8.1.1 Översikt och Modellutrustning
8.1.1.1 Översikt
Den dominerande metoden vid gjutning i engångsform är gjutning i sandform. Det är en metod som förekommer i flera olika varianter.
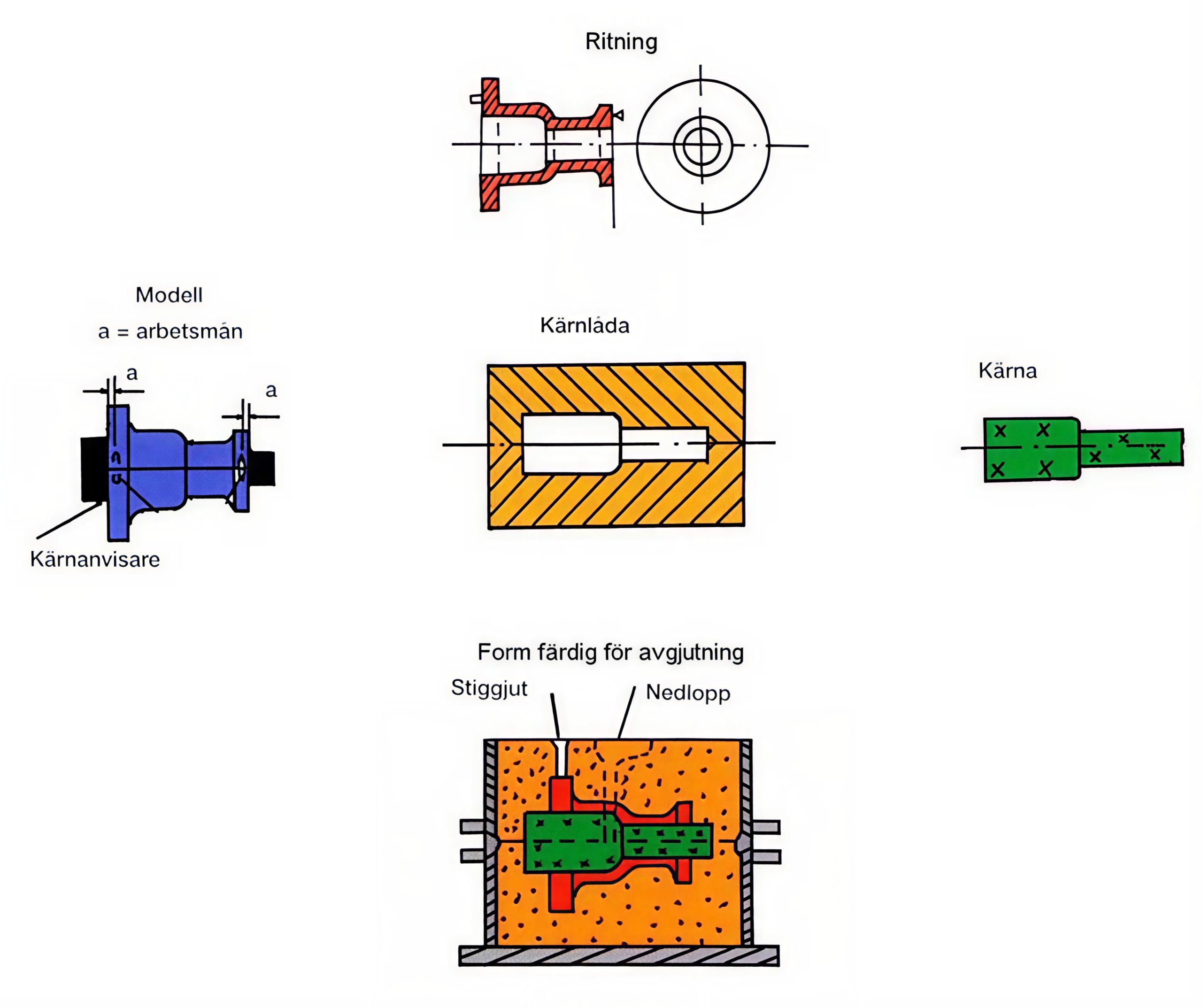
Principerna för dessa är med undantag för skalformning och vaxursmältningsmetoden i stora drag lika. Figuren nedan visar översiktligt principen vid formning med delad modell, vilket är det vanligaste.
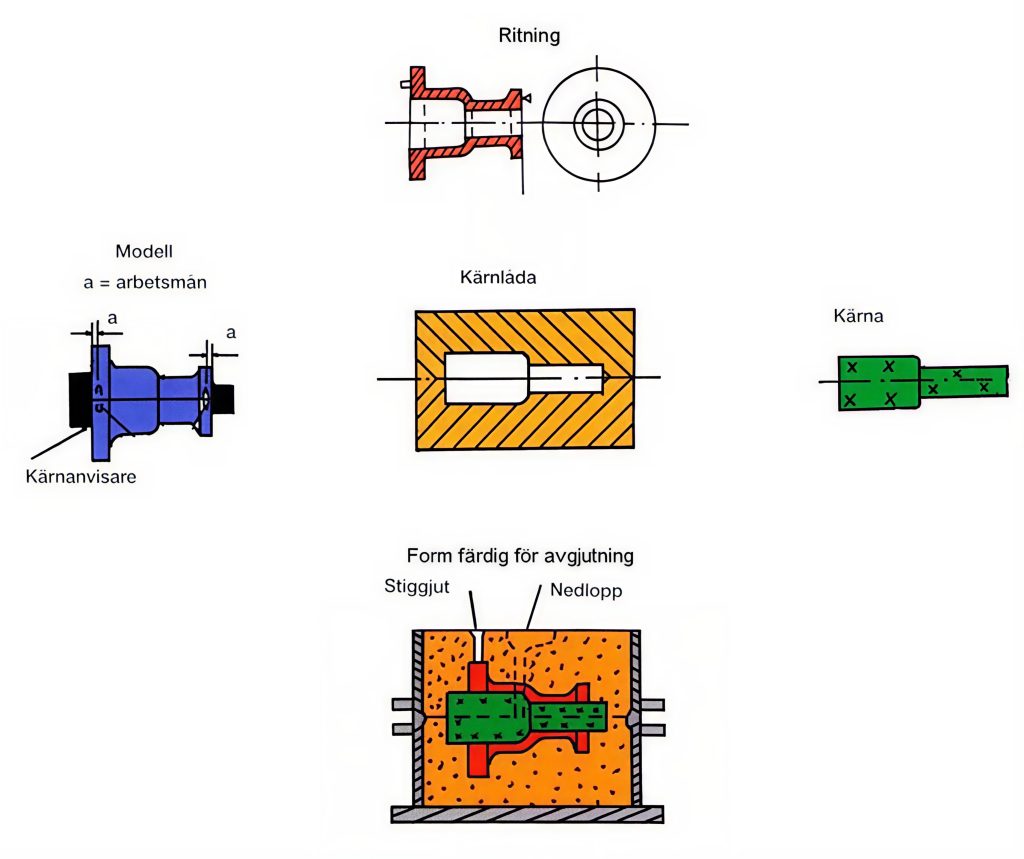
Figur 1. Principbild för uppbyggnad av en sandform vid formning med delad modell.
Innan själva gjutprocessen kan börja måste modell och kärnlåda tillverkas. De framställs beroende på seriestorlek och dimension i trä, plast eller metall (se även avsnitt 8.1 och kapitel 5). Gjutstycket krymper när metallen svalnar och därför måste dimensionerna hos modell och kärnlåda anpassas med hänsyn till det. Det innebär att modellernas dimensioner måste vara något större än det färdiga gjutstycket. Vidare måste modell och kärnlådor normalt förses med släppning (länk). För ytor på det färdiga gjutstycket, som skall bearbetas, måste bearbetningstillägg göras.
Vanligast är att formningen sker i tvådelad formflaska. Modellen görs därför delad. Modellhalvorna monteras oftast på brättplåtar, ofta benämnda enbart brätt, och är färdiga för formning (se figur). På brätten monteras även gjutsystem med nedlopp, gjutkanal, inlopp och matare (se kapitel 6).
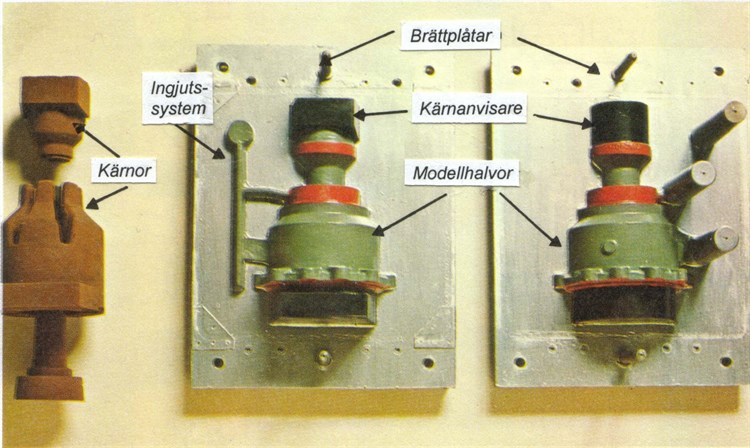
Vid maskinell formning placeras respektive brätt på formbordet i en formmaskin (figuren endan). Ofta används en formmaskin för överflaskan och en för underflaskan. På brättet placeras en formflaska och formmassa fylls på. Formflaskan (se avsnitt 8.2) utgörs av en ram vanligen tillverkad i gjutjärn eller stål. Flaskorna har ingen botten. Formmassan utgörs av sand bunden med ett bindemedel. Vid exempelvis användning av kvartssand bunden med bentonit (råsand) packas formmassan genom skakning och/eller pressning. Därefter lyfts de färdiga formhalvorna, det vill säga formflaska och formmassa, från respektive brätt. Denna operation kallas dragning. Parallellt tillverkas eventuella kärnor.
Kärnan läggs därefter i underformen (figuren nedan). Det är viktigt att kärnan läggs i ett bestämt läge i formen. Därför görs den ofta längre än själva gjutstycket. För att ge plats åt kärnan i formen är modellen försedd med så kallade kärnanvisare. Dessa ger ett hålrum i formen, avsett för den förlängda kärnan. Efter kärniläggning läggs formhalvorna ihop. De styrs i förhållande till varandra med hjälp av styrdubbar och bussningar. Formen är därefter klar för avgjutning.Vid avgjutningen strömmar den smälta metallen genom ingjutssystemet in i de formrum, som bildats vid formningen.
 Figur 3. Formhalvor färdiga för hopläggning. I underformen har en kärna placerats.
Figur 3. Formhalvor färdiga för hopläggning. I underformen har en kärna placerats.

Efter det att smältan stelnat skiljs gjutstycket från den omgivande formmassan. Denna operation benämns urslagning.
På gjutstycket finns sedan ingjutssystemet, eventuella matare samt part- och kärngrader kvar. Gjutgodset befrias härifrån samt från eventuellt fastbränd formmassa. Detta görs i gjuteriets renseri (efterbehandlingsavdelning). Därvid används slungrensmaskiner, slipmaskiner, mejslar med mera. I viss utsträckning kommer även manipulatorer, industrirobotar samt vanliga verktygsmaskiner till användning. I ökande omfattning kombineras rensningen med den efterföljande bearbetningen av gjutgodset.

8.1.1.2 Modellutrustning
Numera görs ofta en gjutsimulering för att studera formfyllnings- och stelningsförloppet innan modellutrustningen tillverkas. Genom gjutsimulering på detta stadium i tillverkningsprocessen kan den gjutna komponenten optimeras ur gjutteknisk synvinkel.
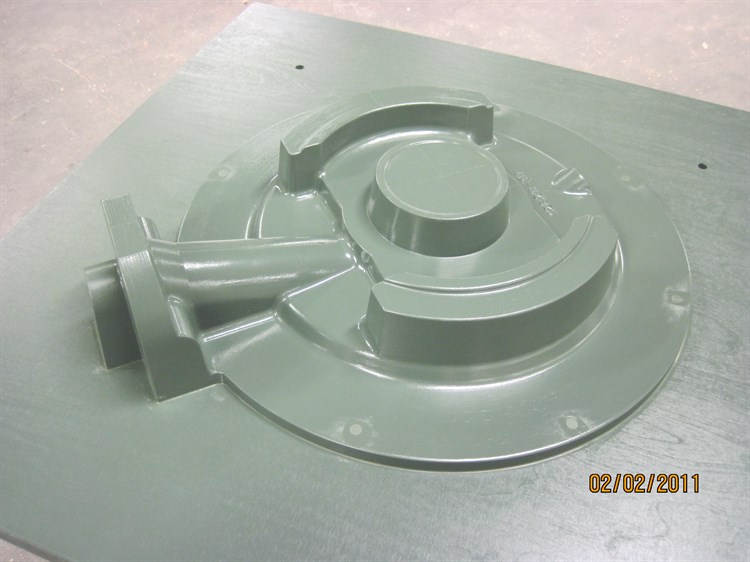
Modellutrustningen används sedan som ”verktyg”, när man gör den formhålighet som skall fyllas med smälta vid avgjutningen. En modellutrustning består av en eller flera modeller, ofta med en eller flera kärnlådor samt eventuella fixturer och mallar. Figuren nedan visar en förhållandevis enkel trämodell.

Att tillverka modellutrustningar kräver betydande yrkesskicklighet, även om modellverkstäderna i stor omfattning utnyttjar 3D CAD/CAM-teknik
Kostnaden för modellutrustningen utgör vid korta serier en väsentlig del av gjutgodspriset. När man kan göra flera avgjutningar från en och samma modellutrustning sjunker modellens andel av totalkostnaden drastiskt. Vid serietillverkning måste modellutrustningen göras mera motståndskraftig mot nötning och andra påkänningar. Därtill kommer ofta att en mera avancerad formningsmetod skall användas. Ändå sjunker kostnaden för modellutrustningen med stigande antal avgjutningar. För mycket stora serier kan den gå ner till ett par procent av gjutgodskostnaden. För gjuteribranschen i genomsnitt ligger modellkostnaden på cirka tio procent av den totala tillverkningskostnaden för gjutgodset.
8.1.2 Optimal modellutrustning
Modellutrustningens utförande har stor betydelse för kvaliteten hos det tillverkade gjutgodset
För varje seriestorlek och gjutmetod finns det en lägsta standard på modellutrustningen, som inte får underskridas om gjutgodset ska vara användbart. Det finns också en optimal standard, en högre kvalitet, som ger högsta möjliga avkastningen på det kapital som investerats i modellutrustningen. Å andra sidan ger en ännu högre modellkvalitet inte motsvarande utdelning i högre kvalitet på gjutgodset eftersom formningsmetoden inte kan dra nytta av den.
I kapitel 5 behandlas olika modellmaterial och modellberedning. Därför ges i det följande endast kortfattade synpunkter på val av modellmaterial:
- En modell i porös polystyren är optimal för en enkelt utformad detalj.
- En trämodell räcker för formning av en liten serie, men håller inte för mekaniserad eller automatiserad formning av en längre serie.
- En gjuten plastmodell räcker för en medellång serie (5 000 – 10 000 formar) i en automatisk formningsanläggning men inte för en längre serie.
- En modell tillverkad i ett prefabricerat polyuretanplastmaterial kan klara upp till 50 000 – 100 000 formningar i en modern högtrycksformningsanläggning.
- En järnmodell räcker för en lång serie i en automatisk formningsanläggning, men är vanligen alltför dyrbar för manuell formtillverkning och enklare maskinformning, som inte kan utnyttja modellens höga kvalitet.
8.1.3 Exempel på modellutrustninga
Här visas några exempel på modeller.Här visas några exempel på modeller.
Till en modellutrustning hör förutom modell för över- och underflaskan ofta ett stort antal kärnlådor. Modellerna är oftast monterade på brättplåtar. För att öka utnyttjningsgraden och även flexibiliteten vid maskinell formning används ofta så kallade delbrättsystem, vilket möjliggör att modeller för olika produkter kan gjutas i en och samma formflaska. Exempel på några modeller visas i följande figurer:





{kind=link}