9.0.1 Kallformning
Aluminium har god formbarhet vid rumstemperatur och lämpar sig därför för kallformning. Formbarheten är olika för olika legeringar och beror också på materialtillståndet.
Olegerat aluminium och icke härdbara, låglegerade material är mycket duktila* och kan lätt formas i mjuka och delhårda tillstånd. Stora formningar kan utföras med låg presskraft och utan mellanglödgning.
*) Duktilitet är ett mått på ett materials förmåga att utsättas för plastisk deformation utan sprickbildning
För härdbara legeringar kan formning ske i olika materialtillstånd:
- Om formningen ej är alltför svår kan den göras i kallåldrat tillstånd. Den kan följas av varmåldring om högsta hållfasthet ska uppnås. Varmåldrat material har mycket begränsad kallformbarhet. AlZnMgmaterial bör ej kallformas i varmåldrat tillstånd på grund av risken för spänningskorrosionssprickor.
- Formbarheten är bäst efter mjukglödgning eller omedelbart efter upplösning. Fördelen med formning i upplöst tillstånd är att endast åldring behöver göras efteråt för att högsta hållfasthet ska uppnås. En komplikation kan vara att formningen måste ske inom ett fåtal timmar efter upplösningen. Efter formning i mjukglödgat tillstånd måste däremot upplösningen göras, vilket medför risk för formförändringar vid den höga temperaturen.
Vid svåra formningar i flera steg, måste man använda mellanglödgning. Materialet återförs då till mjukt tillstånd. Om glödgningen utförs efter en reduktion som varit låg finns risk för bildning av grova kristallkorn. Det är därför viktigt att reduktionen före mellanglödgningen görs så hög som möjligt. En grov kornstruktur hos materialet leder till grov ytstruktur, så kallad apelsinyta, vilket kan försvåra efterföljande formning.
9.0.2 Djuppressning
Figur 87 visar principen för dragpressning. Metoden används bland annat när man tillverkar kokkärl och dryckesburkar av aluminium. Utgångsmaterialet är en cirkulär skiva, rondell. En stämpel pressar materialet genom en dyna varvid godstjockleken endast obetydligt minskar. Materialet dragpressas ofta i flera steg innan det får sin slutliga form.

Kanten på ett föremål som dragpressas kan ibland bli ojämn. Detta kallas för öronbildning och beror på att materialet har olika egenskaper i olika riktningar. För att undvika öronbildning bör man använda material speciellt avsett för dragpressning.
Figur 88 visar principen för sträckpressning. Man utgår också här från en rondell. Denna hålls fastlåst av en tillhållare under pressningen. Tjockleken hos den del som deformeras minskar. I praktiken är en pressning av till exempel en bilkarossdetalj ofta en kombination av drag- och sträckpressning.

9.0.3 Bockning
Bockning av aluminium kan utföras både som kantbockning av plåt och som bockning av profil över bockmall, Figur 89. Generellt kräver aluminium en varsammare bockning än stål, där framför allt bockningsradien måste väljas väsentligt större.

Även återfjädringen av materialet vid bockning är större än för stål. Det säkraste sättet att bestämma återfjädringens storlek är att i varje aktuellt fall göra provbockningar. Ofta får man vid bockningen en prägling av materialet, vilket medför mindre återfjädring än beräknat.
Tabell 21 och Tabell 22 visar rekommenderade bockningsradier för plåt och band vid kallbockning 90º med tjockleken 0,2–12,5 mm. Om man eftersträvar minsta möjliga bockningsradie för ett visst material eller starkaste material för en given bockningsradie måste man göra praktiska försök. Uppvärmning till cirka 150ºC lokalt och under kortast möjliga tid, kan underlätta bockningen.
Tabell 21. Verktygsradie (rmin) vid kallbockning 90° av några icke härdbara aluminiumlegeringar
Tabell 22. Verktygsradie (rmin) vid kallbockning 90° av några härdbara aluminiumlegeringar
9.0.4 Trycksvarvning
Trycksvarvning är en gammal hantverksmässig metod att tillverka cylindriska kärl. Metoden har fortfarande stor tillämpning, främst beroende på att verktygen är relativt billiga och att man, i motsats till dragpressning, lätt kan tillverka detaljer med konade eller insvängda ytor. Genom att använda modern verktygsteknik, till exempel supportmonterade tryckrullar och datorstyrning, har metoden utvecklats, Figur 90.

9.0.5 Hydroformning
Vid hydroformning placerar man en hålformad aluminiumprofil i ett tvådelat formverktyg, Figur 91. Verktygshalvorna sluts runt profilen och låses, varvid en första formning erhålls. I vardera änden av profilen ansluts en cylinder som tätas mot profilen. Hålprofilen fylls invändigt med vatten, som har till uppgift att överföra ett inre hydrostatiskt tryck, upp till 400 MPa. Vätskan trycksätts och röret formas mot hålrummet (expansionszonen) i verktyget genom det uppkomna inre trycket och den axiella kraften, som matar in materialet mot mitten av verktyget. Profilen blir alltså ”uppblåst” till sin slutform.
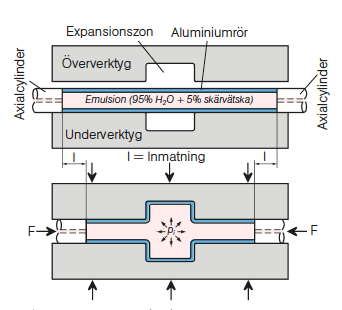
Ibland formas profilen enbart genom vätsketrycket. Den axiella kraften förhindrar då endast vätskeläckage. Detta betyder att axialcylindrarna inte matar in något material till expansionszonen. Hydroformning används bland annat för belastade bilkomponenter, Figur 92.

Fördelar med metoden är:
- Tvärsnittet i profilen optimeras efter påkänningarna i profilens längd
- Ökad komponentstyvhet, vilket medger minskad vikt
- Utmärkt reproducerbarhet (formstabilitet)
- Färre antal delkomponenter behöver tillverkas
- Möjlighet att ersätta svetsade konstruktioner
Hydroformning av hålprofiler är en kostnadseffektiv metod för tillverkning av bilkomponenter med hög energiupptagningsförmåga. Processen har också hög potential inom andra produktområden.
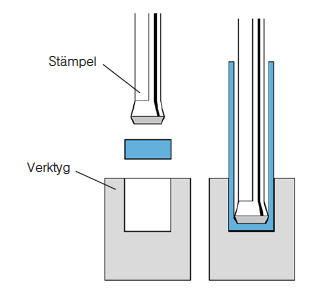
9.0.6 Kallflytpressning
När en stämpel pressas med högt tryck mot ett aluminiummaterial i ett skålformat verktyg flyter materialet ut i spalten mellan stämpeln och verktyget, Figur 93. Små aluminiumdetaljer som tandkräms- och kaviartuber samt mindre dryckesburkar och sprayflaskor kan tillverkas på detta sätt. Materialet pressas i mjukt eller upplöst tillstånd.
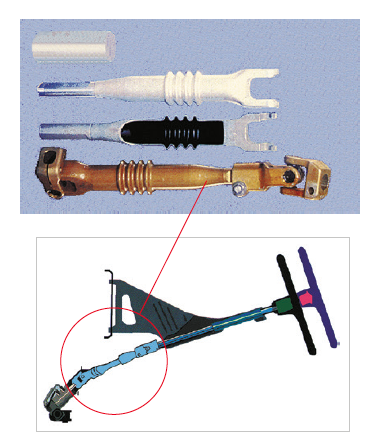
Metoden har också fått stor betydelse för tillverkning av säkerhetsdetaljer i bilar eftersom mycket goda materialegenskaper erhålls, Figur 94.
9.0.7 Pressning med gummiverktyg
Vid pressning med gummiverktyg formas materialet med hjälp av en gummidyna mot ett underverktyg. Tillhållartrycket kan regleras under formningens gång. Risken för veckningar är mindre än vid vanlig dragpressning och man kan även använda ett större dragförhållande.
