8.5.1 Formning i självstelnande massor
De självstelnande formmassorna har ersatt de lerbundna massorna och torrsand. I jämförelse med dessa massor kräver de självstelnande massorna mycket lite manuellt arbete. Aktuella bindemedelstyper vid självstelnande massor beskrivs närmare i avsnitt 9.2. För blandning av de självstelnande massorna används maskinell utrustning, som beskrivs i avsnitt 9.7.2.
Vid såväl själva formningen som vid hanteringen av modeller, formflaskor, kärnor och de färdiga formarna används maskinell utrustning i stor omfattning. Vid stort gjutgods av typen maskinstativ tillämpas uteslutande manuell formning.
Blockformning
Manuell formtillverkning skedde tidigare uteslutande i en formflaska. Införandet av självstelnande formmassor vid manuell formtillverkning medförde en väsentligt högre hållfasthet hos själva formen, vilket i sin tur gjorde den konventionella formflaskan onödig. Ofta sker numera formningen i förhållandevis enkla träramar, vilka efter formningen avlägsnas från formen. Denna har tillräcklig hållfasthet utan den omgivande ramen. Manuell formtillverkning utan formflaska kallas blockformning.
Golvformning
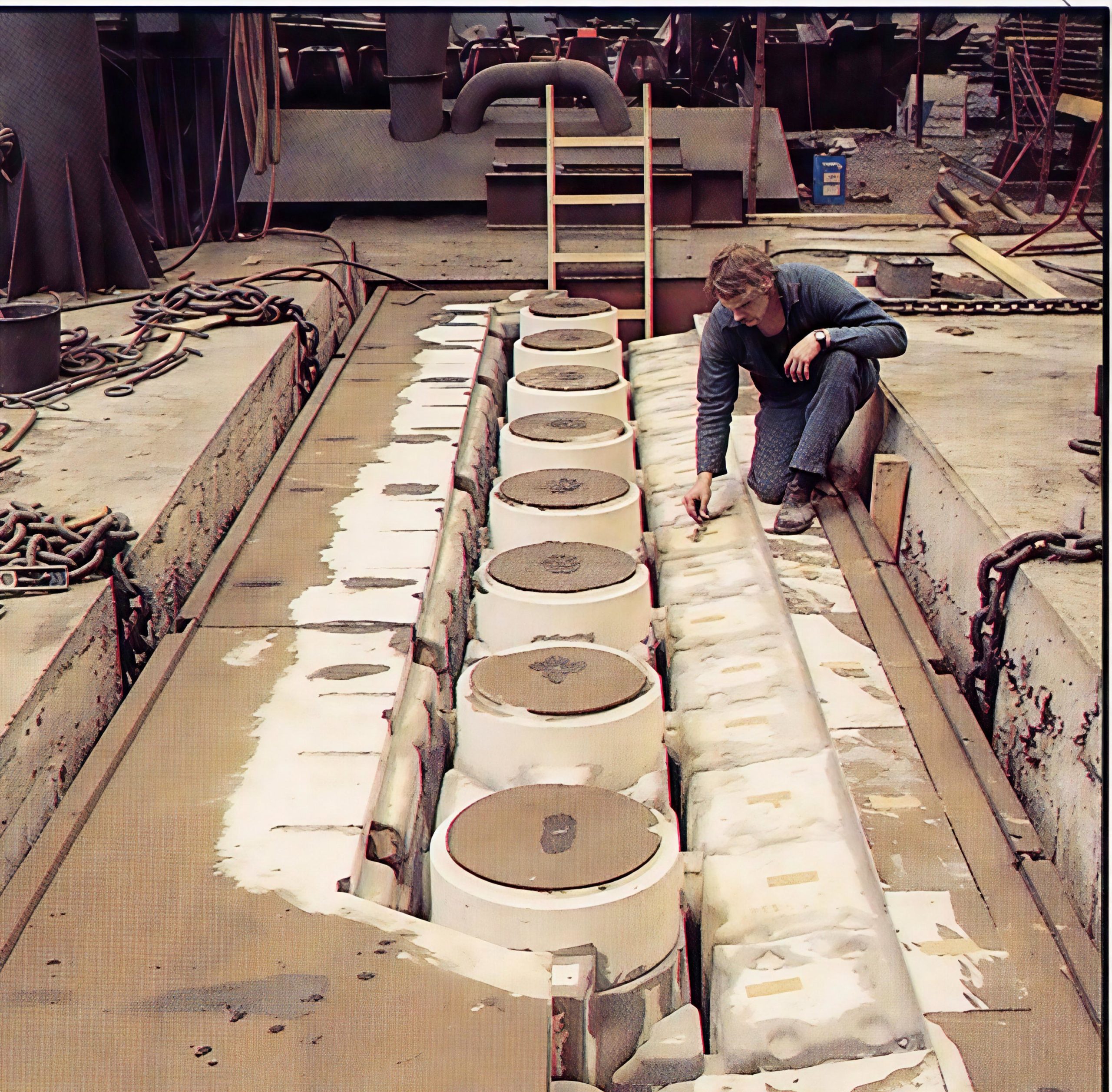
Vid riktigt stora detaljer tillämpas så kallad golvformning. I stället för att forma i en flaska sker formningen i en grop i golvet (figur 35 nedan). Dock försöker man så långt det är möjligt att använda formflaskor. Vid golvformning tillämpas i enstaka fall vid formning av rotationssymmetriska detaljer formning efter schablon.

Figur 35. Golvformning (Metso Foundries Karlstad).
8.5.2 Blandare för självstelnande massor
För blandning av självstelnande massor används idag nästan uteslutande kontinuerliga blandare. Till skillnad från satsblandare, där blandningsvolymen eller satsstorleken har en övre begränsning, föreligger det ingen sådan begränsning vid kontinuerliga blandare.
De kemiska bindemedlen är förhållandevis dyra. Det är därför viktigt att bindemedlet utnyttjas effektivt. Det kräver att blandaren har en god blandningseffektiviteten.
För att uppnå detta är dagens moderna blandare försedda med system för processtyrning samt givare för on-line-mätning av bindemedelsmängd och sandtemperatur. Blandarens övriga egenskaper, såsom flexibilitet, driftsprestanda, underhållsbehov samt tillgänglighet för service och underhåll, är också av betydelse för formningskostnaderna.
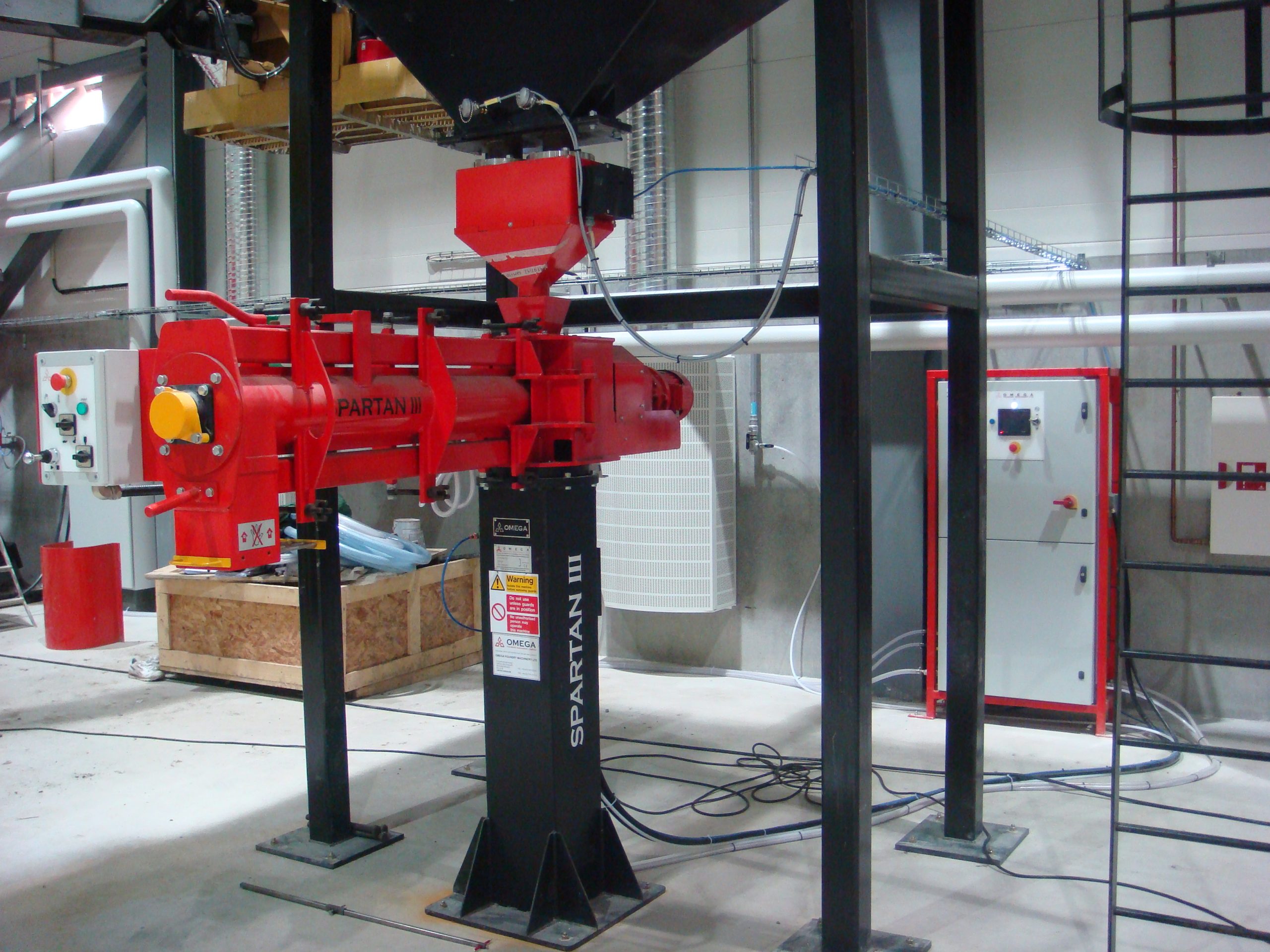
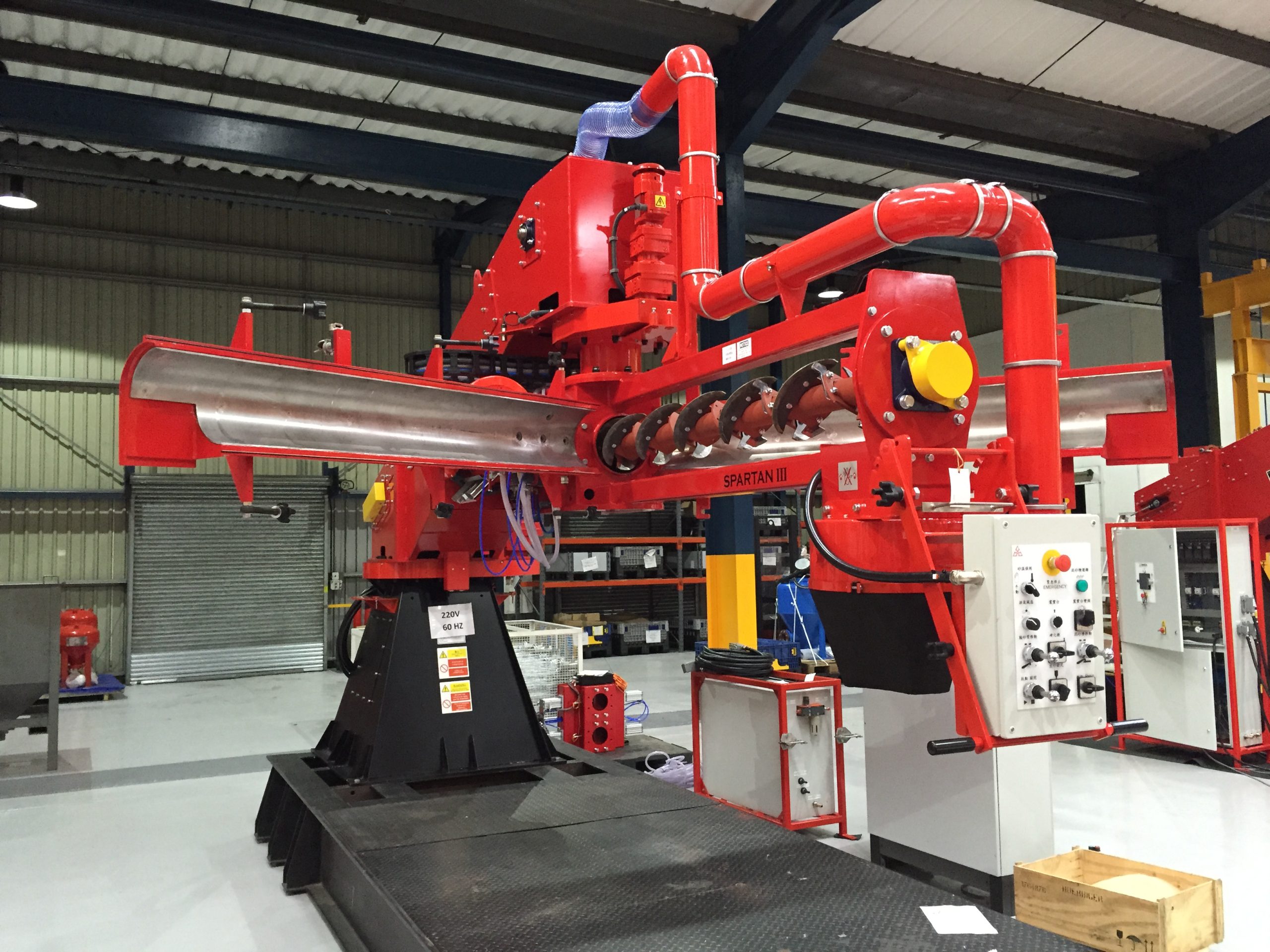
Kontinuerliga blandare är ofta uppbyggda som skruvblandare med ett blandartråg I trågets längdriktning ligger en skruv. Den består i allmänhet av en axel på vilken ett flertal paddlar är fastsatta (se figurer nedan). Från att i början av sin utveckling ha haft en långsam skruvrörelse har de utvecklats mot att ha en mycket snabb skruvrörelse.
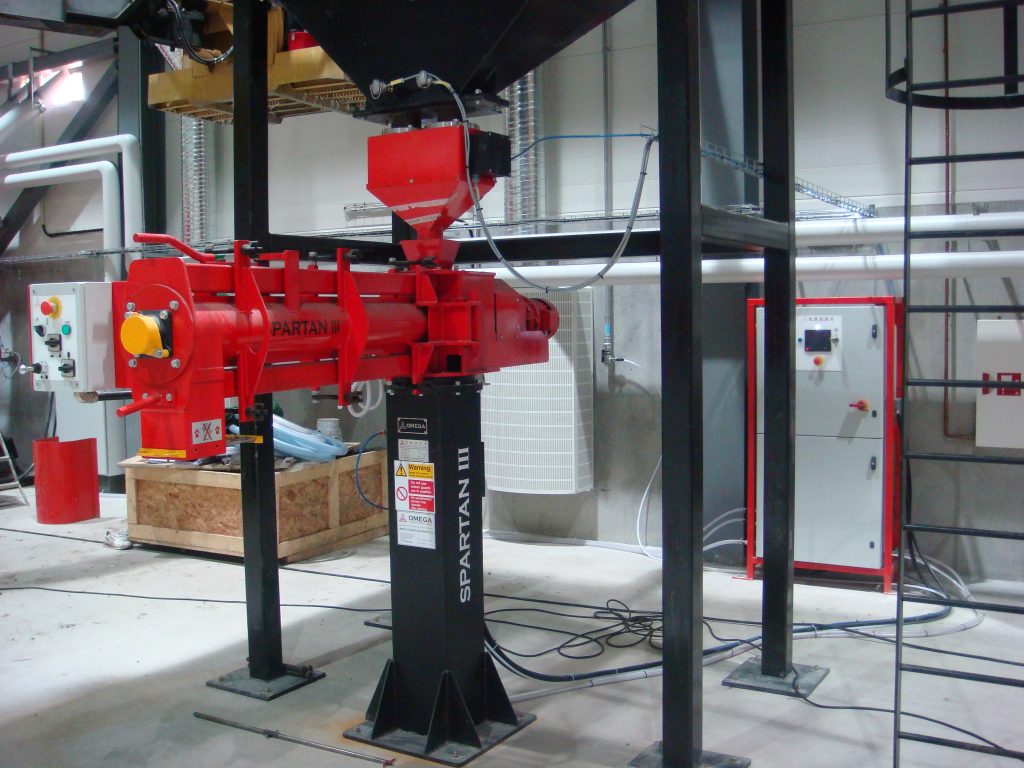
Figur 36. Kontinuerlig skruvblandare (Omega Foundry Machinery Ltd). I figuren till höger visas blandartråget.

Figur 36b. Kontinuerlig skruvblandare, 35 tph med blandartråget öppet (Omega Foundry Machinery Ltd).
Ofta kan rotationshastigheten varieras. Blandare med rotationshastigheter upp till 1 400 varv per minut finns på marknaden. Sanden får falla fritt från en sandficka ner i blandningstråget. Skruven transporterar sanden längs tråget, där först härdare och något senare bindemedel sprutas in med högt tryck. Pumparna är speciella förträngningspumpar av kugghjulstyp, vars flödeshastighet kan regleras mycket noggrant. Med speciella pumpar uppnås hög doseringsnoggrannhet även för mycket varierande viskositet hos vätskorna. Det är viktigt att ”rätt” mängd härdare och bindemedel tillsätts. För stor mängd försämrar både ekonomi och arbetsmiljö. För liten mängd ger otillräcklig hållfasthet hos formmassan. Tillsatsmängderna av bindemedel och härdare doseras med hänsyn till bland annat temperaturen.
För att öka nötningsmotståndet hos paddlarna på skruven är arbetsytorna ofta förstärkta med en hård legering, som svetsas eller löds fast. Skruvens rotationshastighet är i allmänhet 500 – 1 400 varv/minut. Blandartrågets längd/diameterförhållande ligger normalt mellan 4:1 och 15:1. Kapaciteten hos denna typ av blandare är för de mindre storlekarna 3 – 7 ton massa per timma och för de större 50 – 90 ton per timma.
När blandaren startas börjar först blandningsskruven och pumparna att arbeta. Därefter öppnas – på signal från operatören – det pneumatiskt styrda sandspjället. Sanden faller ner i blandartråget med en i förväg inställd, konstant flödeshastighet. Med hjälp av tidreläer öppnas sedan ventilerna för injektion av härdare och något senare bindemedel. Vid avstängning av blandaren fortlöper detta i omvänd ordningsföljd. På cirka 3 – 5 sekunder är blandartråget tömt på massa. Så länge som blandarens huvudströmbrytare är tillslagen, cirkuleras härdare och bindemedel i rörsystemet. Därmed uppnås en momentan och jämn tillsats när nästa blandningscykel startas.
8.5.3 Exempel på formningsanläggningar med kontinuerliga blandare
Som nämnts inledningsvis i detta avsnitt används formning med självstelnande massor i huvudsak vid tillverkning av gjutgods i korta serier och vid enstyckstillverkning.
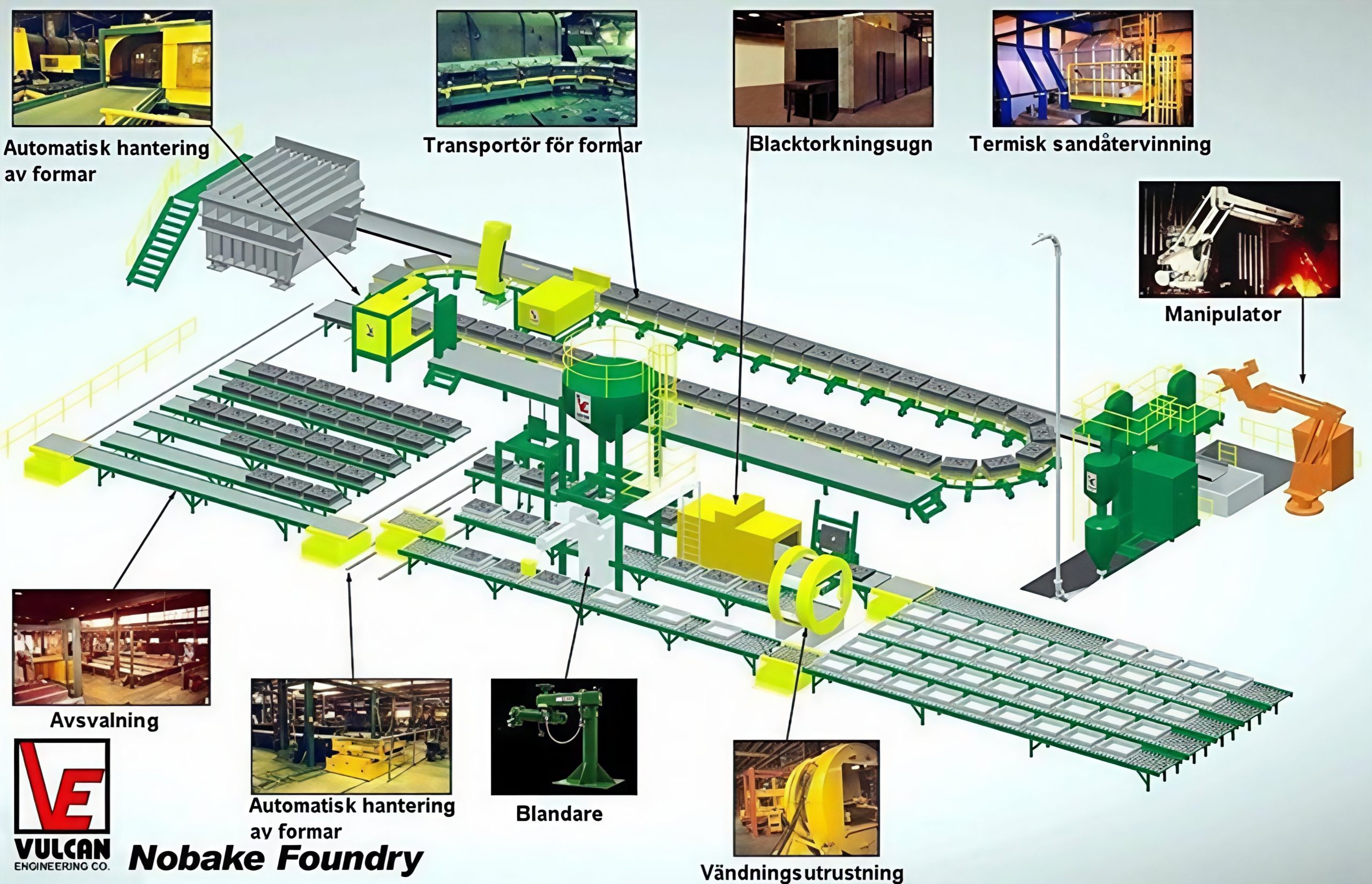
Även om det inte är möjligt att automatisera och mekanisera tillverkningen i samma höga grad som vid råsandsformning har många gjuterier byggt upp högproduktiva och miljövänliga formningsanläggningar baserade på kontinuerliga blandare. Följande figurer 37 till 39 ger några exempel.

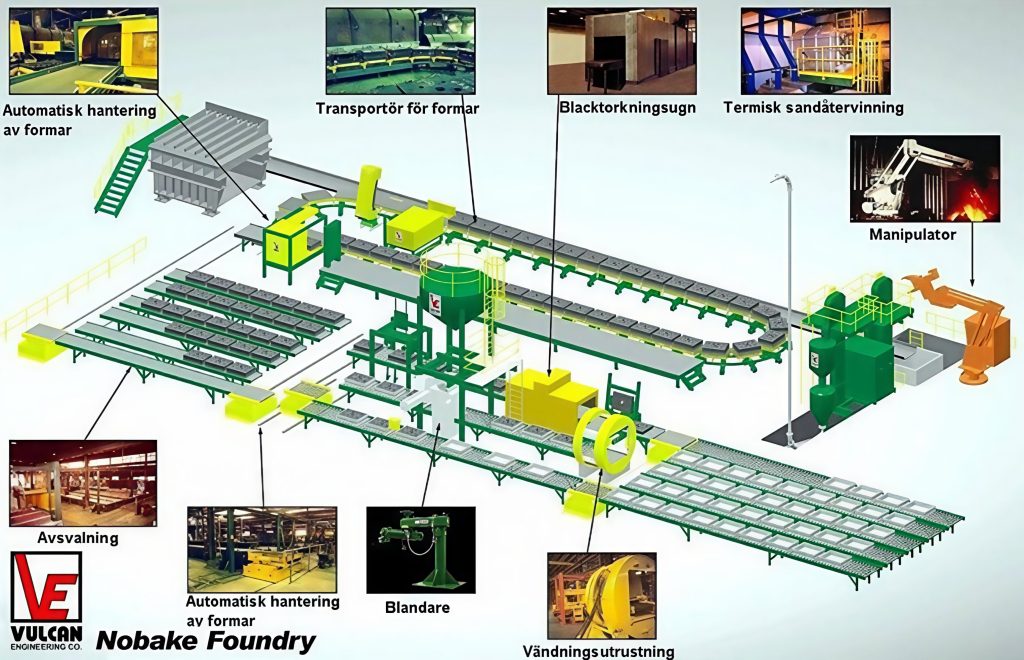
Figur 38. Anläggningsexempel 2 (Vulcan).

1 Modellbyte
2 Formfyllning
3 Avstrykning
4 Formhärdning
5 Modelldragning
6 Blackning
7 Torkning
8 Kärniläggning
9 Formhopläggning
10 Avgjutning
11 Urslagning
12 Omhändertagande av gjutgods
13 Styrenhet

{kind=link}
{kind=link}
{kind=link}
{kind=link}