2.5.1 Gjutgods, smiden och maskindetaljer
Dessa provföremål kännetecknas ofta av grov, ojämn yta och struktur och/eller komplicerad form och provas därför som regel med kontaktprovning och longitudinalvågor.
De fel man söker ligger antingen inne i materialet i form av porer, pipes, smidessprickor, slagger et cetera, eller på ytan i form av sprickor och veck.

2.5.2 Ämnen, stänger och grovplåt
Dessa är exempel på relativt enkla detaljer, som tillverkas i stora serier, men som ofta har svåra provningsförutsättningar på grund av ojämna ytor, glödskal eller förhöjd temperatur.
På denna produktgrupp används ultraljud i första hand för att detektera inre defekter som pipe och grov slagg, medan förekomst av ytfel ofta undersöks med magnetpulverprovning eller induktiv provning. Provföremålens form gör att man ofta strävar efter en kontinuerlig, mekaniserad provning med longitudinalvågor.
2.5.3 Tunnplåt, band och tråd
Till skillnad från ovan nämnda produkter brukar dessa produkter inte provas med longitudinalvågor, då de som regel är så tunna, att ingångseko och botteneko helt skymmer eventuella felekon.
De feltyper man i första hand söker hos dessa produkter är lamineringar, invalsade repor, kantsprickor och veck. Lamineringar är ofta de mest svårfångade, beroende på att de ligger parallellt med ytan och därför inte exponerar någon reflektionsyta vinkelrätt mot de vågtyper, som används för dessa produkter, nämligen transversalvågor och lambvågor.
2.5.4 Rör
De flesta typer av högkvalificerade rör för kärnreaktorer, ångpannor, värmeväxlare och hydrauliska system föreskriver ultraljudprovning som en mycket väsentlig del av den rigorösa kontroll som föreskrives.
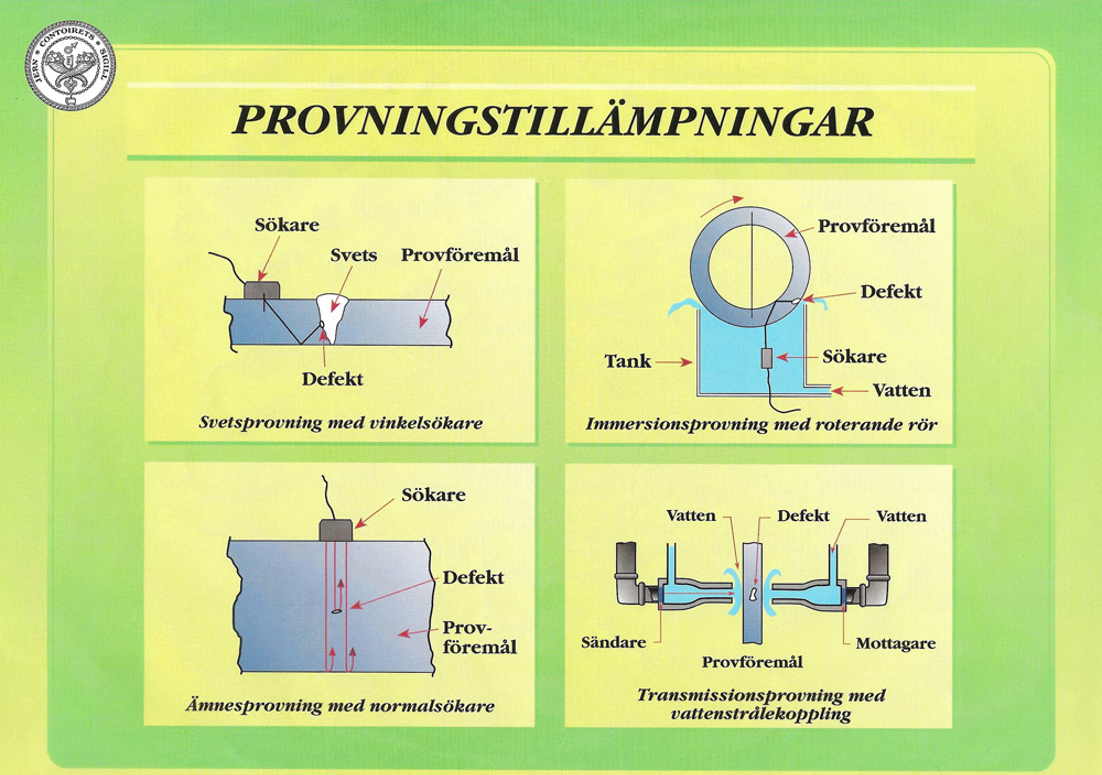
Rörprovning utföres som immersionsprovning med linje- eller punktfokuserade sökare i hel eller halvautomatiska utrustningar, ofta med sofistikerad utrustning för registrering, data- och statistik- behandling av provningsresultaten.
Tjockväggiga rör provas med transversalvågor, som utbreder sig sicksackformat i rörväggen, medan tunnväggiga rör kan provas med transversalvågor eller alternativt med lambvågor. Rören avsöks i fyra ljudriktningar. De fel man söker är övervalsningar, repor på inner- och ytterytan, slagg, lamineringar et cetera.
2.5.5 Svets- och lödfogar
Ultraljudprovning är tillsammans med radiografisk provning de mest använda metoderna, när det gäller kontroll av svets och lödförband. Ultraljudprovningen har den fördelen, att den lätt indikerar täta sprickor, som ofta är svåra att upptäcka med röntgen. Ofta används kontaktprovning med vinkelsökare med 45, 60 eller 70 graders ljudvinkel i svetsen. De fel som söks är till exempel rotfel, porer, svetsdiken, sprickor, slagg eller ofullständig svets.
2.5.6 Kompositmaterial
Inom bland annar flygindustrin tillverkas idag ett stort antal flygplansdetaljer i så kallade kompositmaterial. Det är konstruktioner för till exempel vingar och stjärtfenor som limmas ihop av flera tunna lager av material som till exempel kolfiber, aluminium eller glasfiber.
För att kontrollera bindningen mellan de olika skikten används ultraljud i stor utsträckning. Den teknik som används för att prova dessa konstruktioner, liknar till största delen den som används vid provning av tunnplåt (se avsnitt 3.5.3).
Provningsresultatet presenteras ofta som C-Bild på en färgmonitor, där olika färger representerar olika grad av bindning.

{kind=link}