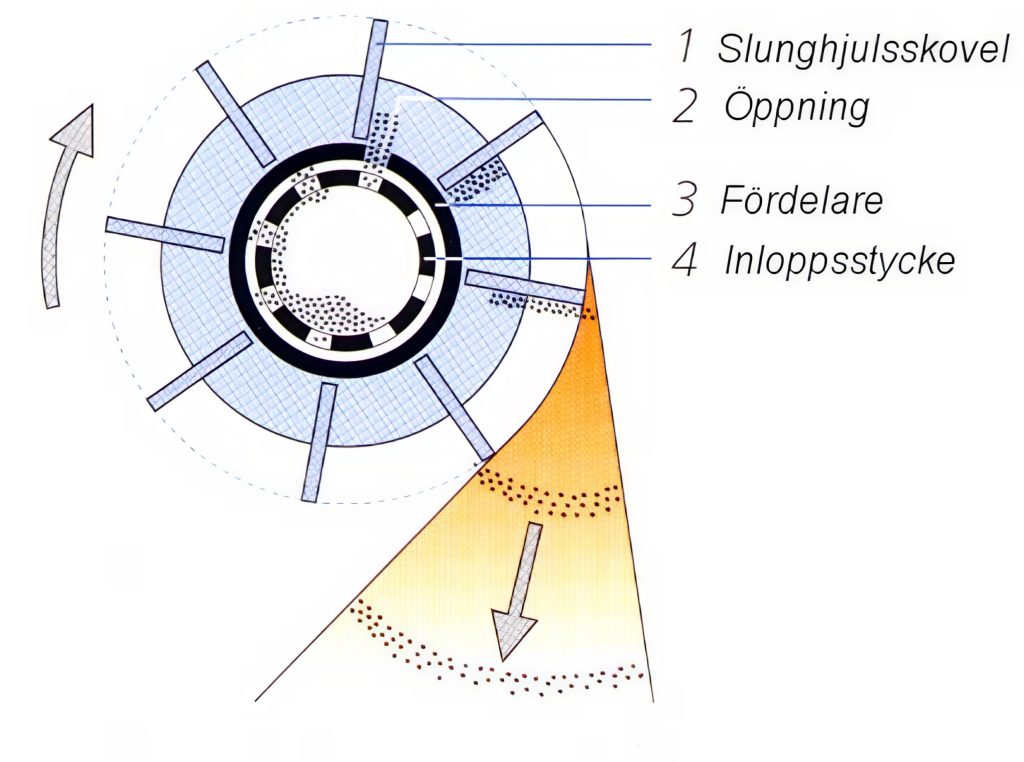
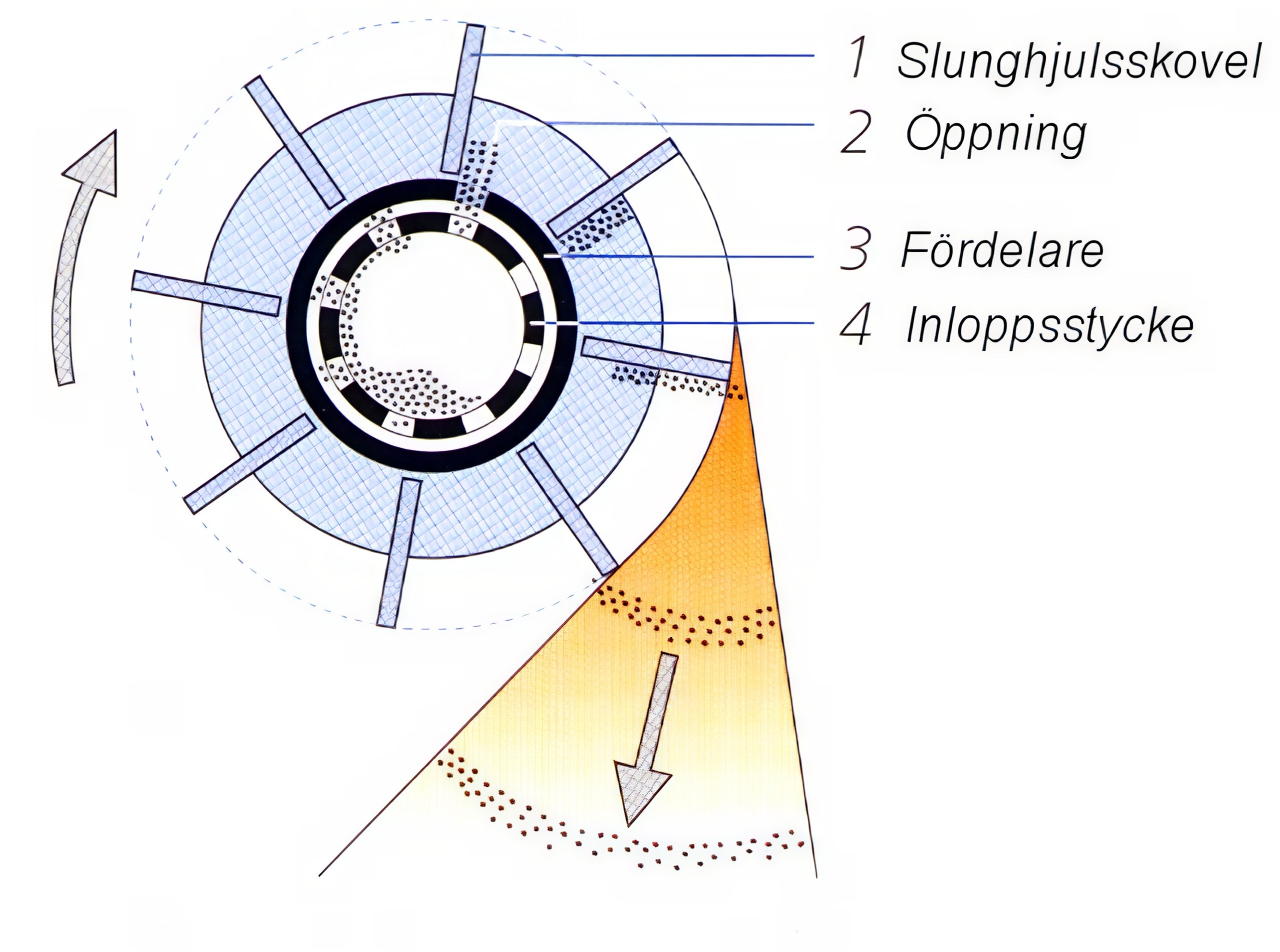
Figur 1. Slungrensningsprincipen. Tvärsnitt av ett slunghjul (DISA).
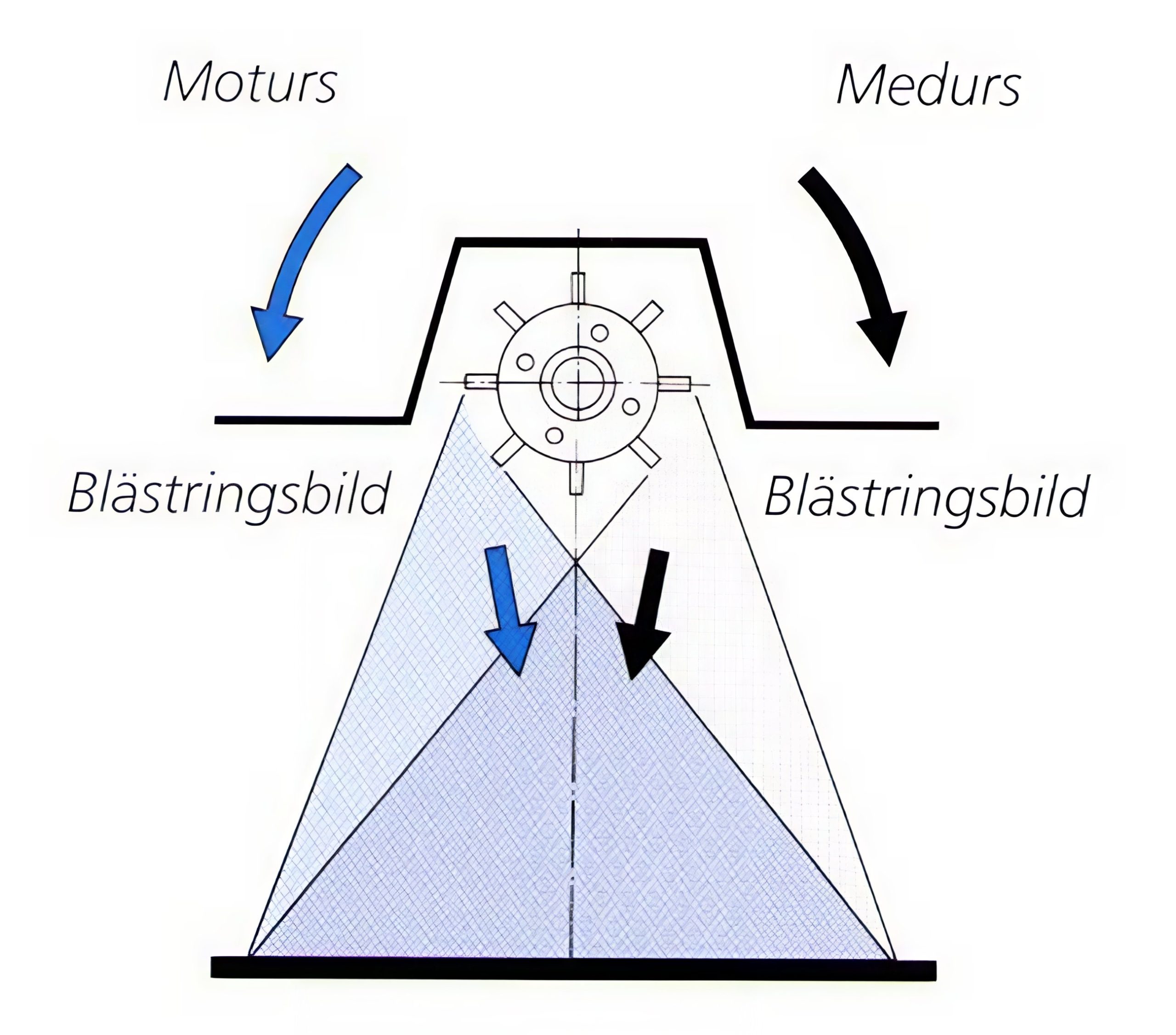
I vissa fall kan slunghjulets rotationsriktning ändras varigenom behandlingsområdet utökas enligt bilden nedan.
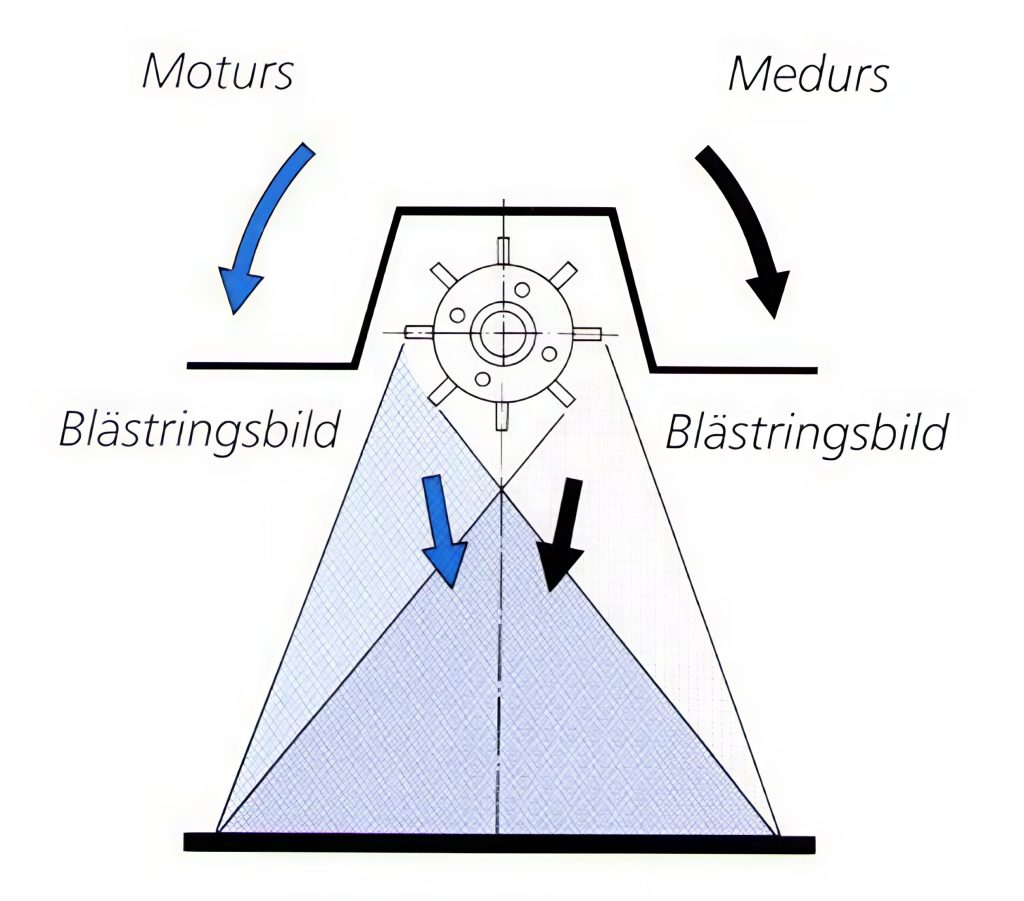
Figur 2. Genom omkastning av slunghjulets rotationsriktning utökas användningsområdet (DISA).
I de flesta hjul låter man rensmedlet rinna ner av sin egen tyngd till hjulets centrum, där det ges en föracceleration i en fördelare. Runt denna finns sedan en inmatningsdel med en öppning för att släppa ut rensmedlet i en viss riktning. Inmatningsdelen står stilla. Utanför inmatningsdelen roterar själva slunghjulet med sina skovlar. Dessa uppfångar rensmedlet, när detta kommer ut genom öppningen i fördelaren. Skovlarna roterar med högt varvtal och rensmedlet accelereras av dessa upp till hög hastighet, glider mot dessa och slungas sedan mot gjutgodset. Hastigheten hos slungrensmedlet kan vara över 100 meter i sekunden när det träffar godset. Normalt är hastigheten mellan 60 och 100 meter i sekunden.
Efter det att slungrensmedlet träffat gjutgodset samlas medlet upp och renas från sand. Normalt sker detta genom en kombination av magnetavskiljare och vindsiktar. Slungrenskammaren måste vara väl ventilerad för att inget damm skall spridas ut i omgivande lokaler när kammaren öppnas. I förhållande till omgivande lokal ska det vara ett undertryck i kammaren. Ofta är ventilationssystemet försett med en separat stoftavskiljare.
Man kan reglera effekten genom att släppa ner mer eller mindre rensmedel och man kan välja olika motorstyrkor för drivning av slunghjulet. Reglering kan även ske genom att variera slunghjulets varvtal. På senare tid erbjuder utrustningsleverantörerna modernare ersättningshjul, som ger högre effektivitet samt lägre energiåtgång.
Slunghjulet har en mycket stor effekt i relation till motorstyrkan om man jämför med fristråleblästring (se avsnitt 16.2). Slitaget i en slungrensmaskin är ganska kraftigt men kan minskas genom användning av speciella material i utsatta delar.
Det är av största vikt att ventilations och vindsikt/stoftavskiljare är i god kondition. För hög dammhalt i slungrensmaterialet ger ett högre slitage på slungrensmaskinen.
Hela slunghjulet med undantag för utloppssidan är omgivet av ett kraftigt hus, vilket invändigt är klätt med slitskydd. Slunghjulet byggs i regel i olika standardstorlekar, där diameter, bredd på skovlar samt motorstyrka är nominella enheter. Man brukar ofta ange hur många kilo rensmedel som kan passera ett hjul per minut. Effekten från ett slunghjul omfattar rensmedlets mängd och hastighet, vilken påverkas av slunghjulets rotationshastighet och motorstyrka. Man kan ha ett slunghjul med liten motorstyrka och stor rensmedelsmängd med låg utgångshastighet eller också kan man ha ett slunghjul med stor motorstyrka, relativt liten rensmedelsmängd med hög utgångshastighet. Motorstyrkan är proportionell mot rensmedelsmängdens vikt och dess hastighet i kvadrat. Naturligtvis kommer olika hjulkonstruktioners verkningsgrad in i figuren.
Slungrensning är en mycket effektiv metod. Som exempel kan nämnas att ett slunghjul med en motor på ungefär 7 kW rensar cirka 80 kvadratmeter plåt per timme. Eftersom slunghjulet kastar ut mycket rensmedel och gör detta med hög hastighet blir alla ytor kraftigt bearbetade. Alla ytbeläggningar kan i regel utan svårighet avlägsnas. Strålen är så kraftig att man får se upp så att tunnväggigt gjutgods inte deformeras.
Slunghjul finns med möjlig rensmedelsmängd per minut i området 175 till 1 300 kilo. Motsvarande motorstyrkor är 4 till 110 kW per hjul. Slunghjulen konstrueras för en viss effekt, och inom vissa gränser kan rensmedelsmängd och motorstyrka variera.
16.2.2 Styrning av slungrensmedel
Utöver godstyp eller typ av slungrensmaskin hos företaget styr tre kriterier hur slungrensmedel sampelar med gjutgodset, nämligen dessa:
- Kornstorlek
- Driftsblandning
- Hårdhet
Vidare är priset på rensmedlet värt att beakta. Det kan vara lockande att välja ett billigt rensmedel för att slungrensmedlet följer med gjutgodset eller har bristande återföring. Generellt, kan ett avskiljningssystem ge den lägsta totalkostnaden vid användning av ett dyrare material. Anledning till det är att dyrare rensmedlen ofta har en högre och jämnare kvalitet.
Vid val av slungrensmedel bör tre kriterier speciellt beaktas, nämligen rensmedlets:
Kornstorlek
Valet av kornstorlek styr ytprofil, rensningsgrad och rensningstid, bidrar till rensningsresultatet. Större korn har större kinetisk energi. Mindre korn ger bättre övertäckning genom fler korn per viktenhet.
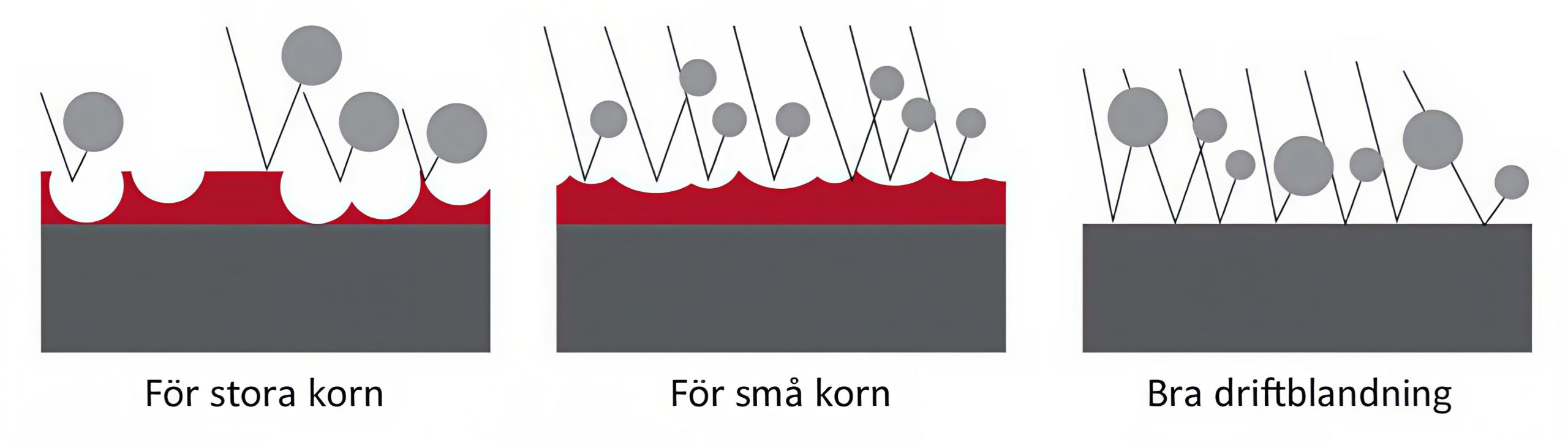
Driftsblandning
9 Av 10 slungrensningsproblem härstammar från driftblandningen (https://www.ervin.eu/technical-blog/a-balancing-act/). En god driftblandning är att välja en kornstorlek som är så liten som möjlig men som ändå kan ge tillräcklig kinetisk energi för att rengöra det aktuella gjutstycket.
Driftsblandningen skapas genom förslitning av kornen i kombination med maskinens avskiljningssystem. När kornen nått en viss minimistorlek avskiljs dessa och sugs till föravskiljare och filter. För att erhålla rätt driftblandning behöver nya större korn tillföras med jämna mellan rum.
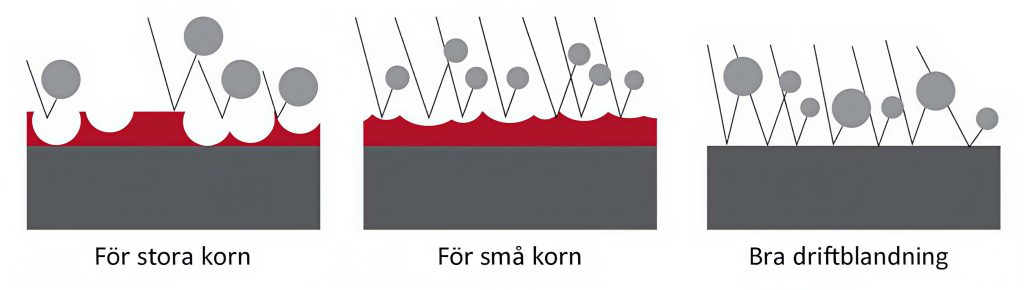
Figur 4. Olika driftsblandningar. Publicerat med Ervin’s tillstånd
En bra driftsblandning är en avvägning i relationen till hur många korn det är i varje storleksklass som förekommer och hur mycket de väger.

Figur 5. Testutrustning för kvalitetsbedömning av kulpeeningskorn, publicerat med tillstånd av Ervin https://www.ervin.eu/wp-content/uploads/2021/08/Ervin-Test-Machine-EN.pdf &
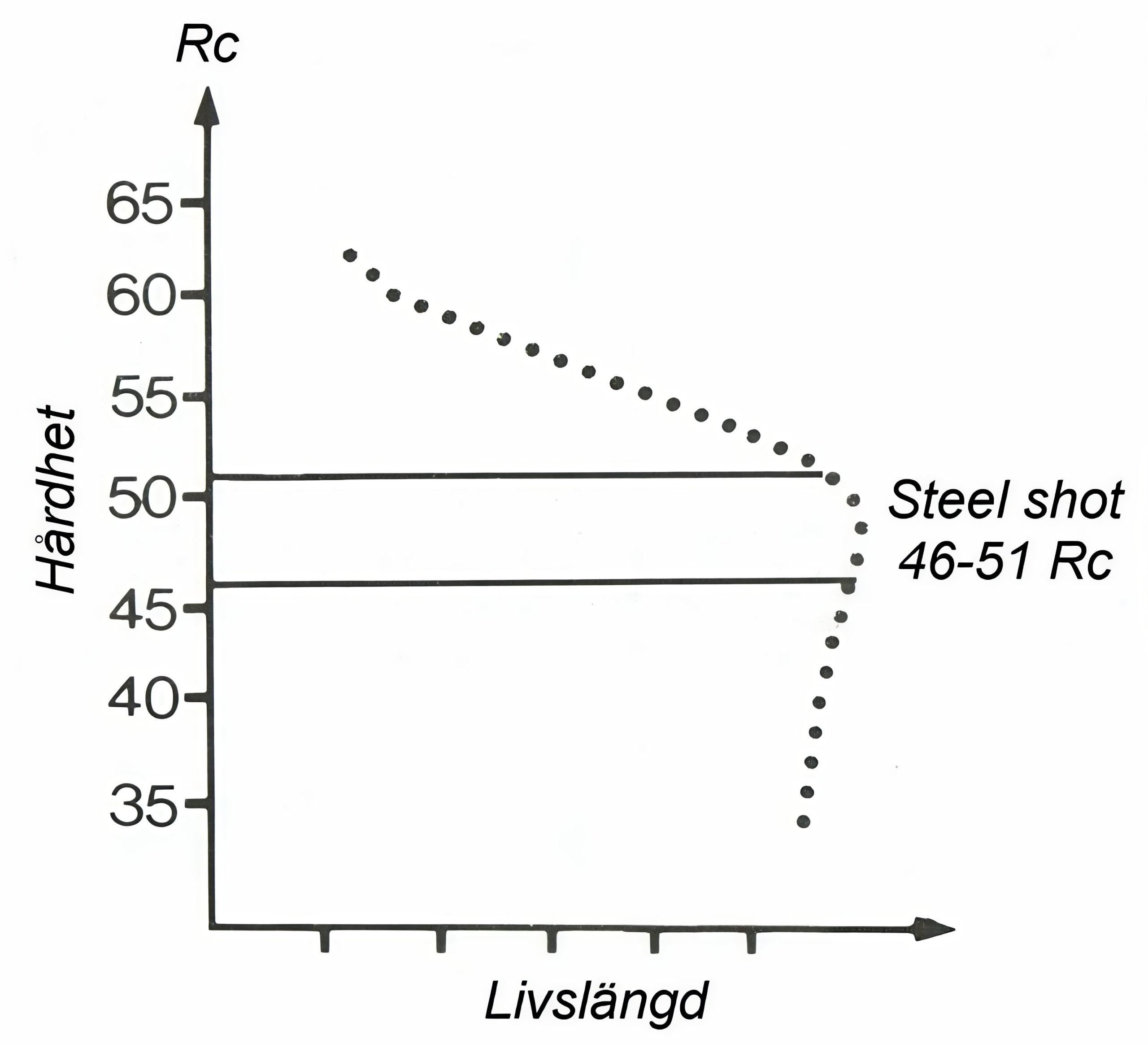
Hårdhet
Rensmedlets hårdhet är en viktig styrparameter i rensningsarbetet som påverkar hur snabbt rensmedlet förslits. Slunghjulet ger kornen hög hastighet och därmed hög kinetisk energi. Hur stor den energin är beror på kornens massa, slunghjulets diameter, varvtal och utformning. Den kinetiska energin förbrukas vid deformation av arbetsytan samt vid deformation av själva renskornet. Ju hårdare ett korn är, desto mer energi används för själva rensningsarbetet. Samtidigt minskar dock livslängden hos kornet. Figuren nedan visar ett exempel på hur livslängden förhåller sig till hårdheten. Området mellan 46 och 51 HRC har visat sig ge ett optimalt resultat i förhållande till ekonomin.
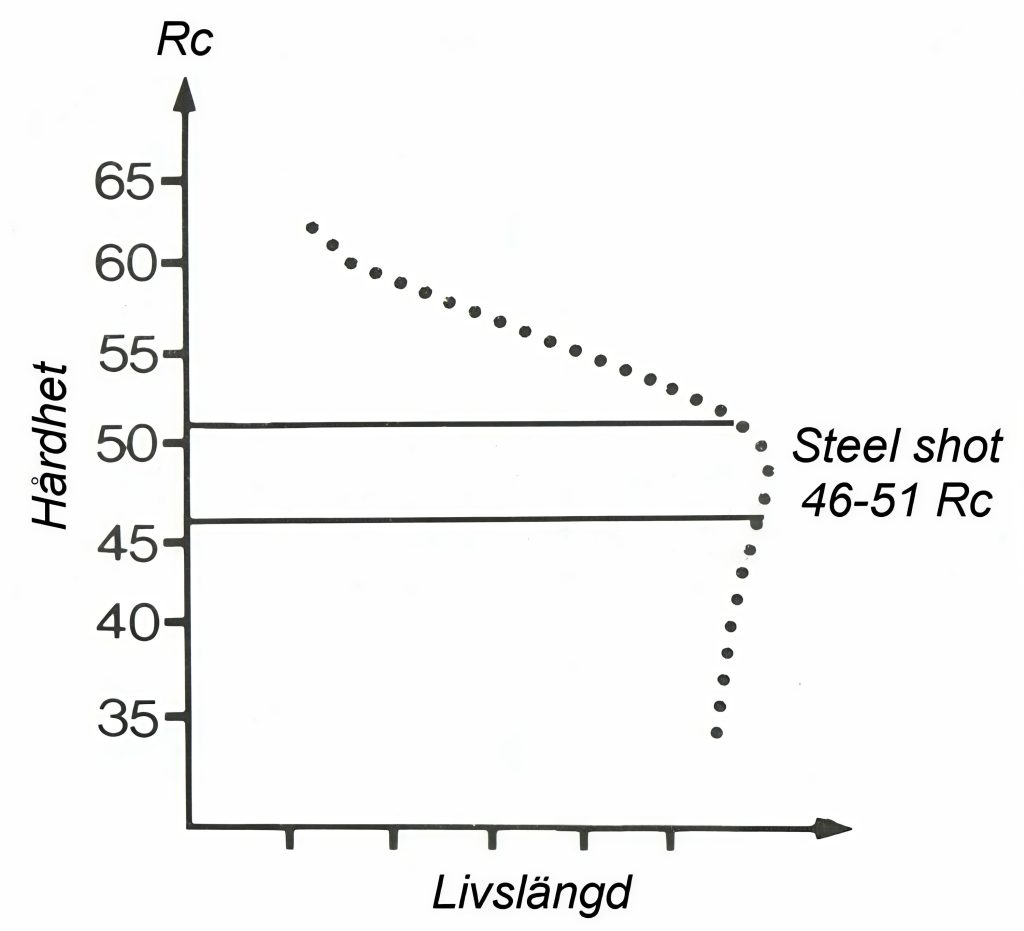
Figur 6. Kornens livslängd i förhållande till hårdheten
16.2.4 Kontinuerligt arbetande slungrensmaskiner
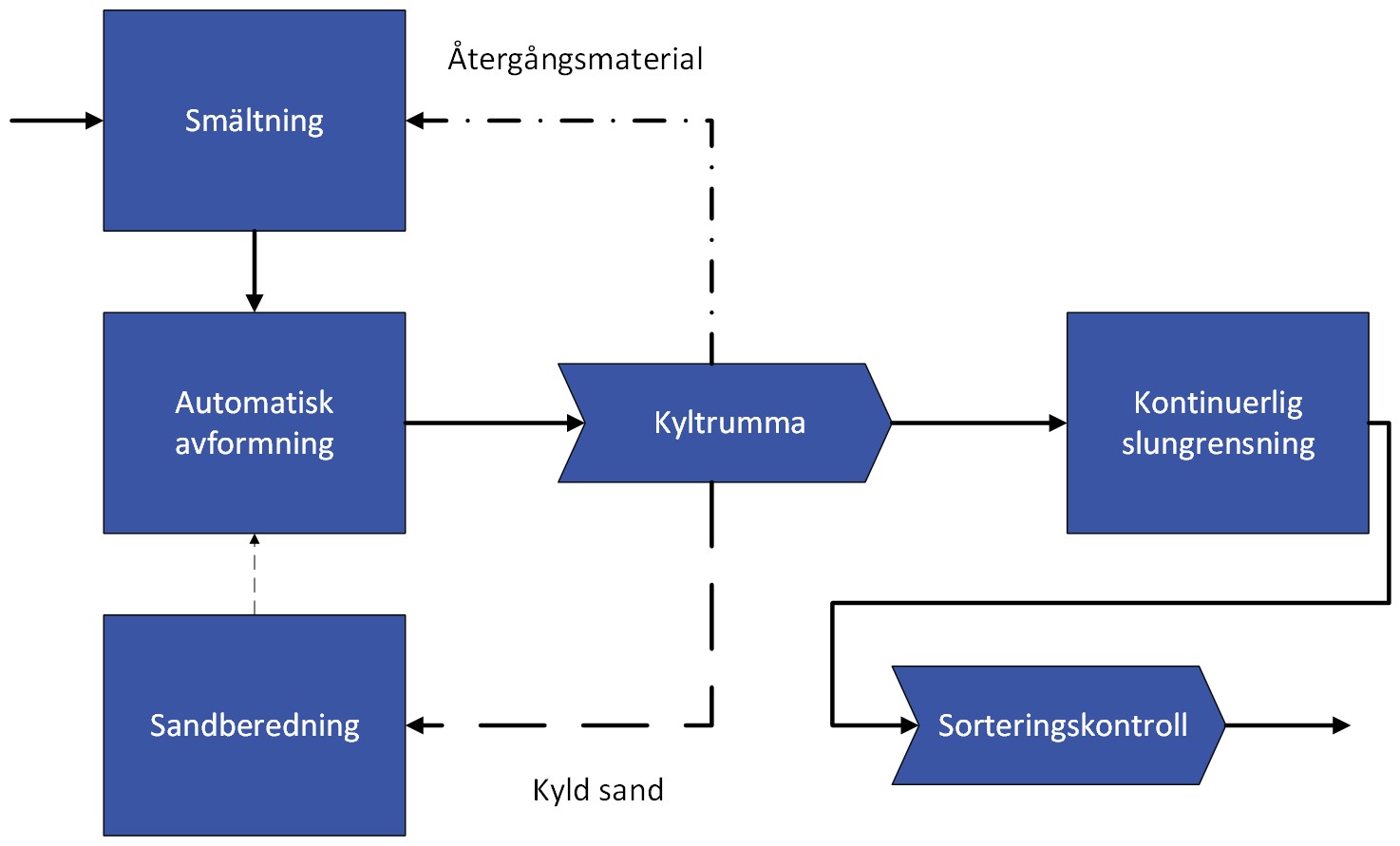
Installation av kontinuerligt arbetande slungrensmaskiner i produktionen kan vara ett sätt att vidga flaskhalsen i renseriet och få ett bättre flöde, framför allt i gjuterier, som tillverkar gods i stora serier.
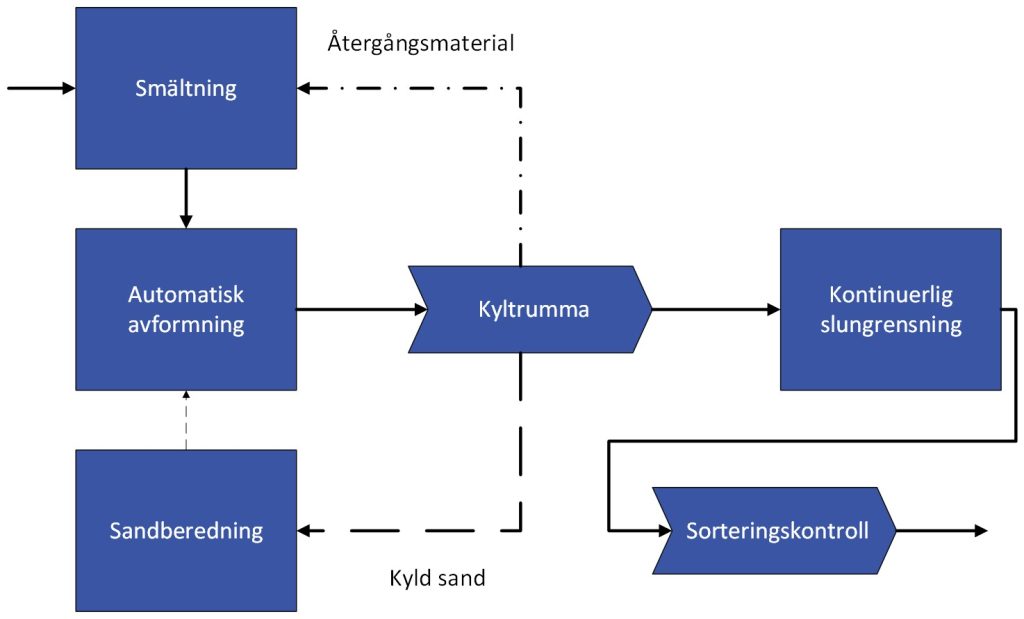
Figur 7. Integrerad kontinuerlig slungrensning av gjutgodset i ett seriegjuteri.
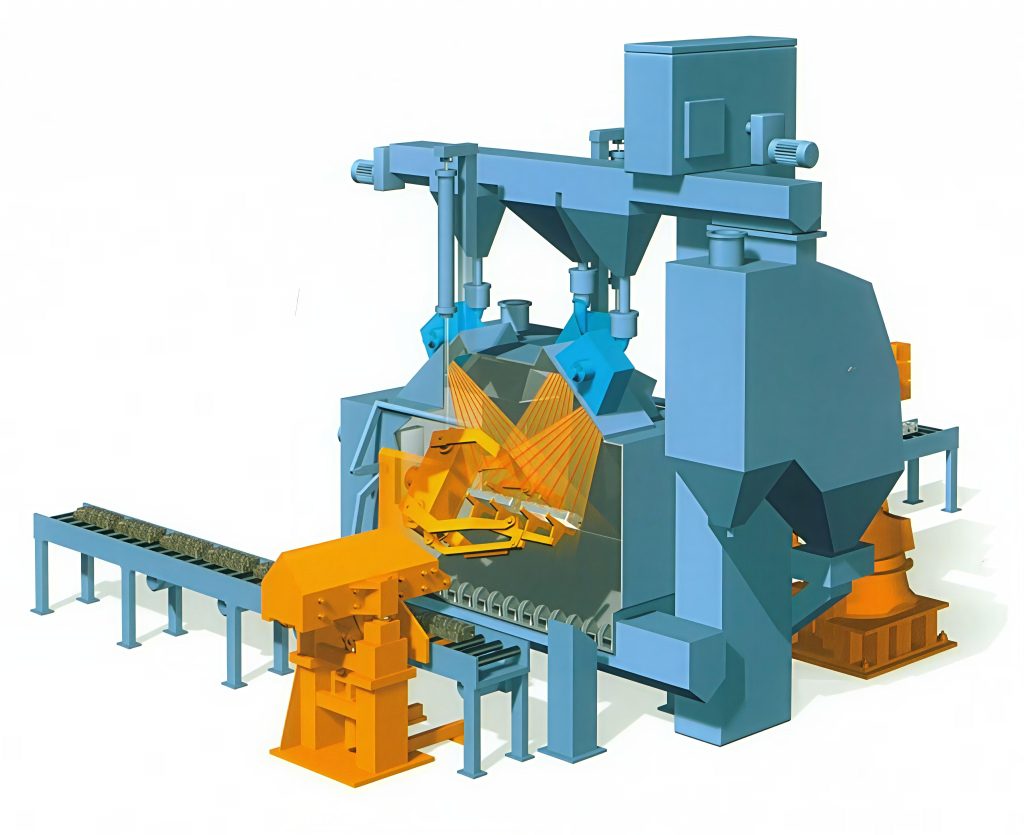
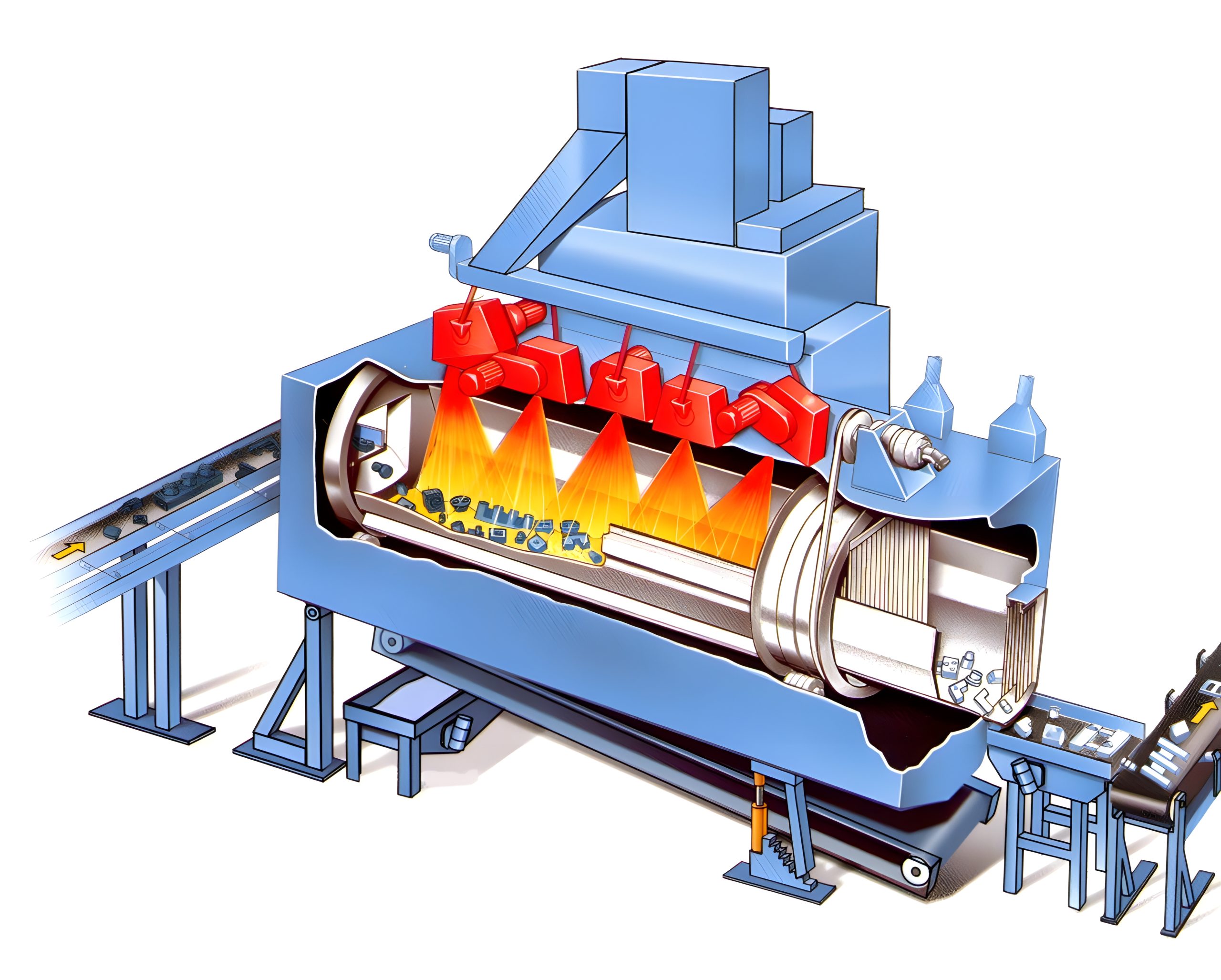
Ett exempel på kontinuerligt arbetande slungrensmaskin visas i figuren nedan. Denna maskin som har formen av en roterande, svagt lutande trumma är lämplig att installera i linje med helautomatiska produktionsenheter omedelbart efter urslagningsenheten eller svalningssträckan. Slungrensningskapaciteten är alltid anpassad till godsflödet. För att klara detta justeras både trummans rotationshastighet och rensmedelsflödet automatiskt. Själva slungrensningsoperationen utförs i renstrumman. Genom att trumman är lutande matas godset successivt fram genom denna. I efterkommnde figurer ges exempel på andra kontinuerliga slungrensningsmaskiner med hänganordning och bandtransport.
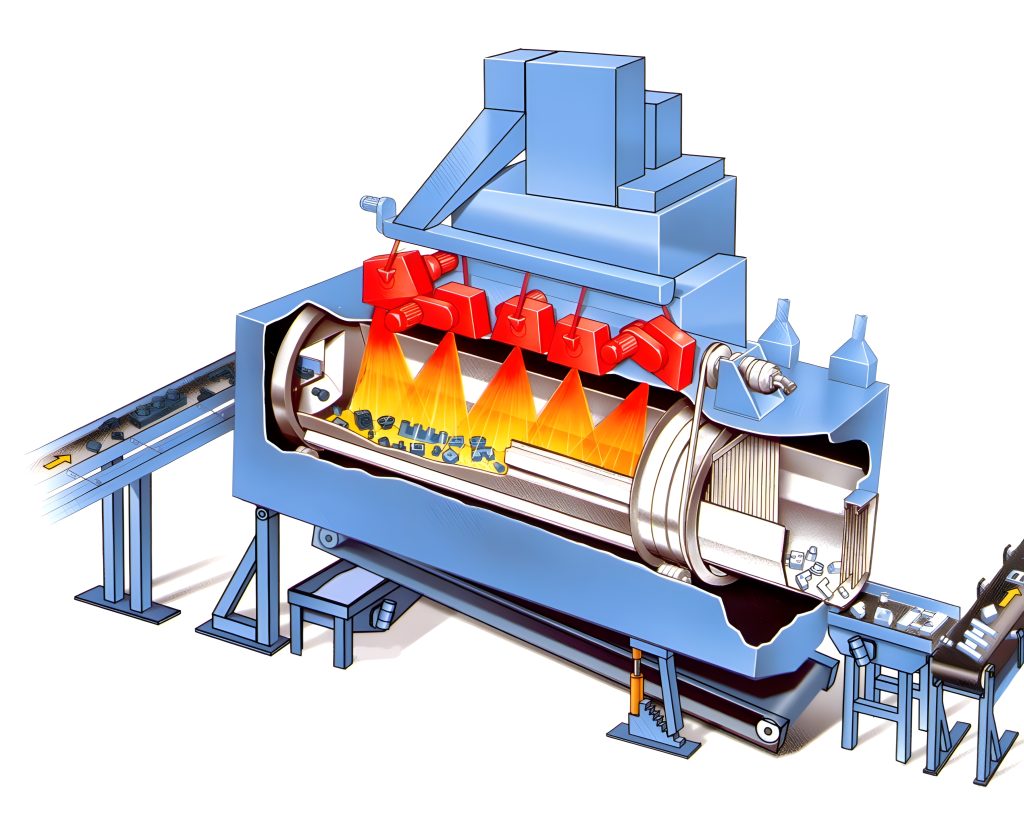
Figur 8. Kontinuerligt arbetande slungrensmaskin (DISA).
Maskiner anpassade till både smått och stort gods finns på marknaden, vilket anges i tabell 2. Antalet slunghjul varierar mellan två och fyra beroende på maskinens kapacitet. Nuförtiden är de ofta modulära, vilket underlättar underhållet och uppgradering av svänghjul, slitplåtar samt motorer.
Tabell 1. Exempel på maskinstorlekar.
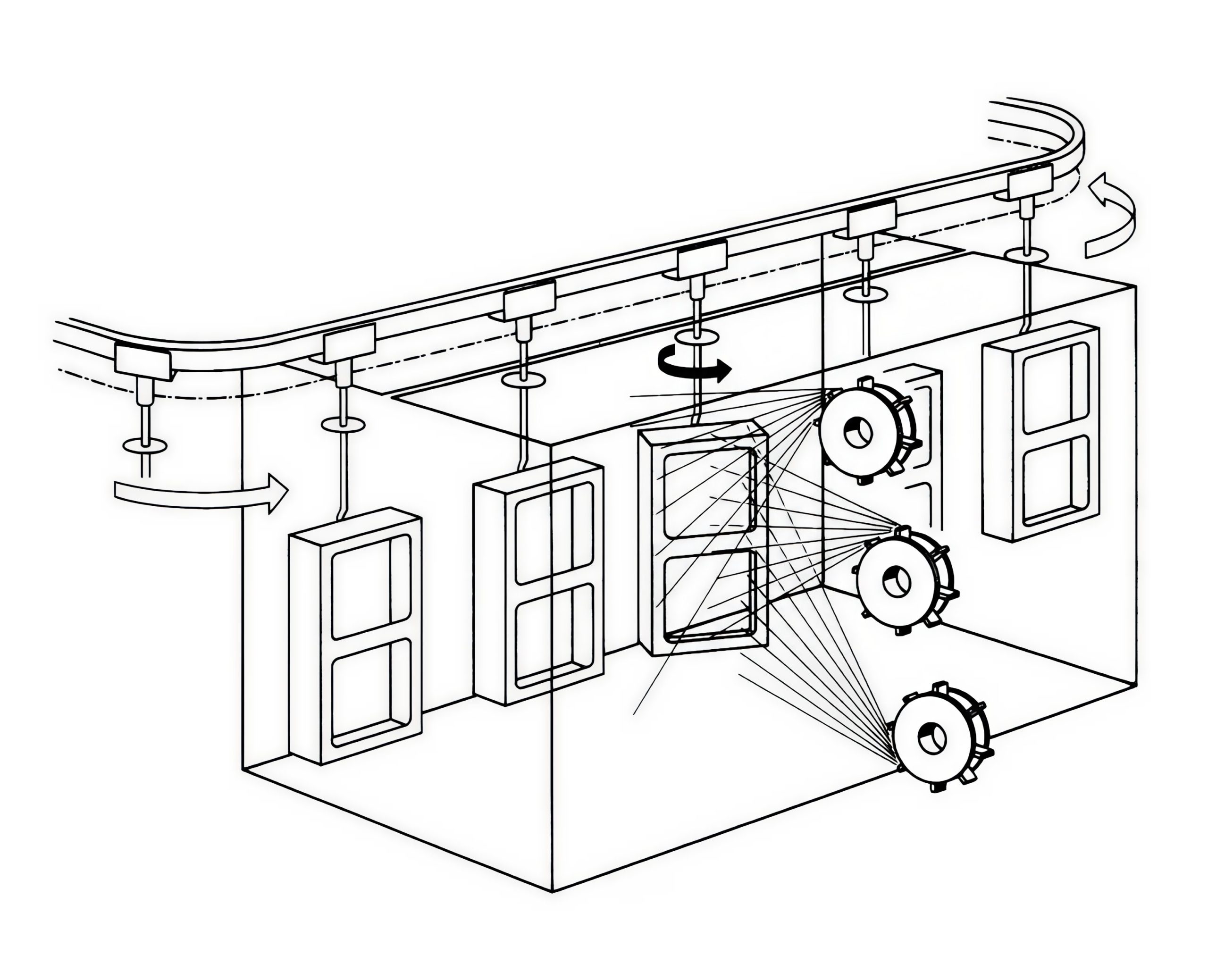
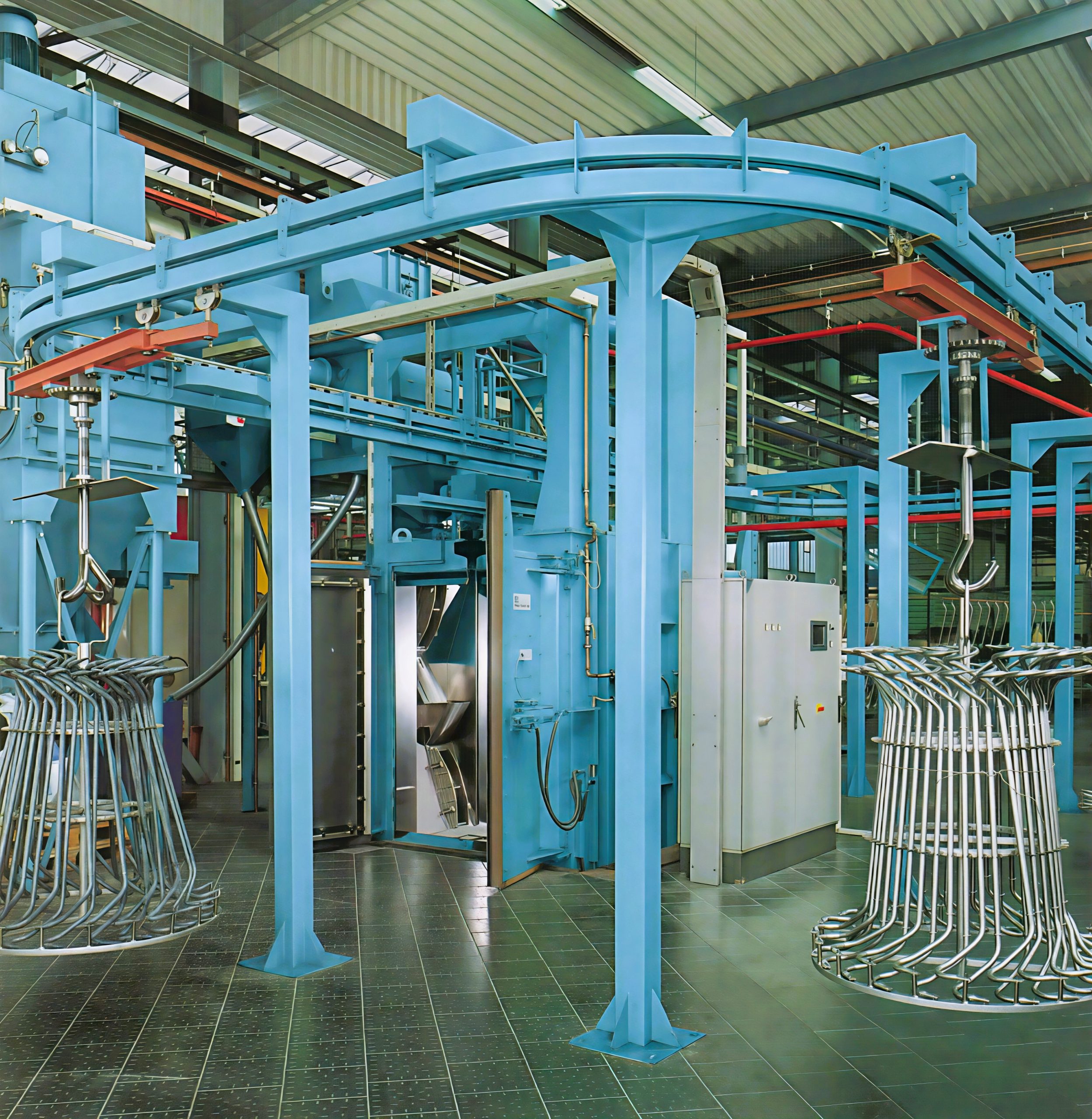
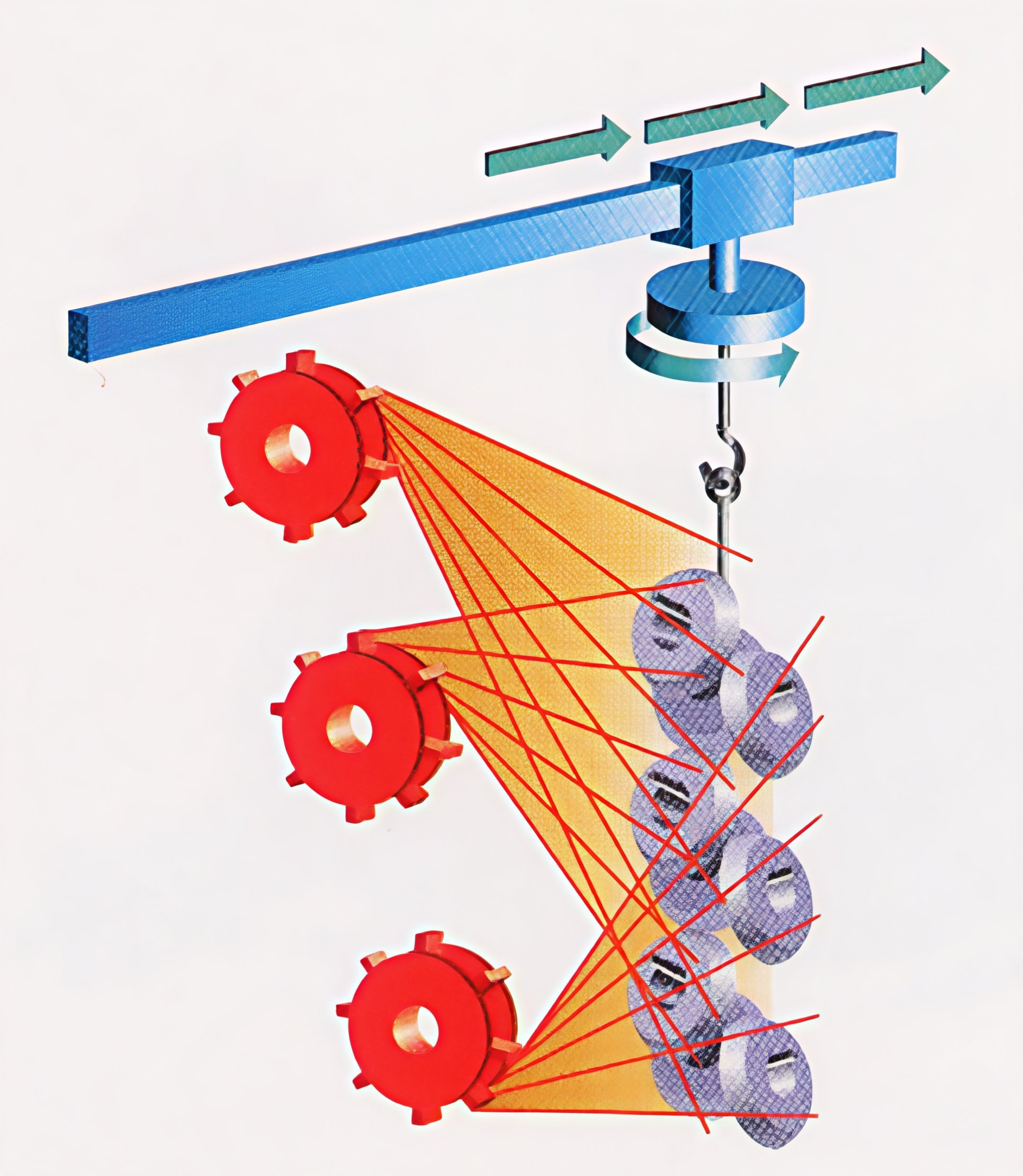
Vid större gjutgodsdetaljer sker slungrensningen ofta med hjälp av en takbana där godset hängs upp. En sådan bana kan vara uppbyggd enligt flera olika principer. Vid en uppbyggnad enligt figuren nedan löper banan genom slungrenskammaren. När godset vandrar genom kammaren i maskinen ges det en roterande rörelse kring en vertikal axel, varigenom gjutgodsets alla sidor träffas av slungrensmedlet från en till åtta slunghjul (se figurer 9 med tre slunghjul). Rensningsgraden styrs av tiden i kammaren. Vid denna lösning arbetar maskinen kontinuerligt. Den största fördelen av att slungrensa hängande gods är att risken för kantstötning elimineras.
https://www.rosler.com/fileadmin/Files/Prospekte/Strahltechnik/EN_Foundries_and_forge_shops_EN_270.pdf
![]()
Figur 9. Slungrensmaskin med hängbanetransportör
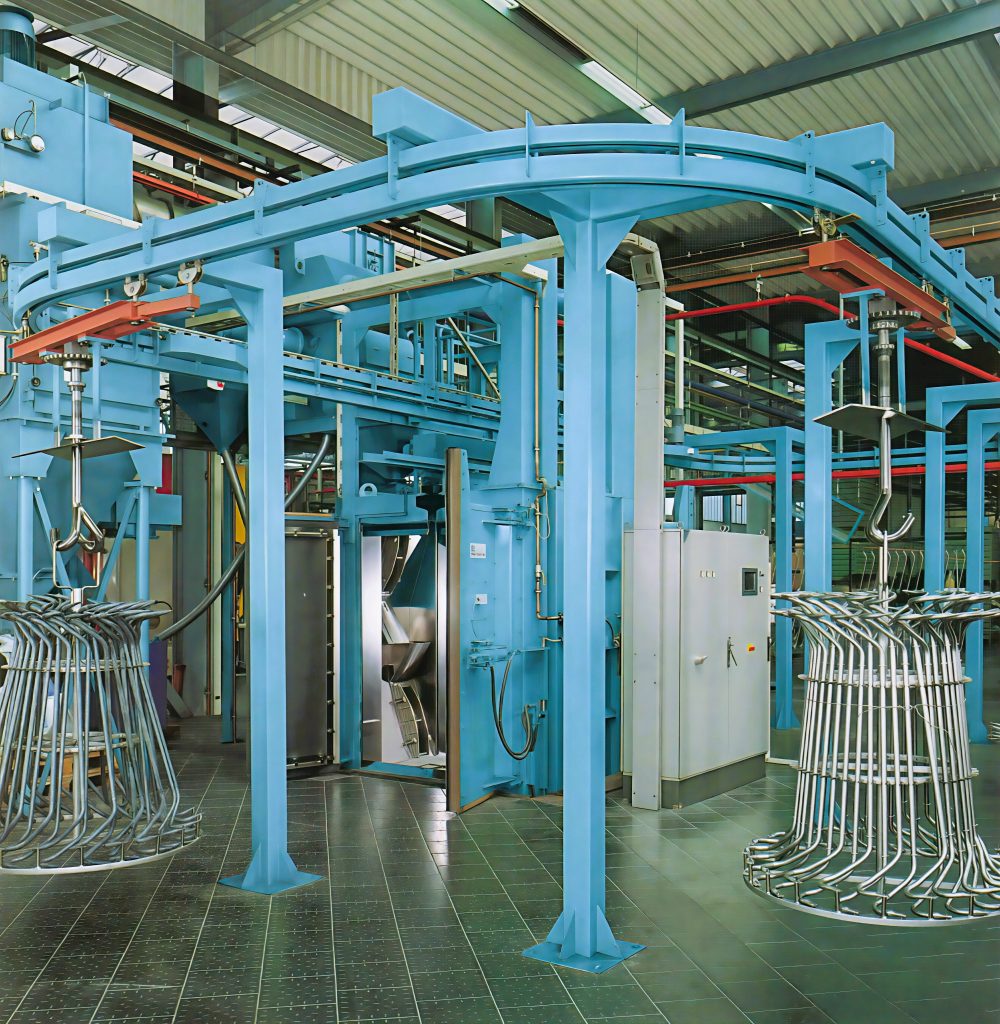
Figur 10. Slungrensmaskin av hängbanetyp (DISA).
![]()
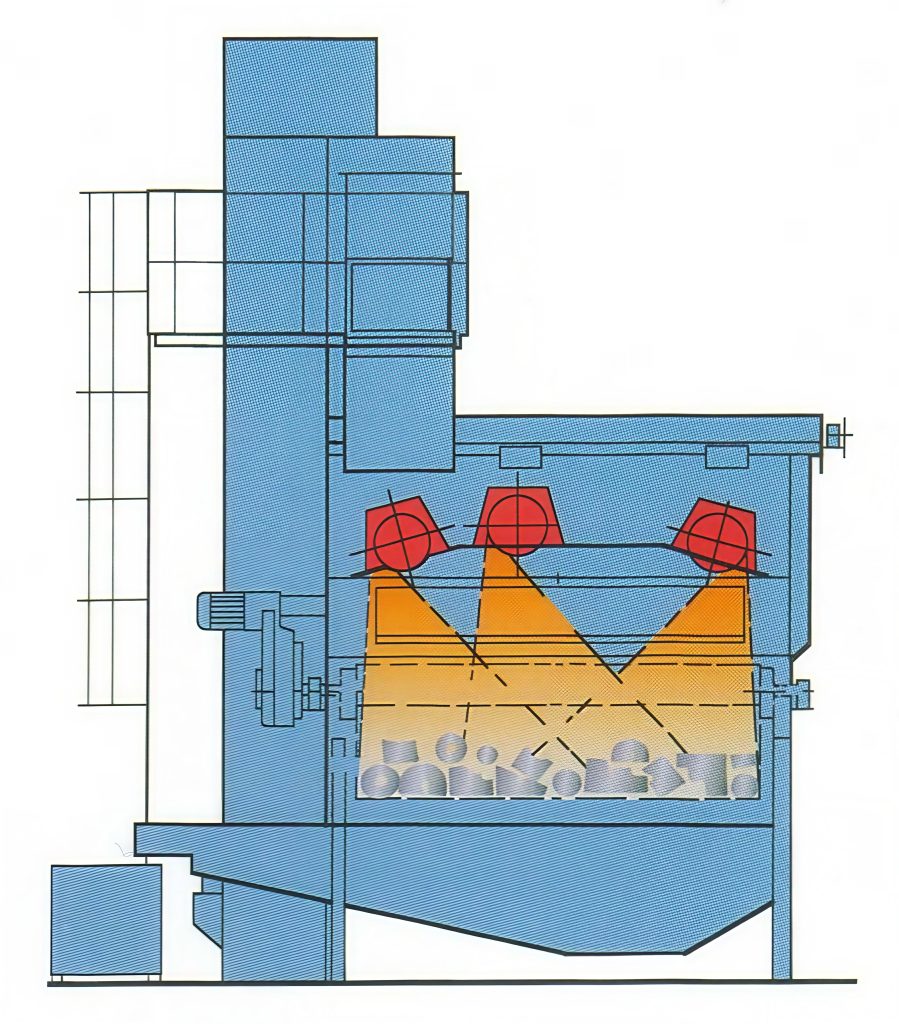
Figur 11. Principen vid slungrensning med användning av tre slunghjul (DISA).

Figur 12. Slungrenskabin (DISA).
16.2.5 Satsvis arbetande slungsrensmaskiner
För mindre serier är satsvis arbetande slungrensmaskiner att föredra. Här placeras mindre gods i exempelvis i speciella korgar, ställningar eller hängande i en taktransportör med roterande rörelse. Maskinerna är i regel helt automatiska, avseende ilastning, dörroperationer, rotation, start/stopp av rensmedelsstråle samt utlastning av godset. Dock kan i- och urlastning ske manuellt. Vanliga tider per godshänge med god rensning inuti håligheter är två till tio minuter.
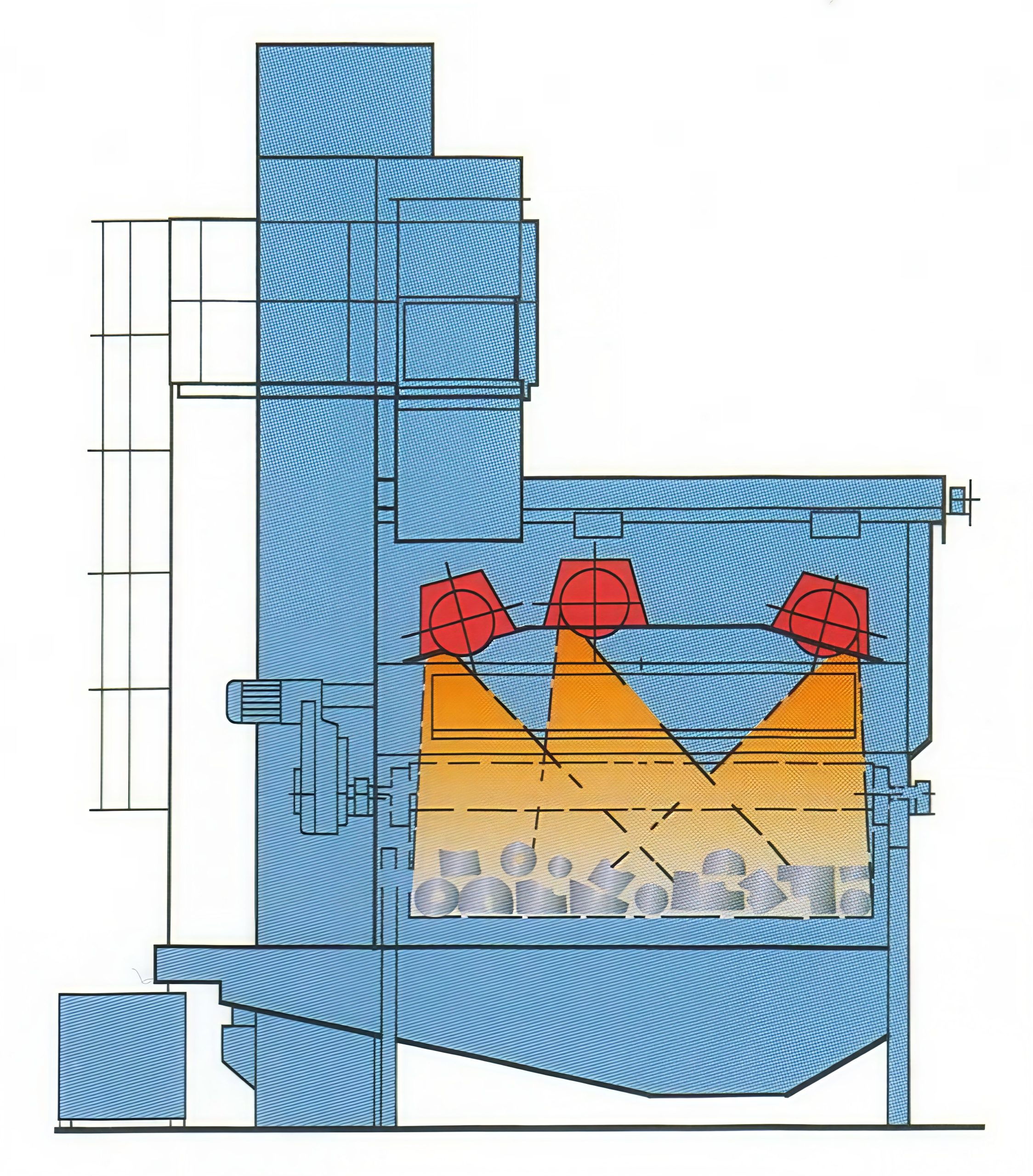
En satsvis arbetande slungrensmaskin, kallad trumrensmaskin, visas på figur 13 nedan. Denna maskintyp utgörs av ett maskinhus med en ”godstrumma” utformad som en ändlös lamelltransportör i slitgods eller gummimatta och sidoskyddsplattor av ett slitstarkt material. Över trumman är ett eller flera slunghjul placerade, som slungar ner rensmedel mot godset i trumman. Från en transportback eller annan typ av behållare fylls en mängd gods i ”godstrumman”. Godset blir under trumlingen kontinuerligt omvältat genom att transportören är i rörelse. Den automatiska rensningen startas och ett tidur styr tiden. Efter 5 – 15 minuter är rensningsoperationen avslutad.
Lamellbandet körs sedan baklänges och matar ut godset. Använt slungrensmedel faller genom perforerade hål i transportören och skickas sedan vidare till en skopelevator och separator. När slungrensmedlet har renats i separatorn transporteras det åter till en silo för slungrensmedel.
Ett flertal maskinstorlekar finns på marknaden. Godsmängden per charge varierar mellan 80 och 5 500 kilo. Maximal satsvolym är 0,05 – 2,0 kubikmeter. Därför är denna typ slungrensmaskin lämplig för storserieproduktion, där smått gods förekommer i stora mängder. Godsets alla ytor rensas bra. Detsamma gäller håligheter i godset.

Figur 13. Slungrensmaskin med lamellbandstrumma (DISA).
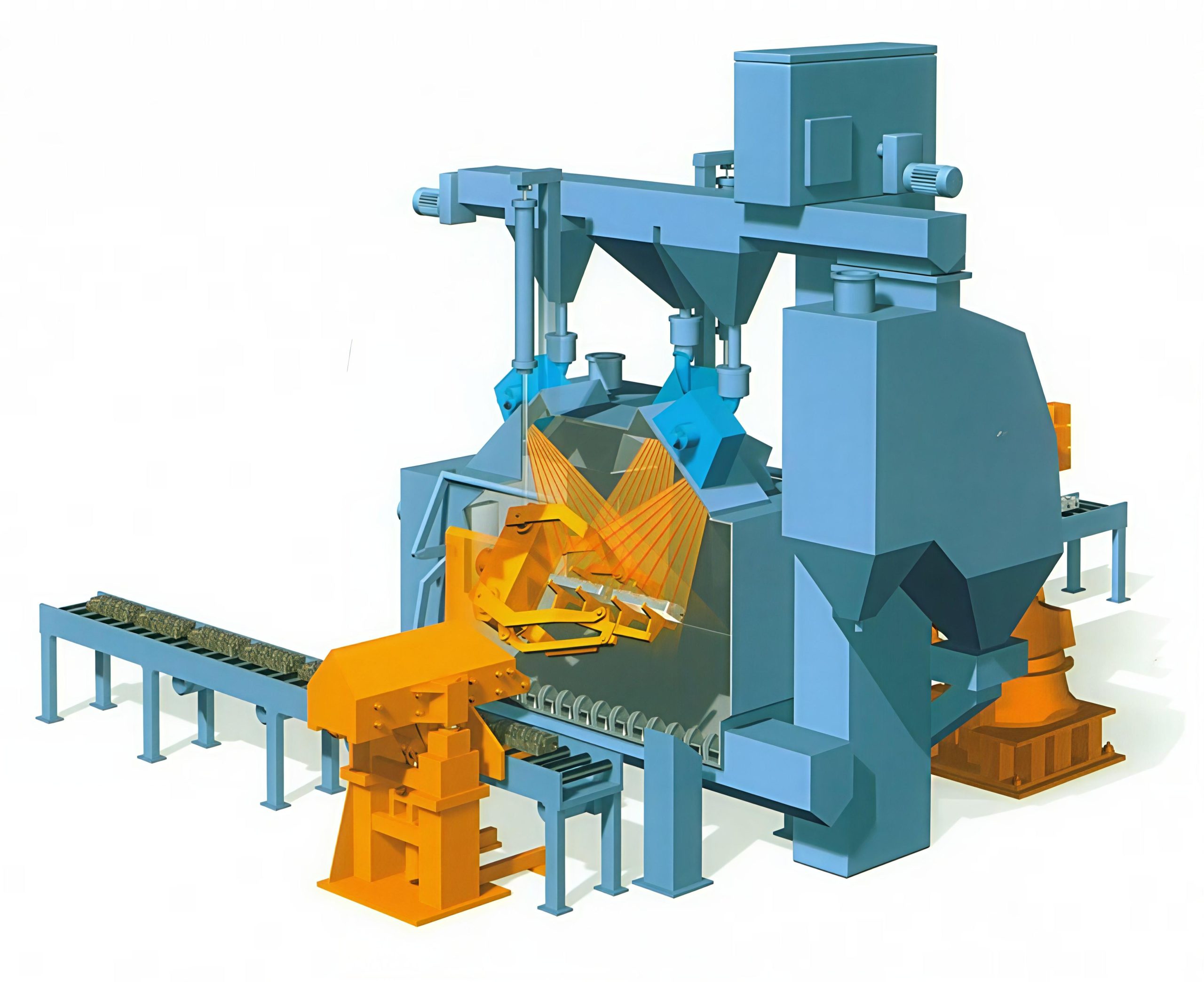
En satsvis arbetande slungrensmaskin, där godset placeras på ett roterande bord visas på figuren nedan. Denna typ av utrustning lämpar sig för medelstora gjutgodsdetaljer.
Figur 14. Slungrensmaskin med roterande bord (DISA).
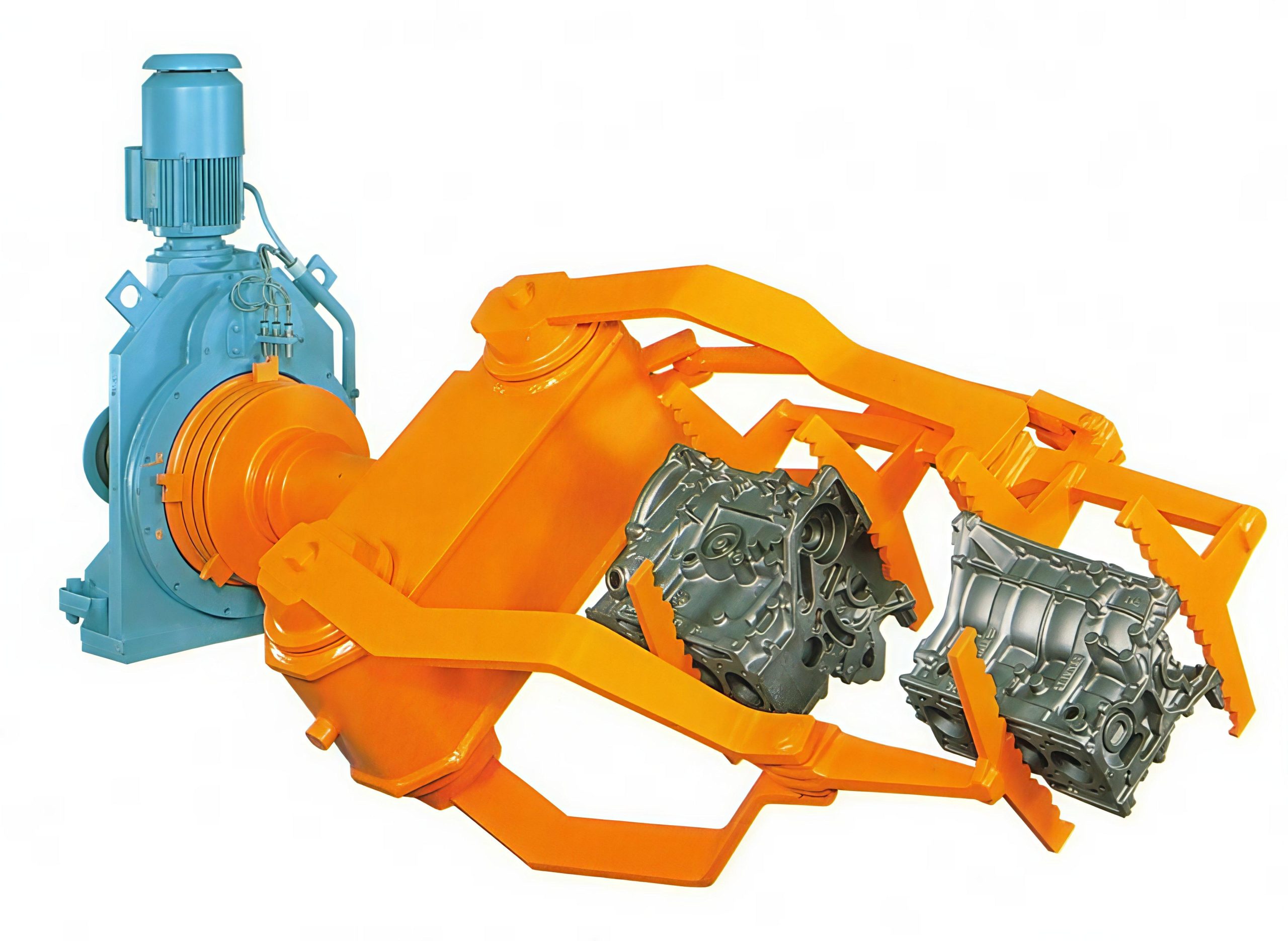
Överlag är det inte ovanligt att maskinerna skräddarsys för en specifik produkt. Härtill finns slungrensmaskiner, där godset hanteras med en manipulator. Exempelvis kan två motorblock hanteras samtidigt i en manipulator med gripdon enligt figuren nedan.
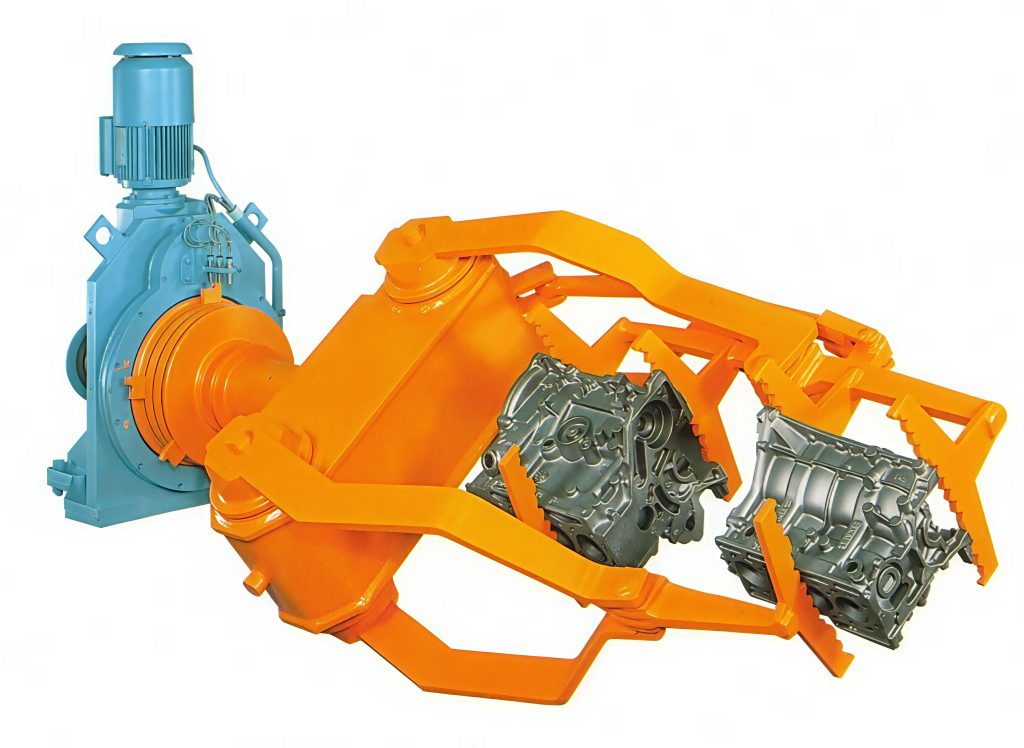
Figur 15. Griporgan för hantering av gjutgods vid en slungrensmaskin (DISA).
För hantering av gjutgods vid slungrensmaskiner kan robotar användas.
Figur 16. Robothantering av gjutgods vid slungrensning (DISA).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}