16.9.1 CNC-styrd rensnings/bearbetningsmaskin
För såväl yttre som inre rensning av motorblock och cylinderhuvuden använder Scania CV AB, Södertälje, två maskiner, SAM 300 och SAM 1200, från det italienska företaget Maus.
Den mindre maskinen används för rensning av cylinderhuvuden och den större för motorblock. Denna beskrivning omfattar främst användning av den större av dessa maskiner.
Motorblocken kommer på lastpall via en lätt lutande rullbana som samtidigt fungerar som en buffert (figurerna nedan). En pelarkran används för att lyfta och placera godset i fixturen. Motorblocket bearbetas först stående, tas ur maskinen och placeras i en lägesställare för vridning, placeras åter i fixturen och bearbetas sedan liggande. Maskinen är försedd med ett palettsystem som möjliggör byte och vridning av detaljer medan maskinen arbetar.
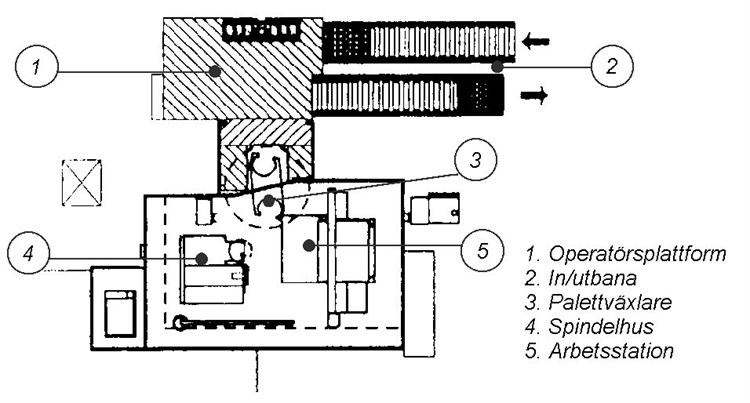

Godset ligger löst i fixturen när den befinner sig utanför maskinen. När paletten svänger in i maskinen låses godset automatiskt fast med en fjäderlåsning. Godset fixeras på samma uppläggningspunkter som används vid efterbearbetningen och säkerställer därför en hög kvalitet på rensningen. Efter att paletten svängt in i maskinen, hämtas fixtur och gods för placering i arbetsläge och låses med en tryckkolv. I arbetsstationen kan godset vridas 360 grader.
Maskinen är försedd med ett lasersystem, som mäter gjutstyckets verkliga dimension och läge, samtidigt som storleken och formen på grader registreras. De uppmätta värdena jämförs sedan med de riktvärden som är inprogrammerade i maskinen. För skillnader görs automatiskt justeringar, varefter lasern går tillbaka till ett utgångsläge och rensningen kan startas. Utrymmet där lasern befinner sig är under övertryck, dels för att hålla laseroptiken ren, dels hålla lasern vid konstant arbetstemperatur.
Verktygen är placerade i individuella spindlar. Utrymmet kring spindlarna hålls under övertryck för att hållas fritt från slipdamm.
En av de viktigaste parametrarna då det gäller att uppnå god rensningskvalitet är god kontroll av slipskivans kondition. På Mausmaskinen finns utrustning för att bland annat kontrollera slipskivans diameter och skärpa skivans periferi och sidor.
Livslängden hos denna utrustning är ungefär 50 driftstimmar. Byte sker på cirka två minuter. Maskinens styrning väljer hur ofta slipskivan skall kontrolleras och skärpas. Den avgörande faktorn är främst hur mycket grader, som behöver slipas bort från gjutgodset.
Sedan ett tiotal år tillbaka finns diamantskivor som inte behöver skärpas. De behåller sin dimension och form och har en livslängd som är cirka tio gånger längre än konventionella slipskivor. Dessa skivor kan förses med nytt diamantmaterial då de är utslitna.
De fräsar som används är av solid hårdmetall med antingen ett mjukt eller hårt skaft. Storlek på graderna som bearbetas är cirka 3 x 20 millimeter. Genom numerisk styrning kan maskinen rensa flera olika typer av gjutstycken samtidigt. Att byta från en typ av gjutstycke till en annan tar bara några minuter. Detta är möjligt tack vare enkelheten hos fastspänningsanordningen på paletten och att den numeriska styrningen har kapacitet för väldigt många program samtidigt. Detta gör att maskinen lämpar sig för rensning av gjutgods i korta men återkommande serier.
I maskinens arbetsutrymme, vilket är helt inkapslat, finns ett inblås upptill och ett utsug under arbetsstycket vilket effektivt tar hand om slipdammet.
Arbetsmiljömässiga fördelar
- Andelen manuell rensning har minskat betydligt. Från att tidigare ha haft fem rensbås har man idag tre och dessa används i stort sett endast för kontroll och mindre justeringar.
- Maskinen är helt inbyggd och därmed har man minskat risken för såväl stänk av gnistor som buller- och dammexponering.
- En betydande minskning av den manuella hanteringen har skett då operatören endast plockar godset i och ur fixturen.
Nackdelar
- För invändig rensning av gjutgodset måste fortfarande handhållna maskiner användas då maskinen endast rensar ytterperiferin av gjutgodset. Ofta klarar maskinen cirka 80 procent av rensningen på godset. Resterande 20 procent måste rensas manuellt. Det gäller exempelvis invändiga kärngrader.
Övriga fördelar
- Snabb omställning möjliggörs av maskinens flexibilitet i form av CNC-styrning och enkel fastspänning av fixturen på paletten.
- Rensning av hålrum kan ske med hjälp av pinnfräsar vilket ger en ökad kvalitet.
- En reducering av cykeltiden har skett. Idag slipar man vissa produkter betydligt snabbare än vid manuellt arbete.
- Vissa ytor kan slipas näst intill färdig yta och på andra ytor lämnas 2-3 mm.
Sammanfattning och vidare tillämplighet
- Den mindre av de två maskinerna på Scania är försedd med en ABB-robot för hantering av gods. På grund av den höga vikten på motorblocken (cirka 350 kilo) är detta inte möjligt vid den större maskin. En större portalrobot skulle dock kunna lösa detta problem, med en betydande reducering av riskerna för tappat gods och allvarliga klämskador.
- För att underlätta frammatning av gods har man försett rullbanan med drivning. Syftet är att undvika att pallar med gods fastnar med följd att det blir nödvändigt att knuffa eller dra fram dessa med risk för kläm- och belastningsskador.
- Metoden är lämplig för långa serier och för i stort sett alla typer av material.
Även Arvika gjuteri har en SAM 1200 från MAUS installerad. Se figur nedan.
 Figur 42. Rensning av gjutgods med Maus-maskin (källa Reichmann)
Figur 42. Rensning av gjutgods med Maus-maskin (källa Reichmann)
Här följer en film som visar en annan av Maus maskiner (SAM 600):

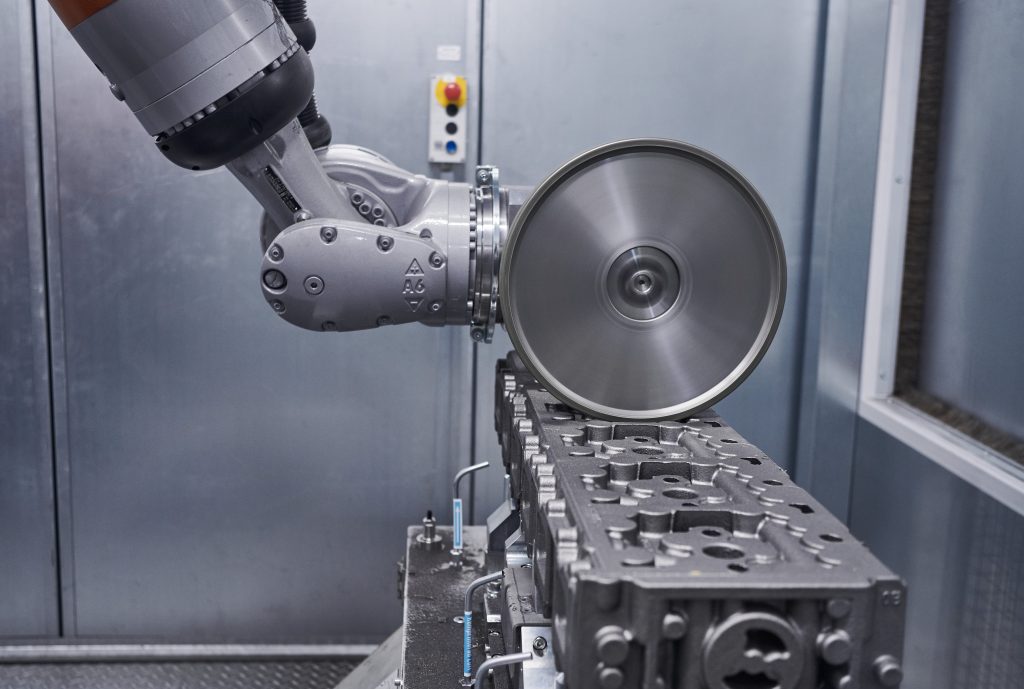
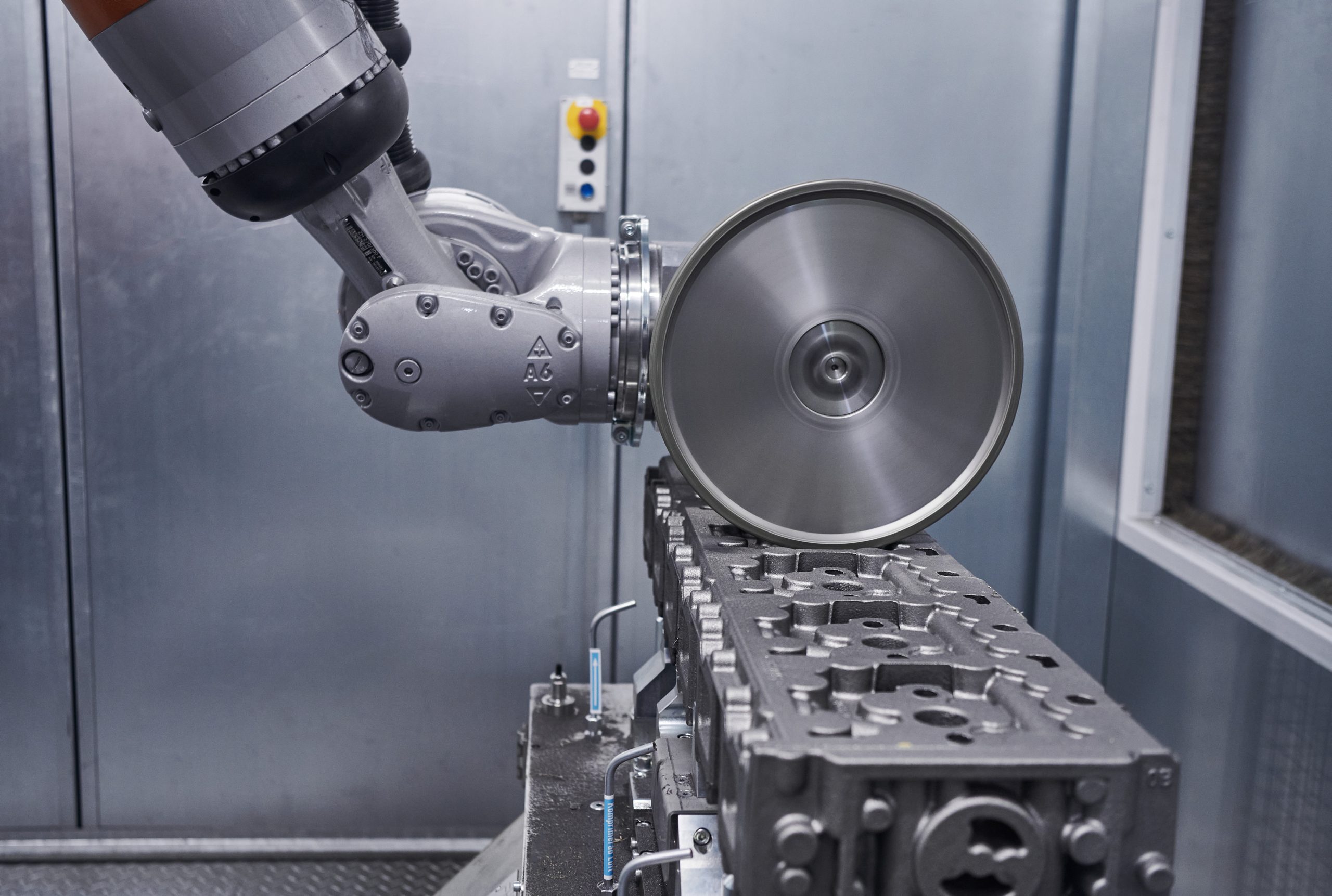
16.9.2 Rensningsutrustning baserad på en Triceptrobot
Flera gjuterier tillämpar en metod för rensning av gjutgods, där en Tricept-robot placerad i rensningscellen utför stora delar av rensningen. Resultatet är i många fall färdigbearbetat gjutgods.
Godset förs in i cellen via en fixturbana, varifrån det plockas av en ABB-robot för grovrensning. Godset förs av roboten via en kapskiva och ett slipband till en fixtur placerad på ett palettbord. I fixturen fixeras godset med hydraulik. Via palettbordet förs godset sedan in i utrustningens arbetsområde, vilket är helt inbyggt. Materialet i inbyggnaden är plåt fylld med epoxibetong, vilket är ett material som tar bort vibrationer och ger stabilitet.
Roboten är uppbyggd som ett rörligt fackverk med fem eller sex styrda axlar. Rörelsen utförs av ben vars längd ändras genom kulskruvar. Fackverket tillsammans med kulskruvarna ger en stabil och stark konstruktion samt hög positionerings- och repeteringsnoggrannhet. Konstruktionen av maskinerna utgör en kombination av konventionell robot och CNC-styrda verktygsmaskiner.
Verktygen, som har en HS-kona, växlas in via en verktygsväxlare som i standardutförande har plats för tretton verktyg. Genom att ändra längden på benen förs verktygen till önskad position. Spindelns effekt är 7 – 40 kW. Drivningen är hydraulisk eller elektrisk. Spindeln klarar uppemot 30 000 varv/min, vilket möjliggör höghastighetsbearbetning – HSM.
Utrustningen är försedd med ett reglermätsystem i centrumröret benämnt DMS – Direct Measuring System. DMS anger centrumrörets position jämfört med styrsystemets befintliga mätsystem. Jämförelse mellan de två systemen sker kontinuerligt så att verktygens börläge skall kunna bibehållas, trots temperatur- och kraftpåverkan.
Tack vare den stabila konstruktionen i kombination med kulskruvarnas precision och DMS kan till exempel en cirkulärfräsning utföras med en noggrannhet av 0,07 millimeter. I det mest gynnsamma läget klarar roboten att trycka med en kraft av 60 kN (6 ton).
De bearbetningsmoment som utförs är främst fräsning, sågning, borrning, gängning och montering. Bearbetning sker såväl torrt som med kylvatten eller dimsmörjning. Spån och avverkat gods spolas med hjälp av kylvatten till en spåntransportör.
Fördelar
- Den manuella hanteringen har eliminerats helt. All hantering sker med en ABB-robot och av transportbanan.
- Utrustningens arbetsområde är helt inbyggt, vilket har minskat risken för såväl stänk av gnistor som buller- och dammexponering. Arbetsområdet vid grovrensningen är avgränsat och vid automatdrift vistas ingen här.
- Användandet av handhållna maskiner har helt eliminerats.
- Roboten klarar av att både bearbeta och hantera godset.
- Cykeltiden minskar. I ett praktikfall minskade cykeltiden till ca 10 procent av ursprunglig cykeltid då godset rensades och bearbetades med traditionella metoder.
- Resultatet är i många fall färdigbearbetat gjutgods. Endast okulär besiktning återstår.
- Stor flexibilitet och snabb omställning gör att roboten lämpar sig även för kortare produktlivscykler.
- Om stor vikt fästs vid konstruktion av fixturer kan godset tack vare utrustningens rörlighet bearbetas runt om.

{kind=link}
{kind=link}
{kind=link}