3.1.1 Övergripande om gjutjärn
3.1.1.1 Översikt
Gjutgodskundernas allt större krav kräver en ständig utveckling av nya material och förbättrade egenskaper av befintliga material. Ett exempel på detta är ferritiskt lösningshärdat segjärn med bättre skärbarhet, EN GJS 500-14.

Här följer några ord om de vanligaste materialen:
Gråjärn
Gråjärn eller grått gjutjärn är det vanligaste materialet. Det har utmärkta gjutegenskaper, bra dämpningsförmåga, bra skärbarhet och en låg kostnad.
Segjärn
Segjärn har en hållfasthet och seghet som är högre än gråjärn och kompaktgrafitjärn. Materialet har stor användning i bland annat fordonsindustrin.
Kompaktgrafitjärn
Materialet kallas även CGI (Compacted Graphite Iron). Egenskapsmässigt ligger det mellan gråjärn och segjärn. Materialet är intressant för exempelvis produkter inom bilindustrin som kräver bättre egenskaper än gråjärn.
Aducerjärn
Av gjutjärnen ligger aducerjärnets egenskaper närmast segjärnets. Framställning sker genom en värmebehandling (aducering) av ett vitt stelnat gjutjärn. Användningen av aducerjärn har minskat bland annat beroende på att framställningsprocessen är energikrävande och att det inte går att tillverka så stora komponenter.
Vitjärn
Vitjärn har hög hårdhet (800 – 1200 Vickers) och används främst för komponenter som utsätts för nötning.
Austenitiska gjutjärn
I gruppen gjutjärn ingår även en materialgrupp med austenitisk grundmassa. Grafiten kan vara antingen i form av fjäll eller noduler. Den austenitiska grundmassan uppnås genom tillsats av nickel till hög halt.
Kännetecknande för de austenitiska gjutjärnen är bland annat god korrosionsbeständighet och hög varmhållfasthet. En annan egenskap, som skiljer dem från övriga gjutjärn är att de är omagnetiska. De austenitiska gjutjärnen är standardiserade i Europastandarden EN 13835, som omfattar tolv legeringar.
Gjutstål
Utöver de standardiserade gjutstålen kan även andra stållegeringar gjutas om mindre modifiering av den kemiska sammansättningen kan tillåtas. Till exempel ökar flytbarheten om kiselhalten kan höjas.
Genom värmebehandling kan gjutstål få en högre hållfasthet än till exempel segjärn.
Lättmetaller
Lättmetaller är legeringar med aluminium och magnesium som basmetall, men även titanlegeringar räknas hit.
Koppar- och kopparlegeringar
De vanliga typerna är mässing, brons och rödmetall med olika egenskaper och användningsområden.
Zinklegeringar
Materialet har bra gjutbarhet och låg smältpunkt och lämpar sig bra för pressgjutning i långa serier. Mycket små delar i elektronikkomponenter är ofta tillverkade i zink, men även olika typer av beslag till bilar.
Tabell 1. Översikt över mekaniska egenskaper hos olika typer av gjutna material.
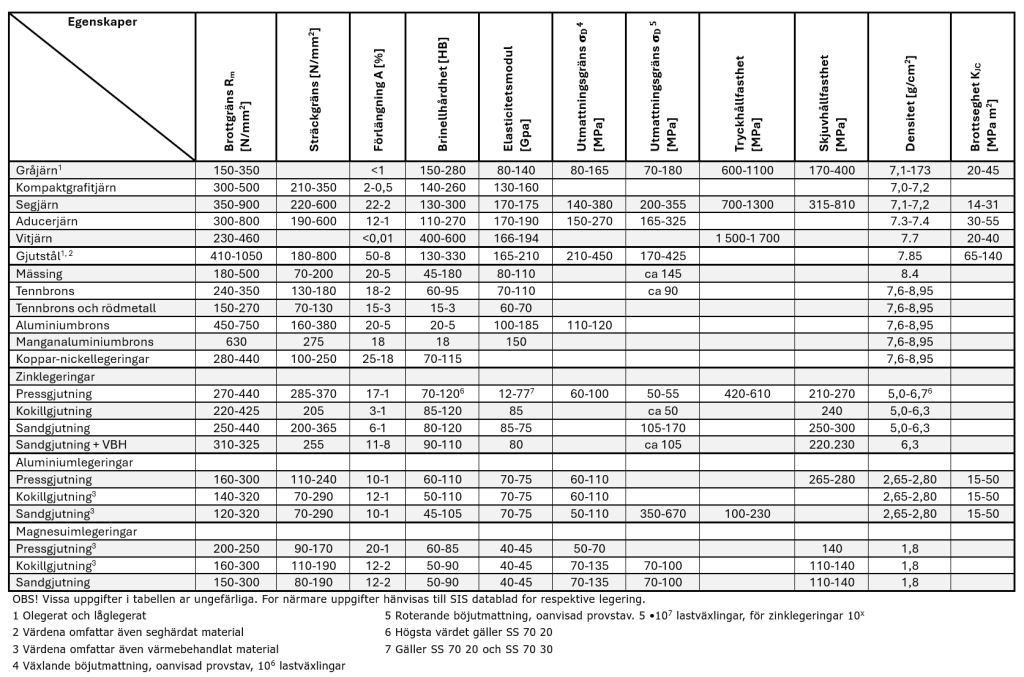
De olika materialens skärbarhet är inte någon specifik materialegenskap och därför svårt att gradera siffermässigt. I en verkstad med blandad tillverkning bildar man sig ofta en egen uppfattning om hur olika material låter sig bearbetas. Beroende på utrustning och typ av skärande bearbetning har olika verkstäder ofta skilda uppfattningar. I tabellen nedan har uppgifter från några mekaniska verkstäder sammanställts och en gradering gjorts för de vanligaste gjutmetallerna.
Tabell 2. Relativ skärbarhet hos olika gjutna material.

3.1.1.2 Övergripande om gjutjärn
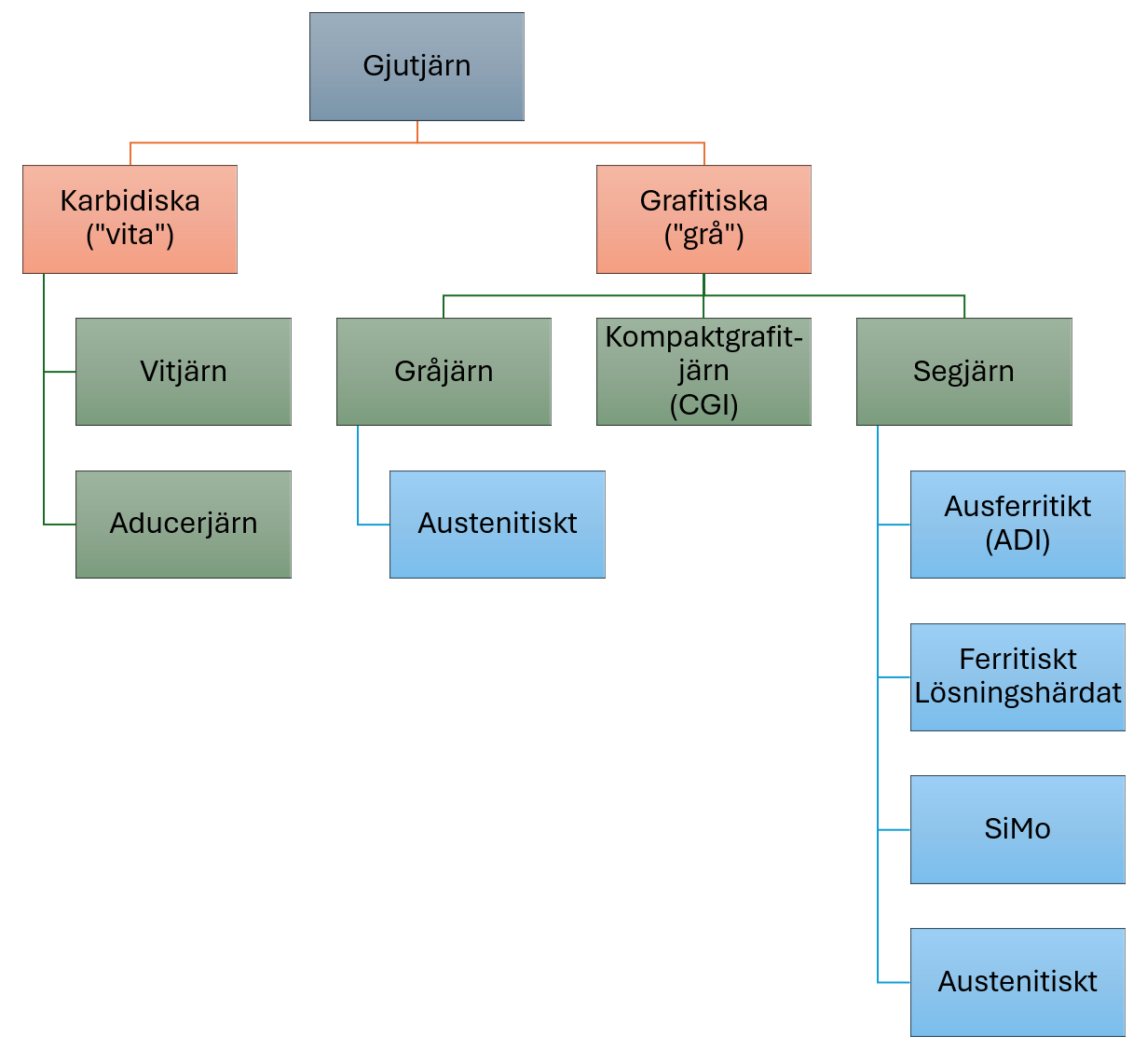
Gjutjärn är benämningen på järn-kol-legeringar med över två procent kol och inkluderar flera olika typer av gråjärn, segjärn, aducerjärn, kompaktgrafitjärn, vitjärn och austenitiska gjutjärn. De mest använda gjutjärnen håller vanligen kolhalter i intervallet 2,5 – 3,5 procent, se nedanstående tabell.
Tabell 3. Kemisk sammansättning (i procent) hos olika gjutjärnstyper.
En grov indelningsgrund för gjutjärn kan vara att skilja mellan grafitiska och karbidiska gjutjärn.
Figur 2. Indelning av gjutjärn.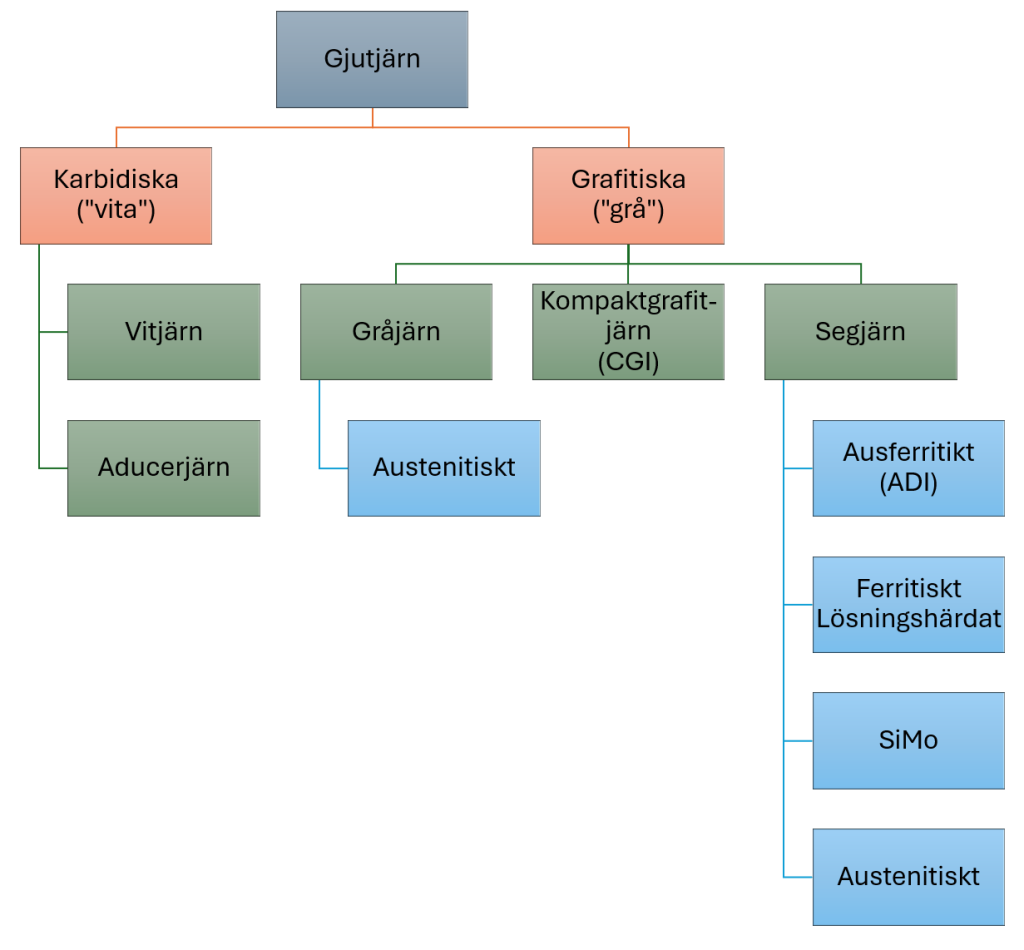
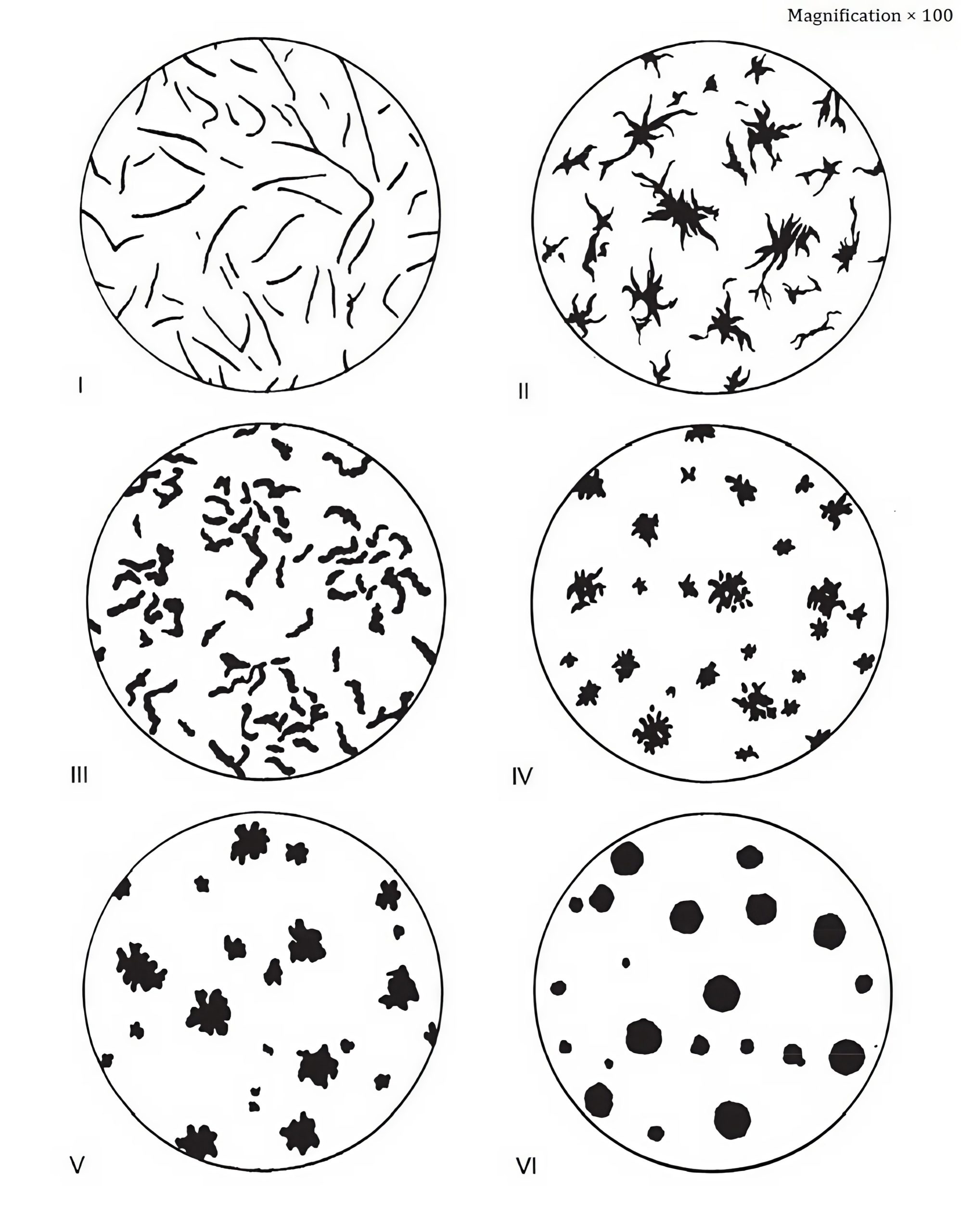
Det kol som inte kan hållas i lösning utskiljs som grafit och det är grafitens form som ger olika typer av grafitiska gjutjärn, som i sin tur styr järnets hållfasthet. Vilka dessa typer är framgår av figuren nedan som är hämtad från SS-EN-ISO 945-1:2008. I denna standard klassificeras grafiten visuellt i ljusmikroskop. I Tabell 4 förklaras vilka grafitformer som är typiska för respektive materialtyp. Det pågår framtagning av en standard för klassificering av grafiten med hjälp av bildanalys.
Figur 3. Olika grafitformer enligt SS-EN ISO 945-1:2008. Figuren visar grafiten schematiskt.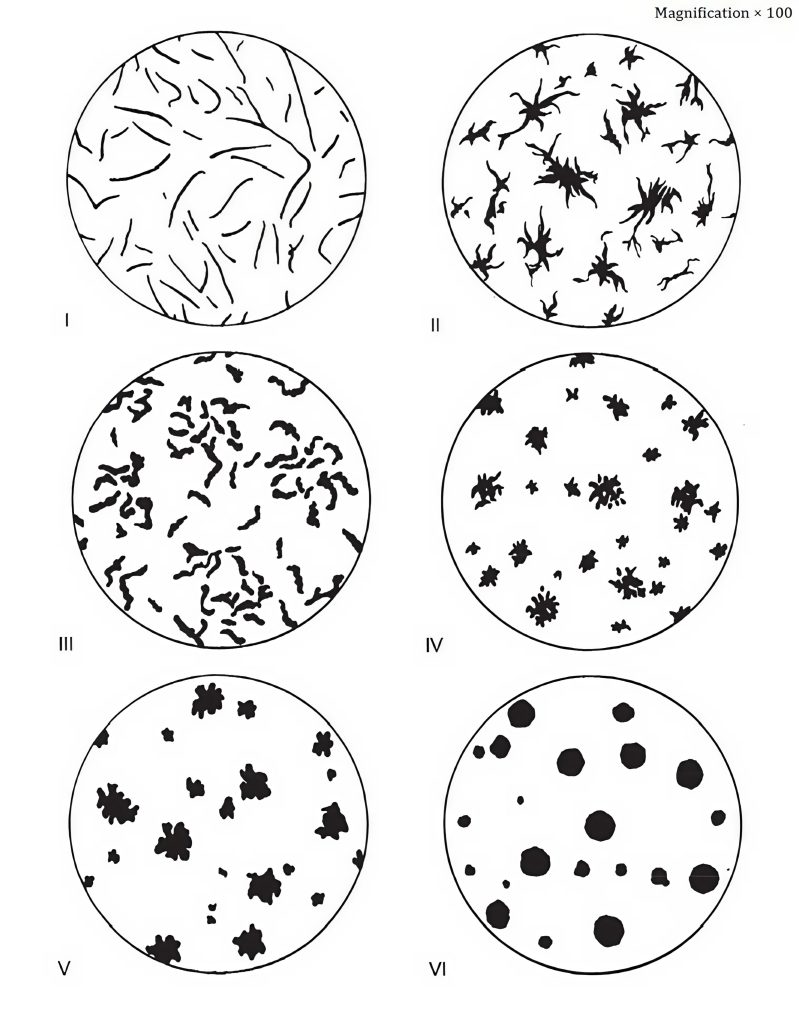
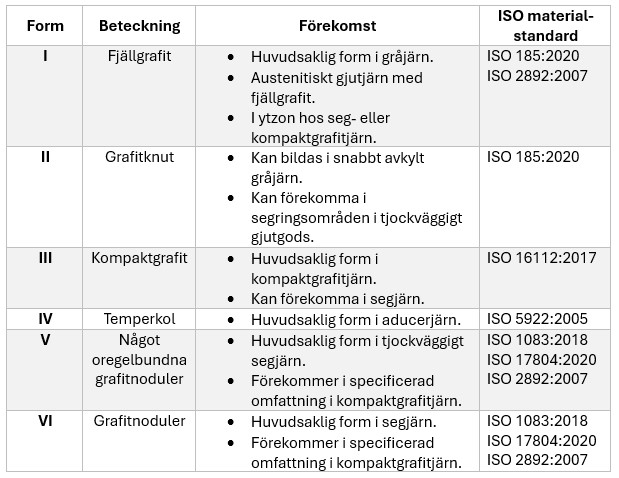
I nedanstående tabell förklaras vilka grafitformer som är typiska för respektive materialtyp. Det pågår framtagning av en standard för klassificering av grafiten med hjälp av bildanalys.
Tabell 4. Typiska grafitformer för olika gjutjärn. Klassificering enligt SS-EN ISO 945-1:2008, tabell C.1.
Vitjärn skiljer sig metallurgiskt från de grafitiska gjutjärnen genom att vitjärnet har kol bundet i form av cementit, Fe3C, eller andra typer av järnkarbider. Brottytan i ett vitjärn är vit och blank (därför namnet vitjärn) medan brottytan i ett gråjärn, kompaktgrafitjärn eller segjärn är grå och matt.
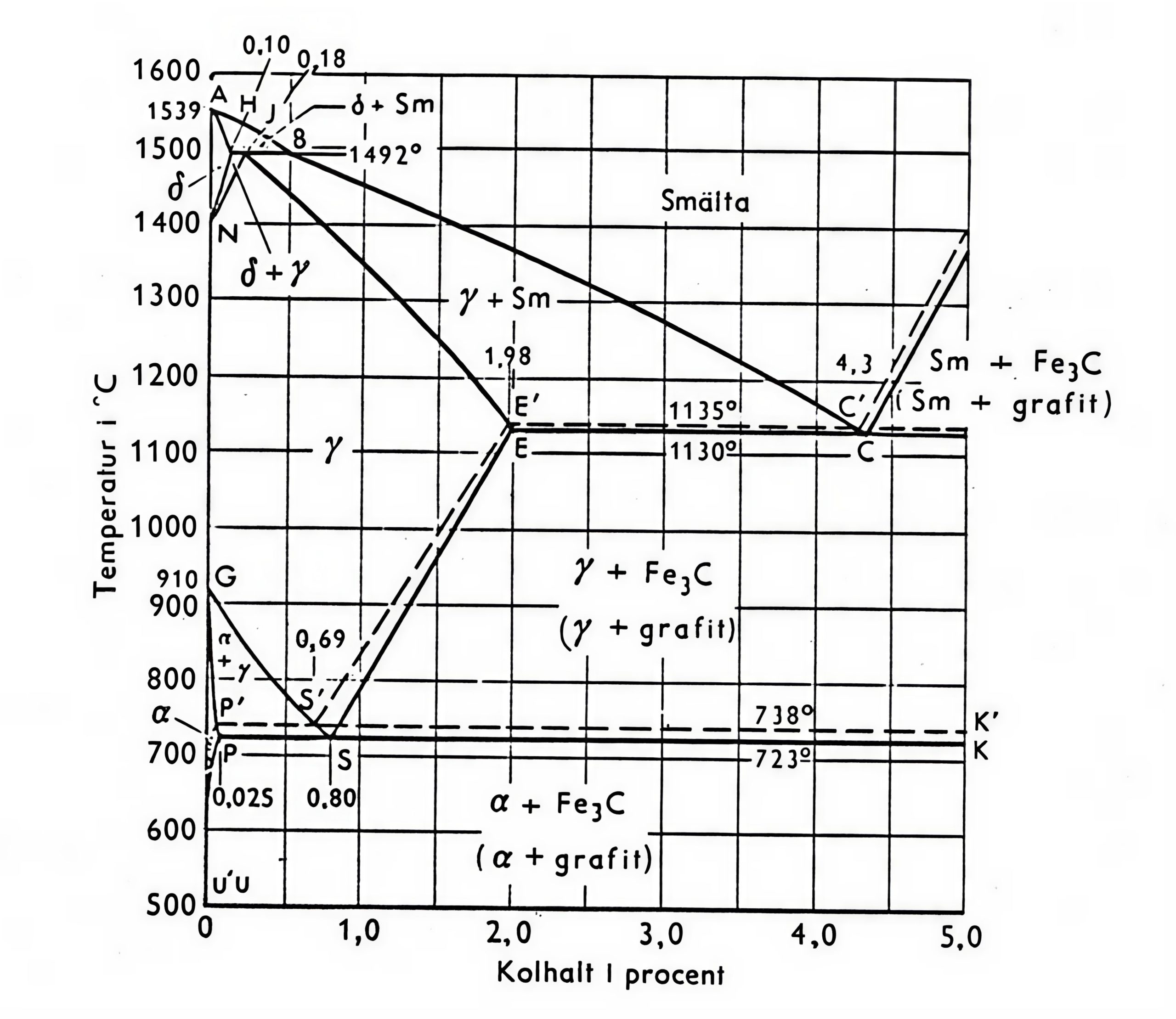
Gjutjärn kan stelna antingen ”grått” eller ”vitt”. Metallurgiskt säger man att stelnandet följer det stabila eller det metastabila systemet. Figuren nedan visar ett fasdiagram för stelnande och omvandling hos gjutjärn enligt det stabila respektive metastabila systemet. Enligt diagrammet har all smälta stelnat vid 1130 °C. Enligt det stabila systemet övergår smältan till austenit och grafit och enligt det metastabila systemet övergår smältan till cementit och austenit (detta så kallad. eutektikum kallas för ledeburit). Speciellt kiselhalten, men även andra ämnen, påverkar materialet stelnings- och omvandlingstemperaturer, det vill säga att diagrammets utseende i figuren förändras.
Av figuren framgår att det är en liten temperaturskillnad mellan de två systemen (jämför respektive linjes läge). För att all smälta skall följa det stabila (grafit) systemet måste stelningen vara slutförd innan temperaturen för det metastabila systemet nås. Kisel är det ämne som kraftigast vidgar detta temperaturintervall. Av den anledningen är kol och kisel de viktigaste legeringselementen för gjutjärn.
Figur 4. Fasdiagram järn – kol. I fasdiagrammet anger de heldragna linjerna det metastabila systemet (vitt stelnande). Diagrammet visar inte inverkan av kisel eller andra ämnen som ingår i gjutjärn. Austenit = γ i diagrammet.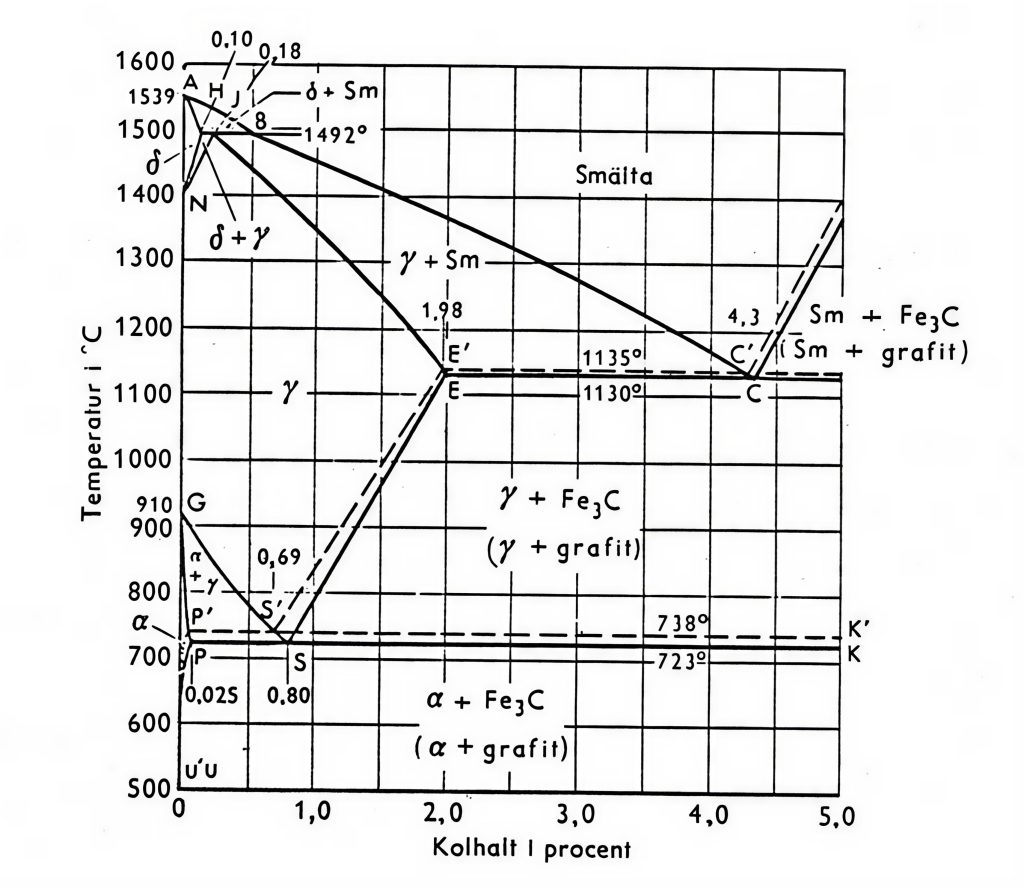
Vilket system som smältan väljer att stelna efter är till stor del beroende av hur smältan är behandlad, det vill säga. antal kärnbildningspunkter (exempelvis ympning och smältförfarande), svalningshastighet (påverkas bland annat av formmaterial och ”godstjocklek”), och kemisk sammansättning. Olika faktorers inverkan på gjutjärnets stelnande sammanfattas i nedanstående tabell.
För gråjärn och segjärn är vitt stelnande inte önskvärt beroende på att cementiten är mycket hård och försvårar bearbetningen. Maximalt en procent cementit är önskvärt då speciella krav ställs på skärbarheten.
Tabell 5. Olika faktorers inverkan på gjutjärns stelnande.

När smältan stelnar ytterligare, fasomvandlar hög temperatur stabil austenit till lågkolhaltig ferrit och högkolhaltig cementit. Med ökande: kolekvivalent, legeringsinnehåll (utom kisel) och svalningshastighet bildas ferritisk (max 0,02% kol), perlit-ferritiska och perlitiska matris mikrostrukturer.
3.1.2 Ympning av gjutjärnslegeringar
Genom att tillsätta ympmedel underlättas bildningen av grafit i gjutjärn. Metoden minskar dessutom risken för vitt stelnande och åstadkommer en jämnare struktur och ökad hållfasthet.
Gjutjärnslegeringar är unika eftersom järn löser kol. Genom att legera järnet med kol sänks smältpunkten och genom att kolet kan utskiljas i form av grafit minskar kontraktionen vid stelnandet. Båda dessa egenskaper gör att gjutegenskaperna är gynnsamma.
Vid stelnandet kan det lösta kolet utskiljas i form av grafit i olika former. Detta är oftast det önskvärda stelningssättet, under förutsättning att grafitdegenererande och därmed hållfasthetsnedsättande ämnen som t.ex. Pb, Bi, As etc. saknas i järnsmältan. Om svalningshastighet är hög blir det svårare för kolatomerna att diffundera i smältan och hinna bilda den stabila formen grafit. Istället bildas en kemisk förening mellan järn och kol kallad järnkarbid eller cementit med formeln Fe3C.
Cementit
Cementiten som bildas vid stelnandet benämns primärcementit. ”Vitt stelnande” är en annan benämning eftersom brottytan är vitaktig. ”Kantvitt” är en annan benämning eftersom cementit lätt bildas där svalningshastigheten är högst vilket oftast är vid kanter på gjutgodset. Cementit har mycket hög hårdhet vilket gör att gjutgodset blir svårt att bearbeta. Materialets seghet och hållfasthet minskar. Gjutmässigt ökar risken för sugningar eftersom den minskning av kontraktionen som man får när grafit bildas uteblir. Hög svalningshastighet vilket oftast är fallet vid gjutning av tunnväggigt gods ökar risken för bildning av cementit. Även legeringsämnen påverkar bildningen av cementit. Krom är ett ämne som ökar risken medan kisel minskar tendensen till bildning av cementit.
Ympning innebär att man tillför kristallisationskärnor i en gjutjärnssmälta för att underlätta bildningen av grafit. De flesta ympmedel baseras på ferrokisel som legerats med olika ämnen till exempel aluminium, zirkonium eller strontium. Ympningen utförs direkt före eller samtidigt med gjutningen genom tillsats av ett finkornigt pulver. Tillsatsmängderna varierar mellan cirka 0,1 till 0.4 procent beroende på applikation. Ympningens ändamål kan sammanfattningsvis sägas vara att:
- Undvika vitt stelnande, det vill säga undvika bildning av primärcementit.
- Åstadkomma en jämnare struktur och ökad hållfasthet.
- Åstadkomma en jämnare och finare grafitutformning.
- Öka nodularitet och nodultal för segjärn.
- Minska tendensen för sugningar.
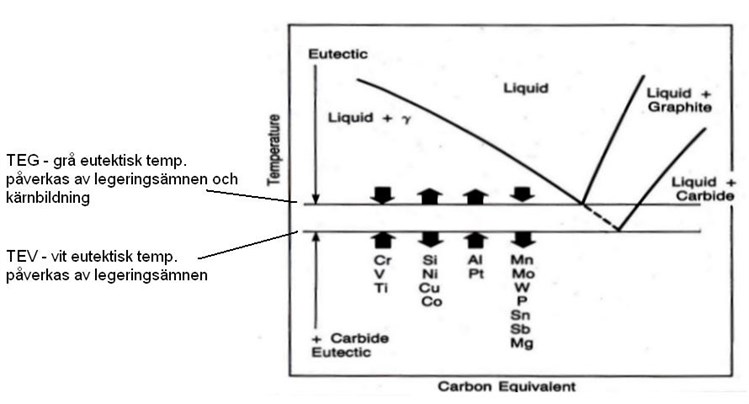
Den eutektiska temperaturen (TEG) för grått stelnande, det vill säga stelnande under utskiljning av grafit, är högre än för vitt stelnande (TEV) enligt illustrationen i följande figur:

Både den grå och den vita eutektiska temperaturen påverkas av olika legeringsämnen vilket framgår av nedanstående figur. Krom sänker TEG och höjer TEV vilket medför att risken för vitt stelnande ökar vid hög svalningshastighet. Kisel däremot höjer TEG och sänker TEV vilket gör att smältan kan tillåtas ha en betydande underkylning innan primärcementit bildas.
Den vita eutektiska temperaturen är en funktion av legeringsinnehållet och påverkas i princip inte av kärnbildningen i järnet. Den gråa eutektiska temperaturen däremot är en funktion av legeringsinnehåll och kärnbildning. Vid ympning påverkas därför den gråa eutektiska temperaturen. Temperaturen ökar genom att grafitutskiljningen vid effektiv ympning startar tidigt med minimal underkylning.
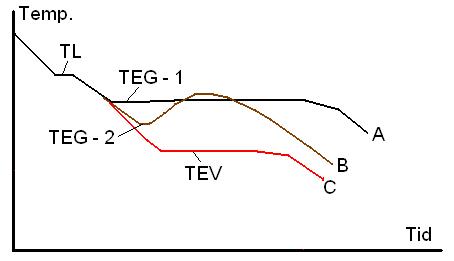
Ympningens effekt är att tillföra kristallisationskärnor till smältan så att utskiljning av grafit kan ske med ingen eller minimal underkylning. Med underkylning menas skillnaden mellan ideal eutektisk temperatur och verklig starttemperatur för det eutektiska stelnandet. För att studera stelningsförloppen används termisk analys där en smälta får stelna i en standardiserad provkropp samtidigt som man registrerar temperatur och tid så att en svalningskurva kan skapas. Figuren visar tre principiella svalningskurvor för en undereutektisk gjutjärnssmälta.
Svalningskurvorna uppvisar en platå när likvidustemperaturen (TL) uppnås och primäraustenit börjar utskiljas. Kurva A är en smälta med god kärnbildning. Underkylningen är praktiskt taget obefintlig och den gråa eutektiska temperaturen (TEG – 1) är hög. Kurva B är en smälta med sämre kärnbildning. Temperaturen måste sjunka betydligt lägre innan underkylningen är tillräcklig för att starta kärnbildning av grafit (TEG – 2). När utskiljning av grafit startar frigörs latent värme vilket medför att temperaturen ökar. Skillnaden mellan den övre och den undre eutektiska temperaturen kallas rekalesens (R). Typiska markörer för dålig ympning är en hög underkylning det vill säga låg TEG och en hög rekalesens.
Om svalningshastigheten är mycket hög och ympningen obefintlig eller om smältan exempelvis legerats med en hög andel krom kommer stelnandet att ske enligt det meta-stabila förhållandet så att kolet bildar primärcementit. Detta illustreras av kurva C. Eftersom det latenta värmet för cementit är lågt bildas ingen eller obetydlig rekalesens. Kurvan blir därför även kortare än A och B där grafitutskiljning ägt rum.
Vid grått gjutjärn växer grafiten i form av nästen av fjäll i direkt kontakt med smältan. Vid segjärn omges grafitsfärerna (nodulerna) som först bildas av ett hölje av austenit. Grafitatomerna som är lösta i smältan måste diffundera genom austenithöljet till grafitsfären. Detta gör att ympningsmekanismerna delvis skiljer sig vilket är förklaringen till varför vissa ympmedel passar bättre till segjärn. Magnesiumet i segjärn är en stark karbidbildare. Ofta behövs därför större mängd ympmedel för segjärn än för gråjärn. För effektiv ympning av gråjärn bör svavelhalten vara mellan 0.05 och 0.12 procent och mängden magnesium bör vara tio till tjugo gånger mängden svavel. Detta är gynnsamt för att bilda A-grafit.
Vid ympning av kompaktgrafit är ympmedelsmängden kritisk. En för kraftig ympning resulterar i att kärnbildning av noduler gynnas så att andelen kompaktgrafit minskar.
Ympningsmetoder
Ympning avser den teknik då man tillsätter olika legeringar, för det mesta kiselbaserade, till smältan strax före eller under gjutningen för att främja grafitbildningen under stelnandet och förfina stelningsstrukturen.
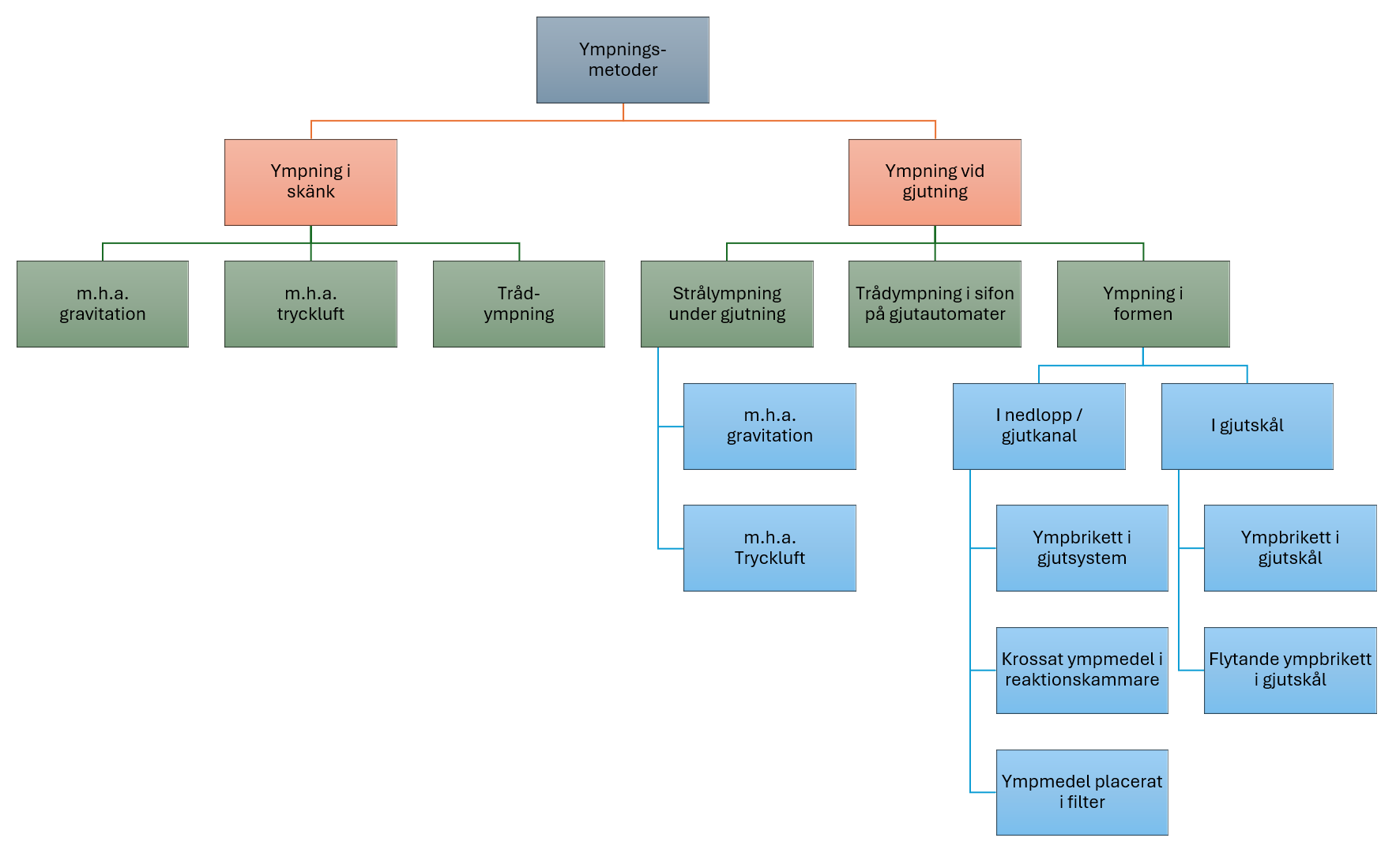
Ympning kan göras i gjutskänken, i gjutstrålen medan det smälta järnet hälls i formen eller i gjutformen. Vid segjärn görs ympningen under eller efter segjärnsbehandlingen. Nedanstående figur ger en översikt över de vanligaste ympningsteknikerna som idag mest används för gjutjärn. I det följande beskrivs några av dessa.
Figur 8. De vanligaste ympningsteknikerna.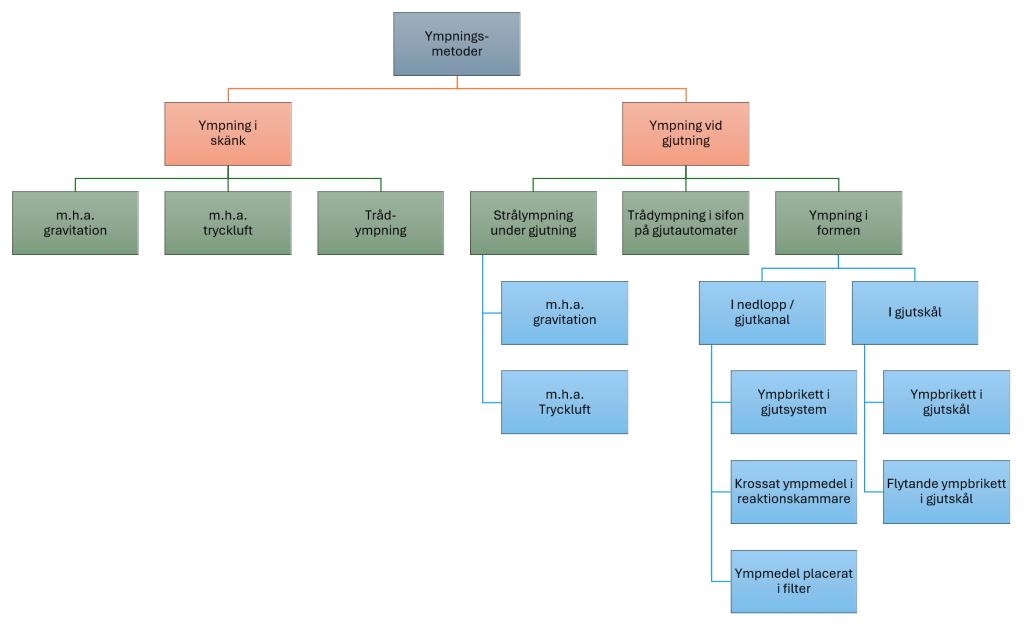
De kärnbildare som tillförs smältan genom ympningen har störst effekt direkt efter tillsatsen. Effekten avklingar gradvis och för de flesta ympmedel i stort sett förlorad efter ungefär tio minuter. Vid mindre produktionsvolymer är ofta ympning i skänken den första och enda ympningsoperationen. I vissa fall kompletteras denna ympning med en strålympning eller en formympning med ympkroppar placerade i ingjutsystemet. Vid användning av avgjutningsugnar sker ympning oftast i gjutstrålen eller i gjutsystemet.
Ympning i skänk
Att ympa i skänken är den enklaste och mest flexibla metoden för ympning. För att säkra den optimala upplösningen av ympmedel och utnyttja omröringseffekten rekommenderas normalt att tillföra ympmedlet till smältan när skänken är fylld till ungefär en fjärdedel.
Det finns följande tre huvudmetoder för ympning i skänk:
- Ympning i strålen när skänken fylls
- Tillförsel av fina ymppartiklar till smältastrålen med hjälp av tryckluft
- Trådympning. I detta fall förs en tråd, som innehåller ympmedlet in i strålen när skänken fylls.

Ympning vid gjutning
Ympning vid gjutning (sen ympning) omfattar tillförsel av ympmedel medan järnet hälls i formen eller direkt i formhåligheten. Detta är en teknik som ofta används i gjuterier, som använder automatiska eller mekaniska avgjutningsanordningar. Fördelar med denna teknik är eliminering av den vid skänkympning föreliggande avklingningseffekten, det vill säga att ympeffekten avtar med tiden. Erforderlig ympmedelsmängd minskas därigenom. Felaktigt utförd ympning kan dock medföra allvarliga problem såsom risk för icke upplösta ympmedelspartiklar i gjutgodset samt ojämn fördelning av ympmedlet.
Ympning vid gjutning kan delas upp i följande underkategorier:
- Strålympning
- Trådympning
- Ympning i formen
Strålympning kräver finkornigt ympmedel med en säker kemisk sammansättning. Figuren nedan visar principen för strålympning när tryckluft används för tillförsel av ympmedel. Ympmedlet förs från behållaren ner till en fördelningsbehållare och sedan vidare ner i strålen med hjälp av tryckluft när smältan hälls i formen. Strålympning används vanligtvis när man använder automatisk avgjutning i automatiska formningsliner.

Trådympning används bland annat vid avgjutningsugnar med gjutsifoner. Vid denna teknik förs en tråd innehållande ympmedlet in i avgjutningsugnens sifon när en form gjuts av. Det är viktigt vid både strålympning och trådympning att mängden ympmedel kan varieras med gjuthastigheten. Gjuthastigheten (kilo/sekund) är oftast olika beroende på gjutgodset utformning och varierar dessutom under gjutningen. Vid gjutningens början kan gjuthastigheten behöva vara upp till 30 procent högre än i slutet. Ympanordningarna måste kunna ställas in för olika gjutgodsdetaljer och även automatiskt kunna avpassa mängden ympmedel efter gjuthastigheten.
Vid ympning i formen, formympning, placeras ympmedlet direkt i ingjutssystemet, till exempel i en gjutkopp i nedloppet eller i en speciell kammare i ingjutssystemet. Ympmedlet för denna typ av ympning är krossat material, fina granuler paketerade i påsar eller förgjutna i form av kulor eller block. Till vänster i nedansteånde figur visas principen för formympning, där ympmedlet placeras under nedloppet. När smältan strömmar in i formhåligheten upplöses ympmedlet successivt i smältaströmmen, vilket resulterar i en effektiv ympningsprocess. Till höger i figuren visas formympning med användning av en reaktionskammare, som är placerad i ingjutssystemet.
Observera att vid användning av InMold-metoden där segjärnsbehandlingen sker genom att smältan passerar en reaktionskammare där en finkorning FeSiMg legering placerats behövs ingen ympning.

Val av ympningsmetod
Det finns ingen ympningsmetod som generellt passar för alla typer av gjutjärnsproduktion. Varje metod har sina fördelar och sina begränsningar. Valet av ympningsteknik är beroende av den specifika processen i det aktuella gjuteriet. Det slutgiltiga valet måste baseras på teknikens tillförlitlighet, vad materialet kan erbjuda samt värdet av den totala gjutgodsproduktionen. Några synpunkter på valet är följande:
- Skänkympning karakteriseras av en ganska hög tillsats av ympmedel (ofta 0,2 – 0,5 procent) och kan användas av gjuterier med såväl stor som liten produktion. Huvudproblemet med skänkympning är avklingningseffekten.
- Tryckluftsinblåsning av ympmedel och trådympning direkt i gjutstrålen eliminerar problemen med avklingning. Tillsatsen är ofta 0,1 till 0,2 procent.
- Formympning med till exempel block av ympmedel placerade i ingjutssystemet är en annan effektiv efterympningsteknik för eliminering av avklingningsproblem. Problemen är att upplösningen av ympblocket är låg i början och att ympblocket kan vara förbrukat innan gjutningen avslutats. För att förhindra att ympmedel som inte har lösts upp kommer in i gjutgodset rekommenderas användning av filter både vid strål- och formympning.
Optimering av ympningsprocessen
Ympning avser att tillföra kärnbildare för kristallisationen av kol till grafit. Kärnbildarna har olika effekt och verkningstid beroende på ympmedlets sammansättning. Inget av detta kan kvantifieras med kemisk analys och för att kunna optimera ympningen måste man kunna mäta effekterna.
En praktisk metod är termisk analys där ett prov får stelna i en standardiserad provkropp under mätning av tid och temperatur i centrum av provkroppen. För att testa effekten av olika ympmedel måste provkroppar utan tillsats av tellur användas. Den termiska analysen skall ju visa hur grafitutskiljningen sker. (Provkroppar med tellur gör att allt kol utskiljs som cementit).
När kol, som är löst i smältan, kristalliserar och bildar grafit i form av fjällgrafit, kompaktgrafit eller noduler frigörs latent värme. Den latenta värmen (stelningsvärmet) för grafit är hög –cirka 3600 Joule/gram – jämfört med austenit – cirka 210 Joule/gram – som också utskiljs vid det eutektiska stelnandet.
En överslagsberäkning visar att man med termisk analys kan mäta utskiljning av grafit med ganska stor noggrannhet. Smältan i en provkropp (Typ Elektronite) väger ungefär370 gram. Specifika värmet för gjutjärn vid den eutektiska temperaturen är ungefär 0,8 J/g/C. Om vi antager att 1 gram kol bildar grafit så kan den teoretiska temperaturökningen beräknas till cirka 12 grader (3600/(0.8*370)). Mätnoggrannheten med kommersiella termiska analyssystem är cirka +/- 1,2 grader vilket medför att man skulle kunna detektera utskiljning av 0,1 gram grafit. Den totala mängden eutektisk grafit för en gråjärnslegering med en kolhalt av 3,4 procent är cirka 1,4 procent (resten är löst i austenit) vilket motsvarar 5,2 gram i provkoppen. Upplösningen blir då runt två procent (0.1*100/5.2) vilket torde vara fullt tillräckligt för att kunna avläsa skillnader vid provning av olika ympmedel. Den viktigaste delen av svalningskurvan för att testa olika ympmedel är den lägsta temperaturen vid det eutektiska stelnandet TEu (Temperatur Eutektisk undre). Desto lägre TEu är innan stelnandet börjar desto större är underkylningen. Större underkylning innebär allt sämre ympeffekt. Vid hög underkylning så att TEu närmar sig den vita eutektiska temperaturen (TEV Temperatur Eutektikum Vit) finns risk för bildning av cementit.
En annan metod är att gjuta ett så kallat. kilprov. Efter gjutning bryts kilen på mitten så att strukturen framträder. I kilens spets är svalningshastigheten mycket hög vilket gör att kolet oftast utskils som cementit. Längre bort från spetsen minskar svalningshastigheten och det bildas en melerad zon av cementit och grafit vilken succesivt övergår till en ren grafitisk zon. Genom att mäta djupet på cementitzonen får man ett mått på kärnbildningen. Den termiska analysen har fördelen att den är oberoende av vem som utför den samt att den ger mer information om hela utskiljningsförloppet av grafit fram till att smältan stelnat helt och solidustemperaturen uppnåtts.
Sambandet mellan svalningshastighet, svalningskurva och kilprov framgår av nedanstående illustration:

Ympningsmetod
Vid optimering av ympmedel måste man ta hänsyn till ympningsmetoden och hur avgjutning sker. Om ympning sker direkt i gjutstrålen eller i gjutformen så behöver man inte beakta avklingningseffekten. Vid skänkympning är avklingningseffekten en väsentlig faktor beroende på hur länge gjutningen varar. Ibland kan det vara nödvändigt att anpassa mängden i gjutskänken så att avgjutning kan ske innan avklingningen gått för långt. Skillnad i avklingningstid kan vara ganska stor beroende på ympmedlets sammansättning och gjuttemperatur. Oftast sker ympningen genom tillsats av en fast procentuell tillsats av det ympmedel som man funnit vara optimalt med hänsyn till effekt och ekonomi. I praktiken varierar kärnbildningen i basjärnet beroende på variation i chargen och smältsättet. Därför måste man använda en ympmedelsmängd som är tillräcklig även när kärnbildningen i basjärnet är lägre än normalt. Med hjälp av termisk analys kan man då och då mäta kärnbildningen i basjärnet och anpassa ympmedelsmängden. Detta kallas ”dynamisk ympning” och finns implementerat i ATAS-systemet. Effekten är en lägre förbrukning av ympmedel samt att överympning undviks.
Optimeringsmetod
För att finna en optimal ympprocess måste man ta hänsyn till många olika faktorer. Idealt är att på ett standardiserat sätt testa olika ympmedel och studera effekten med hjälp av termisk analys och strukturkontroll med mikroskopi.
Ett lämpligt sätt är att använda en skänk som rymmer cirka fem kilo och i den göra en markering så att man får samma mängd varje gång. Ett lämpligt termiskt analyssystem samt provkoppar utan tellur måste också finnas. Vid provning kan man väga upp lämpliga mängder som till exempel 5 gram som då motsvarar 0,1 procent av den totala mängden.
Vid provning fylls först ett kilo i skänken och därefter tillsätts ympmedlet i strålen. Därefter gjuter man provkroppen och svalningskurvan registreras.
Det första kriteriet är att hitta det ympmedel som har bäst effekt med lägsta tillsats. Detta kan göras genom att studera ökningen av den undre eutektiska temperaturen (TEG) vid olika ympmedelsmängder. När TEG inte längre ökar har man funnit den optimala mängden. Metoden framgår av nedanstående diagram:
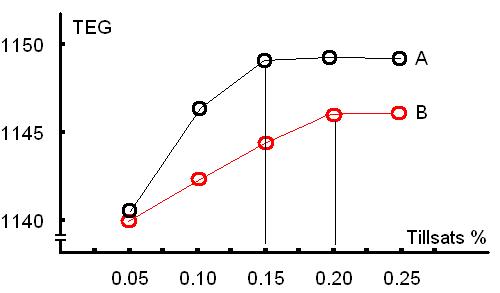
Ympmedel A nådde optimal effekt vid en tillsats av 0,15 procent medan det behövdes 0,2 procent för ympmedel B. Ympmedel A var dessutom gynnsammare eftersom jämnviktstemperaturen för TEG var högre.
Om ympning sker i en skänk och gjutningstiden är lång så bör man även studera avklingningstiden. Detta sker genom att man gjuter prover med de optimala tillsatser man funnit för respektive ympmedel vid olika tidpunkter. Det termiska analyssystemet måste vara utrustad med minst två provstationer eftersom provtiden är ungefär fyra minuter.
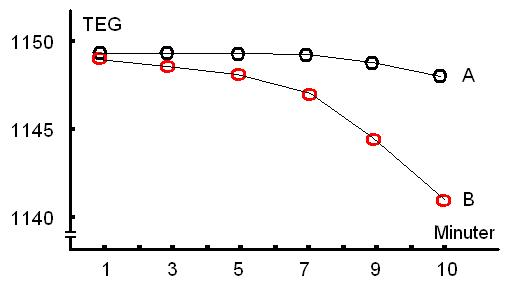
I illustrationen avklingar ympmedel B märkbart redan efter 5 minuter medan ympmedel A har god effekt i upp till 9 minuter. Om ympmedel B används vid skänkgjutning och gjutningen pågår längre än 5 minuter så finns risk för cementitutskiljning. En annan negativ effekt är att den verkliga eutektiska punkten flyttas åt höger i fasdiagrammet eftersom TEG sjunker. Resultatet blir att legeringen blir alltmer undereutektisk med större risk för makrosugningar. Detta gäller speciellt för segjärn.
Val av ympmedel
De flesta ympmedel består av en ferrokisellegering (FeSi) med cirka 65 till 75 procent kisel. Hög kiselhalt gör att legeringen löser sig lätt och blir exotermisk. En ren FeSi legering har visat sig ha dålig ympeffekt. Små tillsatser av olika legeringsämnen påverkar ympeffekten. Vanliga tillsatser är aluminium (Al), kalcium (Ca), barium (Ba), vismut (Bi), cerium (Ce), lantan (La), strontium (Sr), och zirkon (Zr). I vissa fall används sällsynta jordartsmetaller (vanligen benämnda REE efter engelskans Rare Earth Elements) som ofta består av cerium och lantan.
Samtliga tillsatser gör att risken för cementitbildning reduceras. En mängd olika kommersiella ympmedel finns där man kombinerat två eller flera av legeringsämnena för att ge speciella effekter. För segjärn finns speciella ympmedel som innehåller svavel, syre och i en del fall cerium. Ympmedlet ger en jämn grafitutskiljning över stelnandet så att grafitexpansionen har effekt även i stelnandets slutskede vilket förhindrar uppkomst av mikrosugningar. Ympmedel som ger ett högt nodultal och en stor andel små noduler är ett tecken på att kärnbildningen och därmed expansionen pågått gradvis med succesivt nybildning av noduler under hela stelningsförloppet.
Aluminium är viktig för kärnbildning, speciellt i gråjärn. Aluminiumhalten bör vara 0,005 – 0,1 procent i det färdig järnet. Ympmedel som innehåller aluminium kan användas om man vill öka halten på ett kontrollerat sätt. Ympmedel innehåller ofta 0,5 – 4 %. Observera att för hög aluminiumhalt (>0.1 %) måste undvikas eftersom det ökar risken för vätebaserade stickblåsor (pinholes) vid gjutning i råsandsformar.
Barium har en god effekt både för grå- och segjärn. Effekten är gynnsam för gråjärn med låg svavelhalt (<0.05 procent). Halten brukar vara mellan 1 – 3 procent i kommersiella ympmedel. Barium reducerar avklingningstiden och passar därför bra vid skänkgjutning där det kan ta lång tid innan alla gjutformar fyllts.
Vismut används i vissa ympmedel för att öka nodultalet och för att minska sugningstendensen.
Kalcium förekommer i halter mellan 0,1 till 3 procent. Hög andel gör att slagg lätt bildas vilket gör att ympmedel med hög kalciumhalt inte bör användas för strålympning.
Cerium förekommer i en del ympmedel för segjärn. Halter på 1 – 2 procent är vanligt. I högre halter kan cerium ge upphov till primärcementit och chunky grafit i segjärn.
Lantan i halter på upp till 1 procent har för segjärn visat sig vara effektivt för att minska risken för primärcementit och även för att minska risken för sugningar.
Strontium i halter mellan 0,5 och1 procent ger en kraftig reduktion av cementitbildning samtidigt som antal eutektiska celler inte ökar speciellt mycket vid ympning. Vid gjutning med gråjärn är detta gynnsamt eftersom det minskar risken för sugningar. Ympmedel med strontium är ganska rena och passar därför även vid strålympning. För full effekt vid gråjärn är det viktigt att svavelhalten är minst 0,06 procent. Vid lägre svavelhalter finns ympmedel där strontium kombinerats med zirkonium.
Zirkonium passar för gråjärn med svavelhalter högre än 0,04 procent och även för segjärn. En annan effekt är att Zirkonoim förenar sig med kväve och bildar zirkonnitrid vilket gör att risken för kväveblåsor (kommablåsor) minimeras i gråjärn.
Val av kornstorlek och tillsats
Kornstorleken väljs med hänsyn till tillsatsmetoden. Om tillsatsen sker genom strålympning bör en kornstorlek mellan 0,2 och 0,7 millimeter väljas. Tillsatsen är normalt mellan 0,1 och 0,15 procent.
För skänkympning brukar man välja en kornstorlek mellan 1 och 2 millimeter för mindre skänkar (<500 kg) och 2 och 5 millimeter för större skänkar. Tillsatsen är normalt 0,15 till 0,25 procent för gråjärn och 0,2 till 0,4 procent för segjärn.
Defekter orsakade av felaktig ympning.
Felaktig ympning kan resultera i olika typer av gjutgodsdefekter:
- För stor mängd ympmedel med hög andel kalcium kan ge upphov till slaggliknande inneslutningar.
- Överympning av gråjärn med ympmedel som ökar celltalet kan medföra risk för sugningar.
- Överympning av segjärn kan resultera i kluster av små noduler.
- För kraftig ympning av gråjärn kan resultera i inträngningar i ”hot-spots” i formsanden.
- Ympning med för grovkornigt ympmedel och eller ympning vid för låg temperatur (<1300 C) kan resultera i inneslutningar av ympmedel. Kan ge problem vid bearbetning.
- Felaktig inställning av automtisk strålympning kan resultera i att ympningen startar för tidigt och/eller avslutas långt efter att avgjutningen är klar vilket kan resultera i att ympmedel sprids på överdelen av formen. Ympmedlet blandas sedan i formmassan och kan ge upphov till ytdefekter på gjutgodset.
- Ympmedel med för hög andel aluminium kan ge upphov till ”pinholes” speciellt vid gjutning i råsandsformar.
- Ympmedel kan variera från leverans till leverans. Kornstorlek och sammansättning kan variera. Som en kvalitetssäkringsrutin bör ympmedlet kontrolleras genom att ett prov kontrolleras med termisk analys.
3.1.3 Processtyrning av gjutjärnslegeringar
För ett gjuteri är förmågan att kunna kontrollera och styra smält- och behandlingsprocesser så att önskade egenskaper och beteenden under stelnandet uppnås väsentlig för att nå framgång. Variationer i processerna orsakar olika typer av metallurgiskt betingade kassationer och att fysikaliska egenskaper inte uppnås i gjutgodset.
För att kunna styra smält- och behandlingsprocesser för gjutjärnslegeringar krävs kunskaper om orsak och verkan samt möjlighet att kunna mäta viktiga parametrar och även att kunna ändra dessa. Gjutjärn är bland de mest komplicerade legeringarna på marknaden.
Det unika är att järn kan lösa kol och att kolet vid stelnandet kan omvandlas till olika former av grafit och även till en kemisk förening med järn kallad cementit eller järnkarbid. Detta är en process där en och samma kemiska sammansättning av en legering kan ge olika stelningsbeteenden och därmed egenskaper beroende av dynamiska faktorer som kärnbildning under stelnandet. Kemiska analysmetoder (spektrometer) visar vilka grundämnen som finns i ett prov samt deras andelar. Däremot får man ingen vetskap om hur grundämnena är kombinerade och vilken effekt det kan få. Att effektivt kunna styra smält- och behandlingsprocessen enbart med kemisk analys är inte möjligt. Termisk analys är en effektiv metod för att kunna registrera stelningsförloppet för en legering. Svalningskurvan från ett prov kan kopplas till tillståndsdiagrammet för legeringen eftersom olika faser som skiljs ut ur smältan har olika latent och specifik värme vilket påverkar svalningshastigheten och därmed kurvans form. För att kunna använda termisk analys för processkontroll och styrning måste analysprovet tillåtas att stelna i standardiserade provkoppar utan tillsats av karbidbildande tellur.
I det följande beskrivs hur olika faktorer påverkar stelnandet och hur en kombination av kemisk och termisk analys kan användas för att kontrollera och styra smält- och behandlingsprocesser av gjutjärnslegeringar.
I ett projekt tillsammans med Svenska Gjuteriföreningen utvecklade NovaCast ett processtyrningssystem kallas ATAS (Adaptivt Termiskt Analys System) som kombinerar termisk analys och kemisk analys. I några fall i texten och skärmbilder refereras till ATAS.
Termisk analys av gjutjärnslegeringar
Termisk analys av gjutna legeringar består i att en smälta fylls i en standardiserad provkropp. Temperaturen mäts under stelnandet, oftast via ett termoelement placerat i mitten av en provkropp. Temperaturen registreras kontinuerligt samtidigt med tidsangivelser. Data från stelnandet kan därmed representeras som en kurva med tiden på X-axeln och temperaturen på Y-axeln. Grunden för termisk analys är temperaturerna för begynnande stelning (likvidus TL) och avslutat stelnande (solidus TS), vilka är beroende av legeringens sammansättning. Till grunden tillhör också att de olika faser som utskiljs under stelnandet har olika specifik värme (J/kg, C) samt olika latent värme (J/kg). Detta gör att svalningskurvan kan användas för att representera (känna igen) olika legeringssammansättningar och stelningssätt.
Genom tillkomsten av fasdiagram blev det möjligt att kombinera termisk analys med fasdiagram så att man kunde kvantifiera olika faser, ämnen och parametrar som representerade smältans beteende under stelnandet. De första systemen för termisk analys baserades på användning av provkoppar av skalsand med ett centralt placerat termoelement. I koppen fanns en pasta innehållande tellur. Tellur är ett starkt karbidstabiliserade ämne vilket medförde att provet stelnande under bildande av cementit (Fe3C). Två temperaturplatåer kunde identifieras i svalningskurvan nämligen likvidustemperaturen och den vita eutektiska temperaturen. Med hjälp av dessa kunde man beräkna kolekvivalenten, kolhalten och kiselhalten under förutsättning av att fosforhalten var känd.
Metoden började användas redan på 60-talet och kunde delvis ersätta förbränningstekniska och våtkemiska metoder. I och med spektrometerteknikerna införande minskade behovet av denna typ av termisk analys. En nackdel med tekniken är att den svalningskurva man registrerar inte representerar hur kol utskiljs som grafit vilket är en av de viktigaste faktorerna för att kunna använda termisk analys för processkontroll och styrning.
I och med datorernas införande blev det möjligt att enkelt registrera och analysera svalningskurvor från prover som gjutits i provkoppar utan tellur. Kurvorna kunde därmed representera vad som händer i gjutgodset under stelnandet.
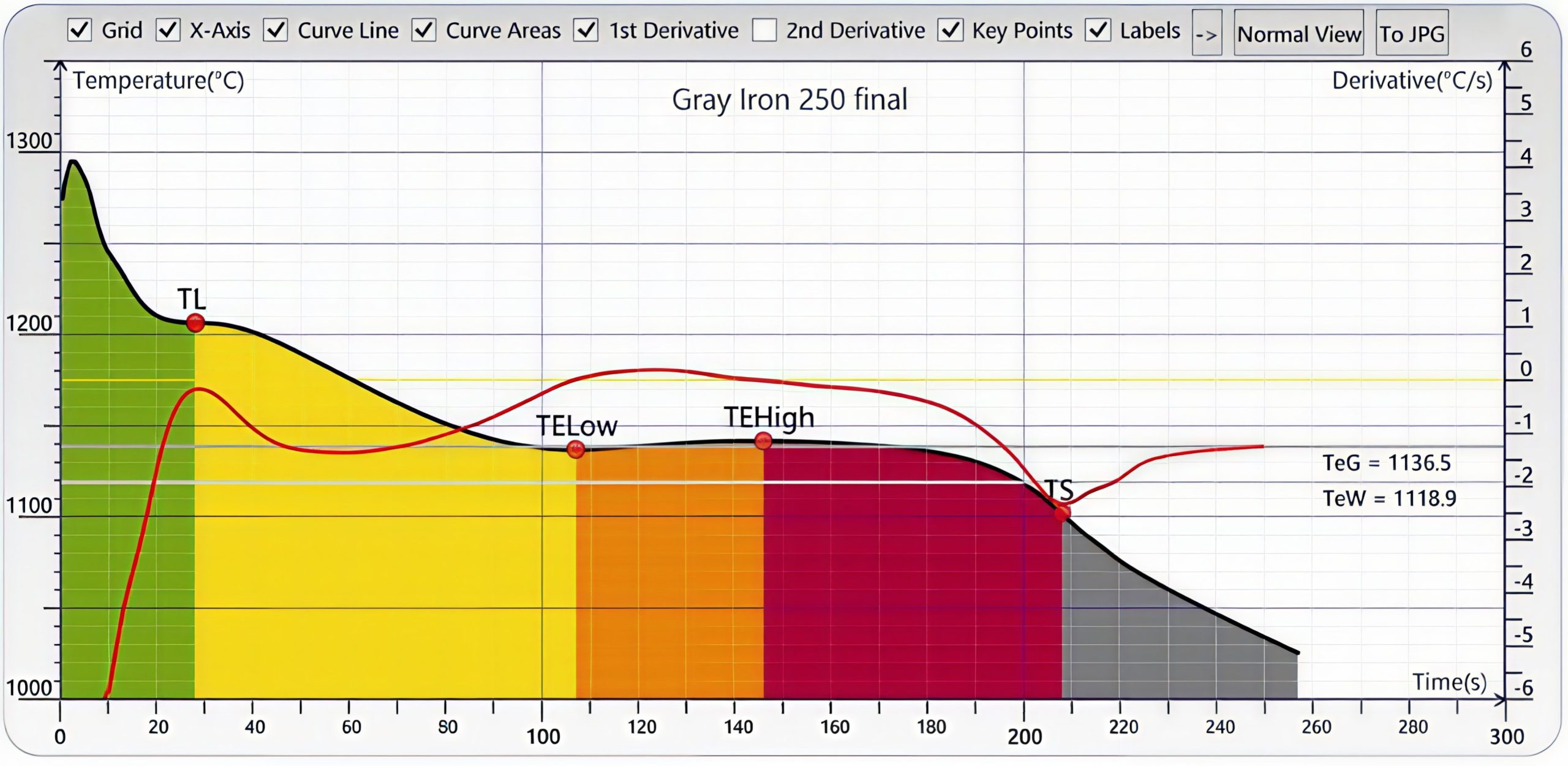
Figur 15. Typisk kurva för gråjärn.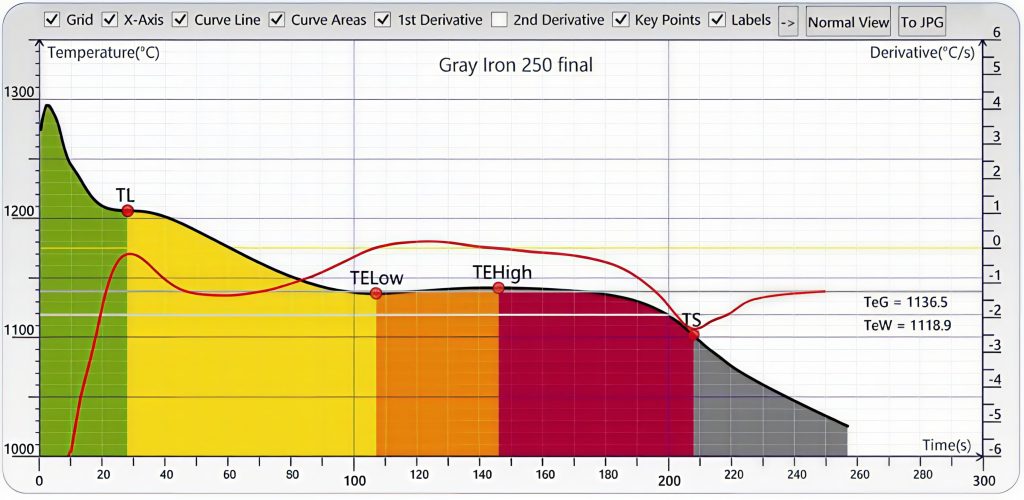
Figuren visar en typisk kurva för ett grått gjutjärn. Den första platån på kurvan representerar likvidustemperaturen (TL) som är en funktion av den kemiska analysen främst kol, kisel och fosfor. Detta sammanfattas i begreppet kolekvivalent enligt formeln CEL=C+Si/4+P/2.
Nästa hållpunkt är den undre eutektiska temperaturen (TElow) vilken indikerar att utskiljningen av grafit och frigörande av latent värme balanserar värmeförlusterna från provkroppen. Den ökande grafitutskiljningen gör att temperaturen stiger till en högsta temperatur kallad den övre eutektiska temperaturen (TEhigh). Skillnaden TEhigh – TElow kallas rekalesens (R) och är ett mått på hur kraftig grafitutskiljningen är i det första skedet. Stelnandet är avslutat när solidustemperaturen (TS) uppnåtts. Den röda kurvlinjen i figuren är första derivatan av grundkurvan. Den visar svalningshastigheten (grad/sekund) i varje ögonblick. Derivatan gör det möjligt att enkelt definiera de olika hållpunkterna. TElow är till exempel temperaturen när grundkurvan skär nollinjen (den gula linjen) för första derivatan. TS nås när första derivaten nått sitt minimum. De olika parametrarna samt olika ytor och tider kan användas för att definiera en kurva. På så sätt kan man jämföra olika kurvor. För processkontroll gäller det att identifiera kurvor från framgångsrika gjutresultat och skapa ett ”fingeravtryck” för godkända smältor.
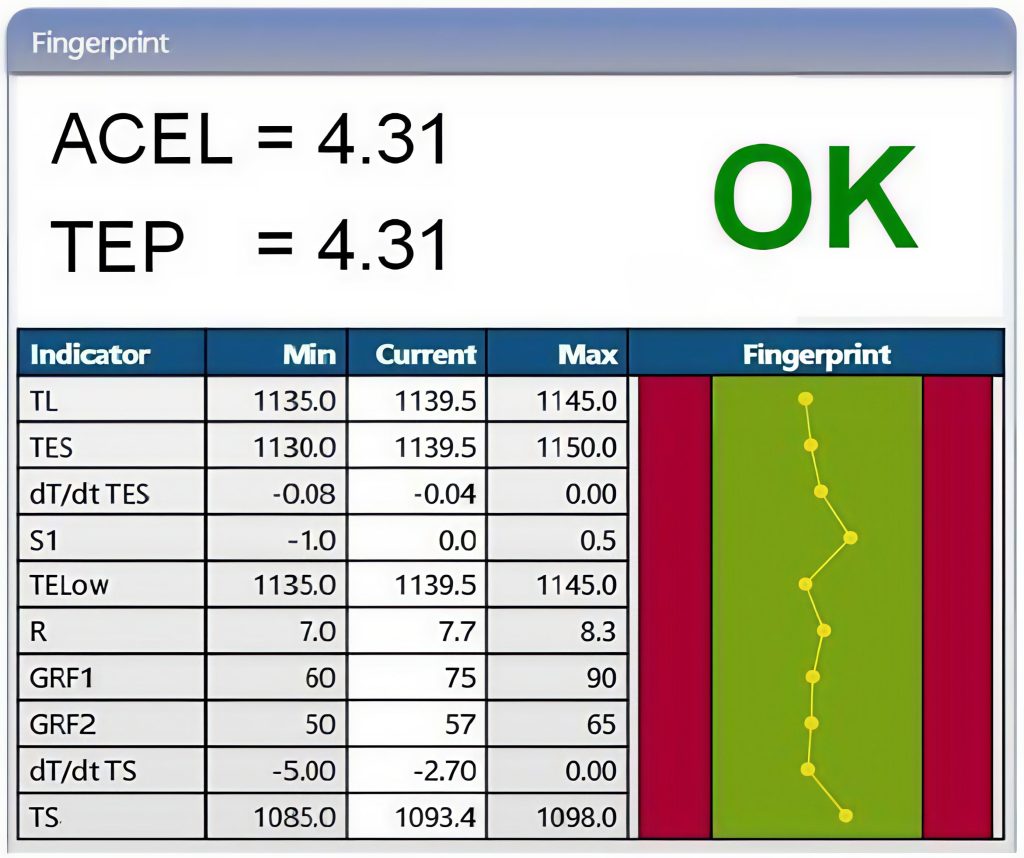
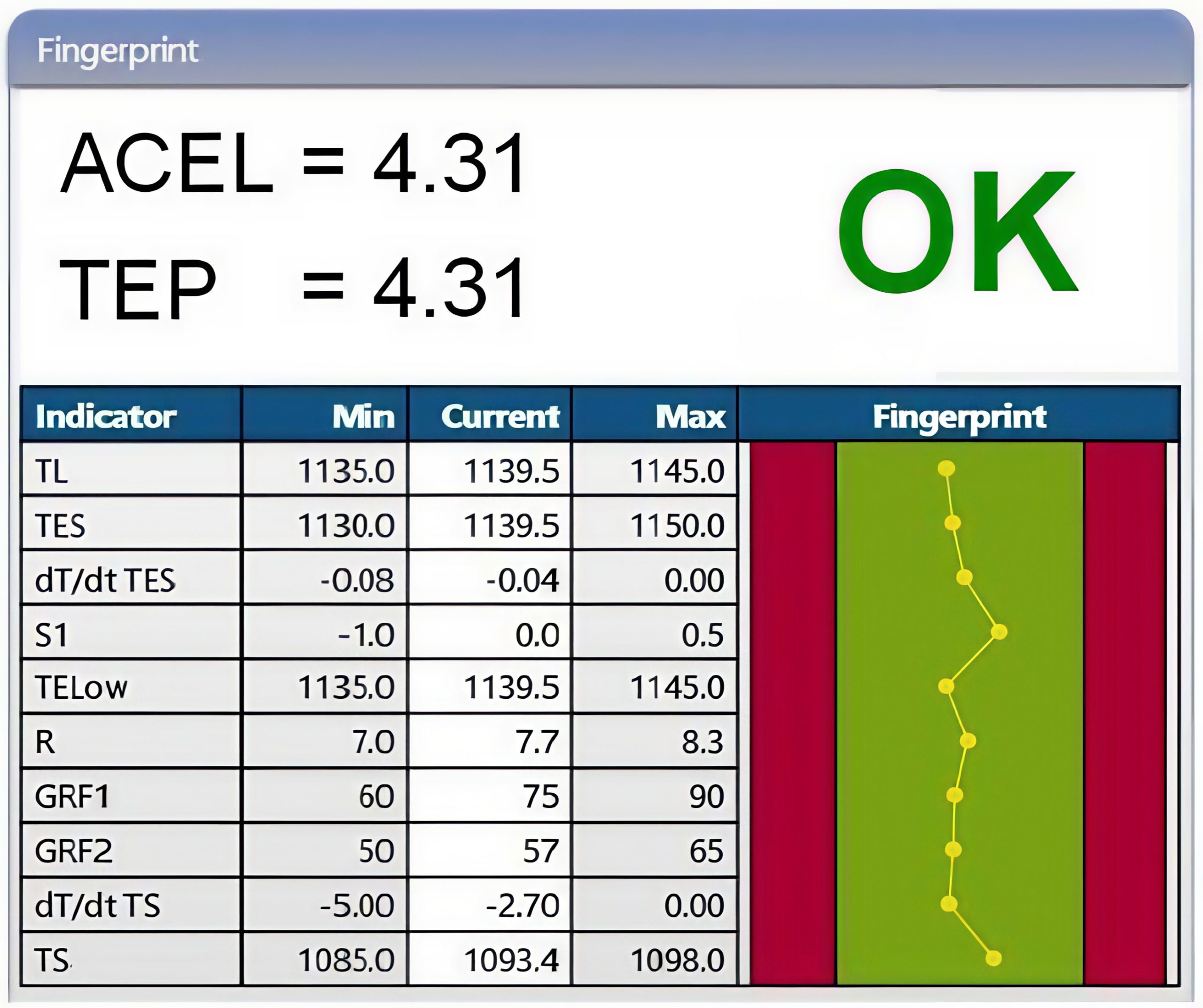
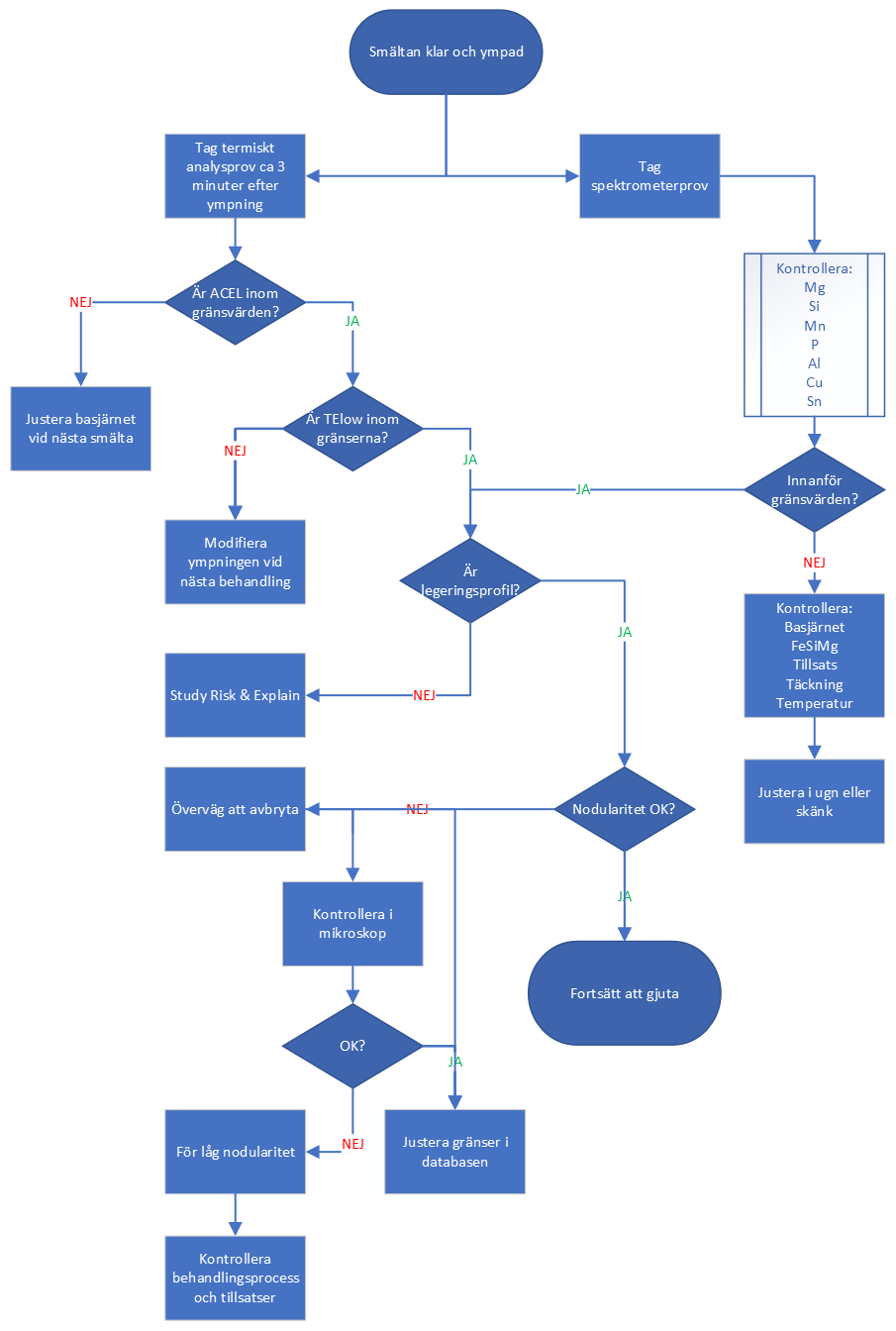
Figuren nedan visar en skärmbild från ATAS systemet och ett ”fingeravtryck” från en smälta som datorn analyserat och funnit att provet ligger inom acceptabla gränsvärden. Vi att ett regelbaserat expertsystem kan datorn analysera risk för olika metallurgiska gjutfel och ge tips om korrigerande åtgärder.
Kol i gjutjärn
Kol är det viktigaste grundämnet i gjutjärn. För flera tusen år sedan upptäckte man att kol kraftigt sänker smälttemperaturen för järn vilket blev starten för gjutjärnsmetallurgin. Kol har atomnummer 6 och atomvikt 12. Densiteten är 2,26 g/cm3 och smältpunkten 3500°C. Det latenta värmet är högt, ungefär 3600 Joule/gram. Kol är lösligt i järn och nickel (det betyder alltså att det inte behöver smälta för att gå i lösning). Det normala är att analysera kolhalten i en smälta med hjälp av ett spektrometerprov eller med ett förbränningsprov typ Leco. Det man då får fram är den totala kolhalten i provet vilket tyvärr inte alltid är det relevanta för att kunna styra processen.
Den uppmätta, totala kolhalten, kan nämligen finnas i flera former:
Oupplösta mikroskopiska grafitpartiklar.
Kol som varit löst i smältan och utskiljts som grafit (det viktiga!).
Kol som varit löst i smältan och utskiljts som cementit och andra karbider.
Kol som varit löst i austenit och utskiljts som grafit i fast tillstånd.
Kol som varit löst i austenit och utskiljts som cementit (perlitbildning) i fast fas.
Figuren nedan visar ett mikrofoto av gråjärn med oupplösta grafitpartiklar (stora svarta partiklar). Vid smältning i en elugn kan det ta upp till 20 minuter innan vissa typer av uppkolningsmedel gått i lösning.

Det viktiga ur processtyrningssynpunkt är att kunna mäta utskiljningen av grafit från det kol som varit löst i smältan. Att med kemisk analys mäta den totala kolhalten ger därför endast en ungefärlig figur av vad som kan ske under stelnandet.
Utskiljning av grafit sker under utveckling av latent värme cirka 3600 Joule/gram vilket kan registreras i svalningskurva som en minskning av svalningshastigheten och till och med en ökning av smältans temperatur (rekalesens).
När kolatomerna kristalliserar som grafit ökar volymen eftersom densiteten för grafit är 2,2 g/cm3 mot 6,9 för gjutjärn vid 1150°C. Det är alltså enbart det kol som varit löst i smältan och som kristalliserar som grafit som har inverkan på smältans beteende för att bland annat. förhindra sugningar.
Processtyrning med enbart kemisk analys räcker inte
I de flesta gjuterier styr man smältprocessen med hjälp av kemisk analys och temperaturkontroll. Principen är att de olika grundämnena skall ligga inom vissa gränsvärden. En smälta kan exempelvis anses godkänd om kolhalten ligger mellan 3,30 och 3,45 procent, kiselhalten mellan 2,0 och 2,2 procent och fosforhalten mellan 0,05 och 0,1 procent. Om vi använder formeln CEL= C+Si/4+P/2 för att beräkna kolekvivalenten så blir ytterligheterna 3,83 och 4,05 procent. Detta innebär en variation av likvidustemperaturen om cirka 25°C. En sådan variation är naturligtvis oacceptabel om man gör anspråk på att kunna styra sin process. (OBS formeln med Si/3 ger för hög CEL och stämmer inte med termisk analys).
Om vi dessutom tar hänsyn till att noggrannheten vid en spektrometeranalys ligger runt +/- 0.05procent för kol och +/-0.03 procent för kisel och fosfor så kan variationen bli ännu större. Eftersom även andra ämnen än kol, kisel och fosfor påverkar den verkliga kolekvivalenten exempelvis. löst syre och aluminium så kan variationen i verkligheten ligga runt +/- 0,08 procent i extremfall.
Ofta tar man dock inte hänsyn till detta utan tar analysen från spektrometern som om noggrannheten var +/- 0! Att styra processen genom att ligga inom vissa gränsvärden för kol och kisel ger som visats ovan alltför stor variation i likvidustemperaturen. Detta sker ofta utan att de som gör analysen inte är medvetan om det. Oönskade variationer i likvidustemperaturen leder till olika mängd primärt utskild austenit eller primärgrafit, vilket påverkar fysikaliska egenskaper (speciellt för gråjärn) och kan ge upphov till olika gjutgodsfel.
Grunden är att kunna styra den aktiva kolekvivalenten
Likvidustemperaturen visar den sammanfattande inverkan av alla ämnen och gaser som påverkar begynnande stelnande dvs det som kallas likvidus. Likvidustemperaturen (TL) är en funktion av den verkliga kolekvivalenten som vi i fortsättningen kallar den aktiva kolekvivalenten (ACEL). Sambandet för en undereutektisk smälta är ACEL= 14,45 – 0.0089*Likvidustemperaturen. Med bra mätutrustning kan vi mäta likvidustemperaturen med en noggrannhet av cirka +/- 1,2 °C. Om vi använder formeln ovan för att beräkna ACEL får vi en noggrannhet av cirka +/- 0,01 procent, det vill säga kanske upp till åtta gånger noggrannare än om man beräknar kolekvivalenten baserat på kemisk analys. En av de viktigaste faktorerna i gjutjärnmetallurgi är att kunna kontrollera den aktiva kolekvivalenten med en hög noggrannhet. För gråjärnslegeringar är fysikaliska egenskaper direkt beroende av ACEL. För segjärn påverkar ACEL bland annat nodularitet och sugningsbenägenhet. Variation i ACEL kan för båda legeringstyperna även leda till ökad risk för vissa gjutgodsdefekter som kallflytningar, sugningar, blåsor med mera.
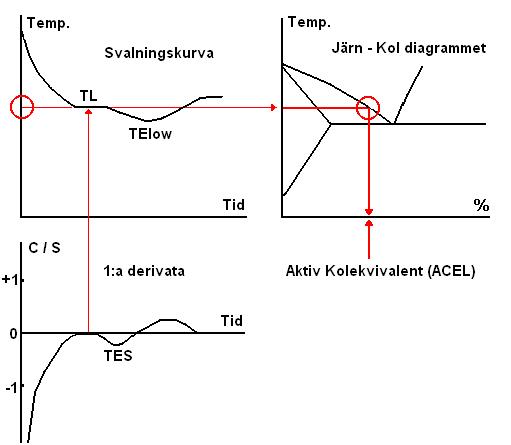
Illustrationen visar en svalningskurva för ett undereutektiskt järn, dess derivata (=svalningshastighet) och fasdiagrammet. TES är starten för det eutektiska stelnandet. Vid TElow är värmeutveckling från grafitutskiljningen tillräckligt stark för att temperaturen skall öka i provkroppen.
Hur kan man mäta aktiv kolekvivalent med tillräcklig noggrannhet?
Med traditionell termisk analys där man gjuter en provkopp som innehåller ungefär ett halvt gram tellur så kan man bestämma likvidustemperaturen och den ”vita” eutektiska temperaturen. På grund av att tellur kokar vid runt 980°C och är inblandad med en pasta får man dels effekten att det blir svårt att fylla provkoppen på grund av kokning av tellur, dels att likvidustemperaturen påverkas så att den visar större variation och normalt ett antal grader högre temperatur än om en provkopp utan tellur används. Om man vill ha en hög noggrannhet vid mätning av likvidustemperaturen rekommenderas att en provkopp utan tellur används. Tillsatsen av tellur gör att kolet som är löst i smältan bildar cementit (Fe3C) vilket medför att ett prov med en ”tellurkopp” inte ger någon som helst information om hur en smälta kommer att bete sig under stelnandet eftersom den viktiga grafitbildningen undertrycks. Det enda motivet med att använda en ”tellurkopp” är att man kan fastställa den meta-stabila (vita) eutektiska temperaturen. Den ”vita” eutektiska temperaturen är en funktion av halterna av bl.a. kisel, fosfor, krom och molybden. Den är därför värdefull som en referenstemperatur. Vid traditionell termisk analys används den vita eutektiska temperaturen för att beräkna kiselhalten. Kisel sänker temperaturen med cirka 11,6 grader och med en mätnoggrannhet av +/- 1,2 °C blir noggrannheten för kisel +/- 0,1 procent. Dessutom påverkar andra ämnen som fosfor, krom och molybden varför noggrannheten blir +/- 0,12 procent. Eftersom flera ämnen påverkar den ”vita” eutektiska temperaturen (TEwhite) bör det man beräknar kallas kiselekvivalent (kisel. Kisel bestäms därför bäst med en spektrometer
Skissen visar en svalningskurva (den övre röda) som stelnat med utskiljning av grafit vilket gjort att temperaturen ökat (på grund av det höga latenta värmet: kol till grafit) under det eutektiska stelnandet. Den undre kurvan representerar exakt samma smälta men som påtvingats ett ”vitt” stelnande genom användning av en provkopp med tellur så att kolet bildat cementit.

Är den traditionella termiska analysen med Tellur noggrann?
Termisk analys baserat på vitt stelnande genom att använda Quik-Cups med en tellurpasta har varit i bruk sedan åtskilliga decennier. Systemet visar kolekvivalent (CE), kol (C) och kisel (Si). Principen är att man använder likvidustemperaturen (TL) för att beräkna kolekvivalenten (CE). Eftersom tellurpastan gör att det är svårt att fylla koppen på ett reproducerbart sätt och eftersom den även påverkar temperaturen blir noggrannheten sämre än om likvidustemperaturen bestäms med en kopp utan tellur. Kisel bestäms genom att mäta den vita eutektiska temperaturen (TEwhite). Ofta används en enkel formel baserad på att en procent kisel sänker TEwhite med 11,6°C.
En typisk formel är: Si=(1147-TEwhite)/11,6 + korrektion för fosfor
Problemet är att TEwhite som tidigare visats inte bara beror på kisel utan även på fosfor, krom, mangan och flera andra grundämnen. Det man bestämmer är alltså inte kisel utan en slags kiselekvivalent. När man bestämt kolekvivalenten och kisel kan man beräkna kolhalten med sambandet C = CEL – (Si+P)/3. Noggranheten blir dock låg cirka +/- 0,1 procent,
Termisk analys med tellurkoppar var värdefull på tiden före spektrometrarnas intåg. Idag är metoden inte lämplig för processtyrning dels på grund av den låga noggrannheten dels på grund av att den inte visar det väsentliga, nämligen hur det stabila stelnandet med utskiljning av grafit sker.
Aktivt kol
Aktivt kol är det kol som varit löst i smältan och som utskiljts i form av primärgrafit och eutektisk grafit i övereutektiska smältor och som eutektisk grafit i undereutektiska eller eutektiska smältor. Med hjälp av termisk analys av prover som tillåts stelna med grafitutskiljning som i ATAS kan den aktiva kolhalten beräknas med utgångspunkt i svalningskurvan. Ju större mängd aktivt kol, desto större expansion av den utskiljda grafiten vilket kan kompensera för volymminskningen av austenit och kvarvarande flytande fas. Den aktiva kolhalten vid den eutektiska temperaturen är därför den mest relevanta kolhalten.
Den aktiva kolhalten är bland annat beroende på kiselhalten. En högre kiselhalt gör att austenitfasen kan lösa mindre mängd kol vilken medför att den eutektiska aktiva kolhalten då blir högre. Vid en kolhalt på 3,8 procent och en kiselhalt på 2,0 procent kan austenitfasen lösa 1,9 procent kol. Den teoretiskt högsta andelen aktivt kol blir då 1,9 procent (3.8 – 1.9) vilket skulle kunna medföra en volymökning om ungefär sex procent.
Om andelen aktivt kol är hög kan det medföra att expansionen gör att flytande metall kan pressas upp ur ATAS provet. Fotot visar en ATAS provkropp där en tiograms pärla ”svettats” ut under stelnandet vilket motsvarar en volymökning om 2,6 procent.

Beräkning av aktivt kol med hjälp av svalningskurvor.
En svalningskurva uppmätt med en standardiserad metod (ATAS plus Quik-Cup) är en funktion av differensen mellan värmeförluster per tidsenhet (strålning, absorption, konduktion och konvektion) och värmeutveckling (latent och specifikt värme från olika faser). Genom att analysera svalningskurvan och använda kända termiska värden för austenit och grafit kan man beräkna andelen utskild grafit och därmed även den aktiva kolhalten. I ATAS görs detta genom att svalningskurvan analyseras från start för det eutektiska stelnandet fram till solidus. Metoden ger bra noggrannhet för undereutektiskt järn. Figuren visar ett snitt genom en Quik-Cup samt värmeavgången under stelnandet. Svalningskurvan visar balansen mellan värmeavgång och värmeutveckling under stelnandet.
För att kunna styra processen är det därför nödvändigt att kunna kontrollera både likvidustemperaturen och den eutektiska temperaturen!
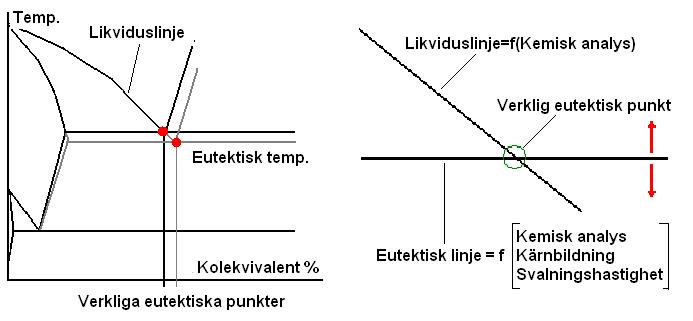
Eftersom kärnbildning genom ympning avklingar med tiden kommer den eutektiska temperaturen att sjunka. Detta innebär att den eutektiska punkten förskjuts åt höger i fasdiagrammet (se den vänstra figuren). En legering som strax före gjutning är eutektisk (TL=TElow) kan efter en viss tid bli allt mer undereutektisk vilken medför utskiljning av allt mer primäraustenit och ökad risk för sugningar!
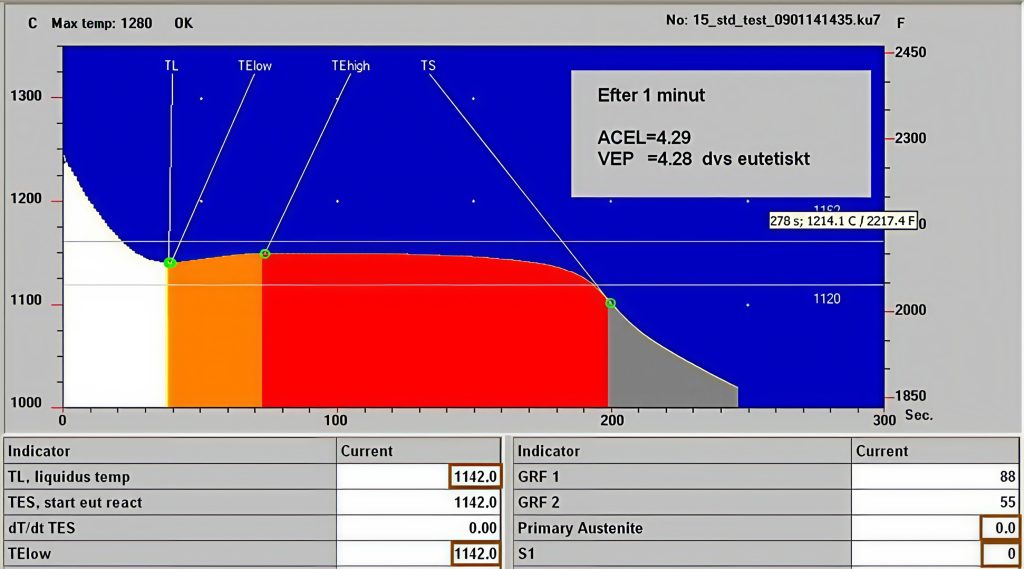
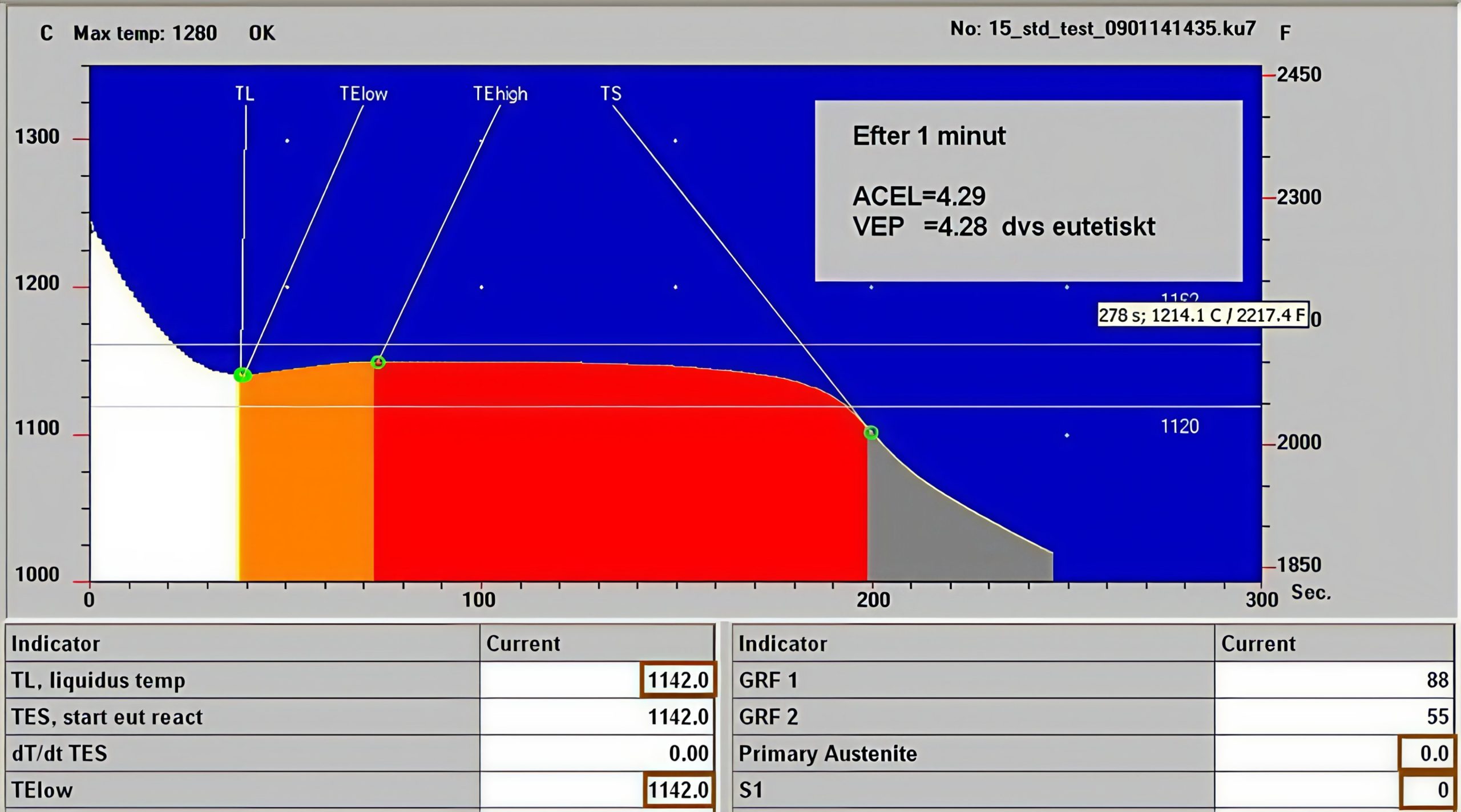
I ett experiment gjordes en segjärnsbehandlig som ympades så att järnet stelnande eutektiskt till 100 procent vilket framgår av svalningskurvan tagen en minut efter ympning. Både ACEL och VEP var 4,29 procent.
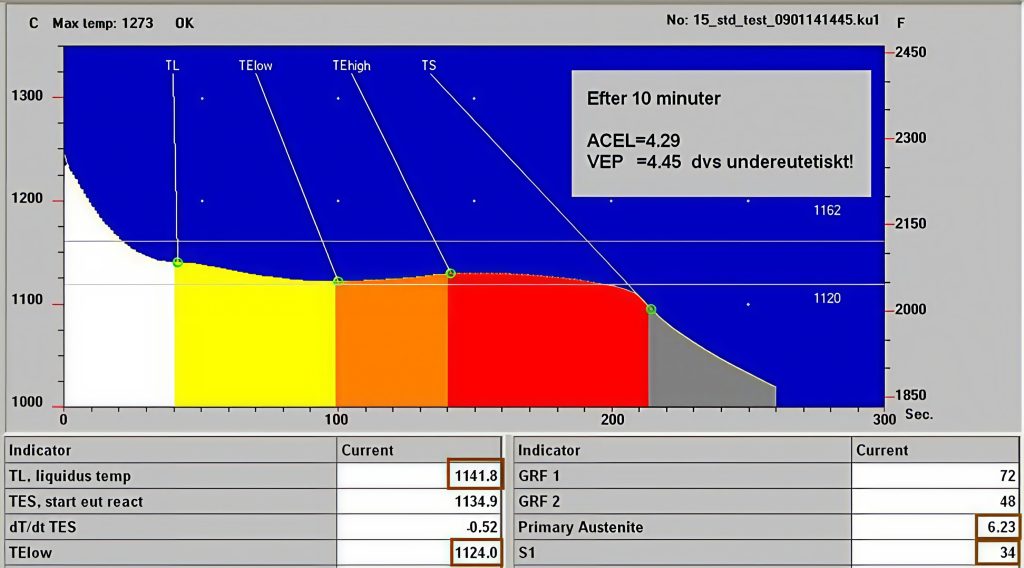
Det ympade järnet hölls därefter vid konstant temperatur i en ugn. Prover för termisk analys togs ut varje minut. Efter cirka fem minuter började TElow att sjunka vilket gjorde att den eutektiska punkten ökade. Efter tio minuter hade den eutektiska temperaturen (TElow) sjunkit från 1142°C till 1124 och därmed förflyttat VEP från 4,29 till 4,45 . Detta medförde att järnet stelnade med utskiljning av cirka sex procent primäraustenit (gult på svalningskurvan). Risken för makrosugningar är uppenbar om järnet används längre än fem minuter i detta fall.
Styrning av basjärnet och smältprocessen
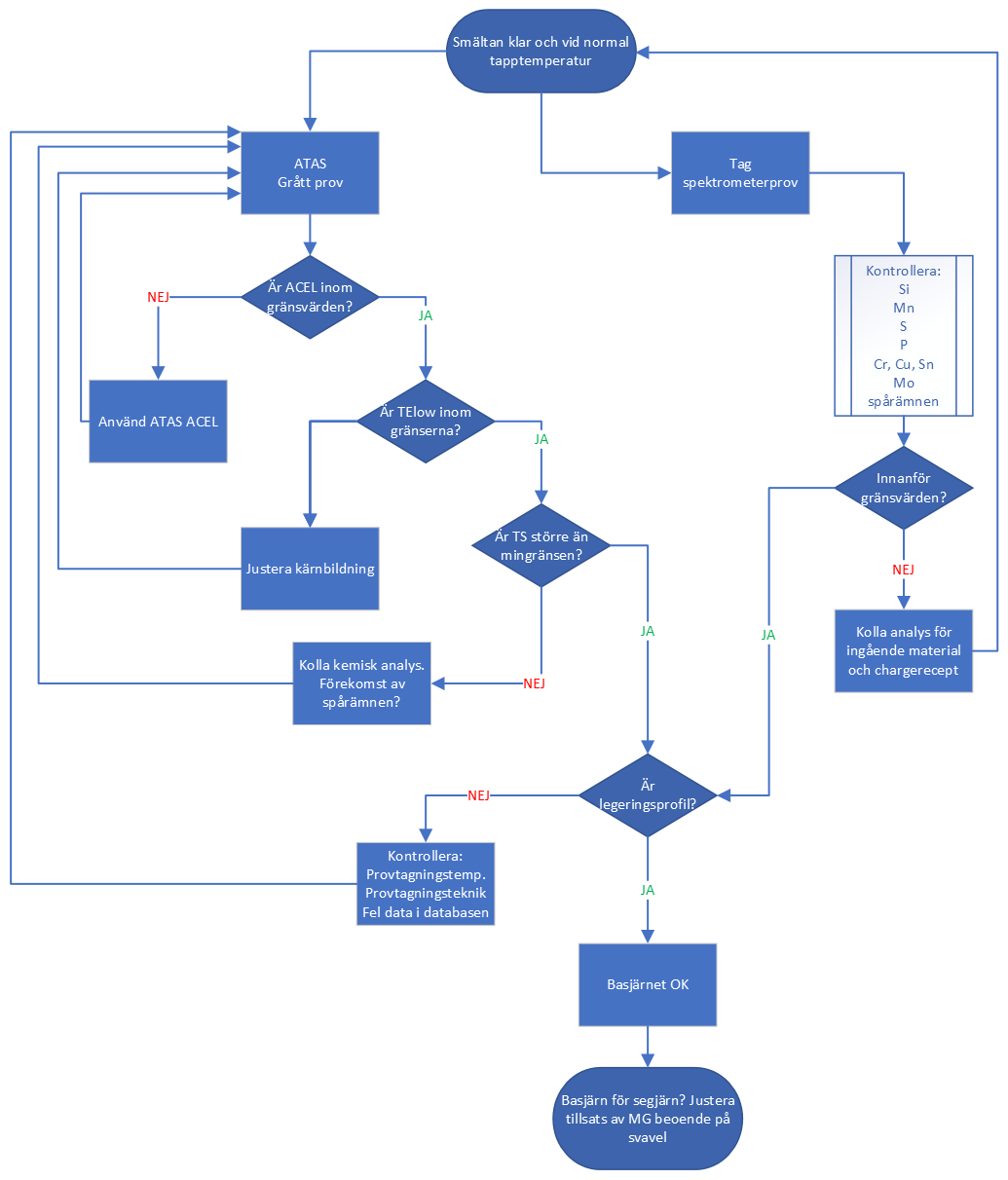
För basjärnet är det självfallet viktigt att den kemiska sammansättningen ligger inom önskade gränsvärden. Den termiska analysen är viktig för att säkerställa att den aktiva kolekvivalenten (ACEL) ligger inom acceptabla gränser. Med den termiska analysen kan man även kontrollera att smältan beter sig normalt under stelnandet genom att studera underkylningen (TElow), rekalesensen (R) och solidustemperaturen (TS). För att godkänna ett basjärn krävs att både den kemiska och den termiska analysen är inom gränsvärdena.
Prover bör tas ur smältan när den anses klar och temperaturen ligger strax under eller vid tapptemperatur. Om prover visar att justeringar av ACEL eller grundämnen behövs så körs ugnen med hög effekt efter tillsatser i några minuter innan man tar ett nytt prov.
Om justering av ACEL gjorts genom tillsats av uppkolningsmedel (bör vara ett högkvalitativt lättlösligt medel) så kan det ta upp till femton minuter innan kolhalten ökat. Fastställ hur lång tid man behöver vänta genom att ta termiska analysprov med jämna mellanrum, exempelvis varannan minut. Studera likvidustemperaturen (TL) och se hur den gradvis sjunker ner mot ett stabilt läge. Oftast behöver smältan enbart justeras vad gäller ACEL. Kisel och andra grundämnen är enklare att pricka rätt. Justeringen behöver då göras med ett uppkolningsmedel. Om man är osäker och även vill veta kolhalten rekommenderas att den beräknas med hjälp av termisk analys och kiselhalt från spektrometer som tidigare beskrivits.
Om smältan skall användas för segjärnsbehandling måste kolhalten vara högre i basjärnet än i det färdigbehandlade järnet eftersom man får en utspädningseffekt på grund av tillsats av FeSiMg och täckmedel (stålklipp eller FeSi). När smältas anses klar slås effekten av om smältning skett i en degelugn och smältan får stå i runt fem minuter. Slaggpartiklar och emulgerad slagg stiger då mot ytan och kan slaggas av innan tappning sker.
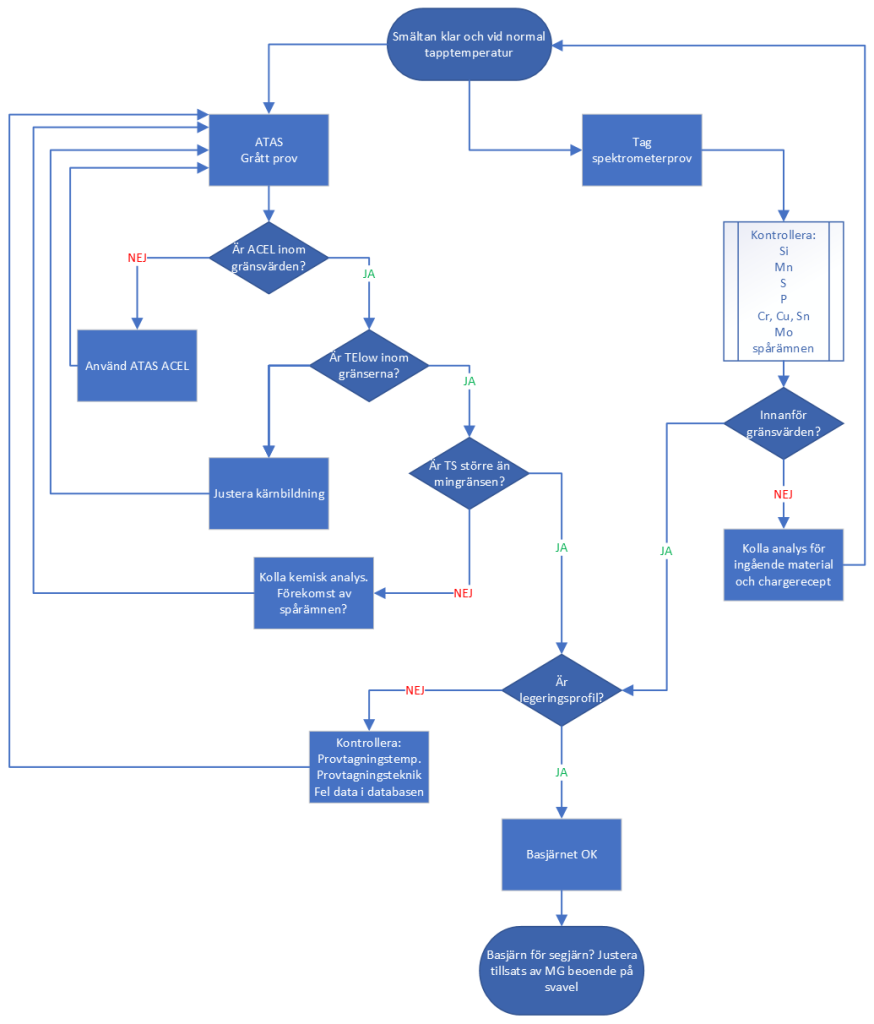
Kontroll och styrning av behandlingsprocesser
A.Grått gjutjärn
För grått gjutjärn är den normala behandlingsprocessen av basjärnet en ympning strax innan gjutningen. För att kontrollera ympningen bör det ympade järnet kontrolleras med termisk analys (provkoppar utan tellur) vid första skänken efter ett legeringsbyte eller efter ett längre stillestånd samt därefter med olika intervall. En av de viktigaste parametrarna är att kontrollera att den aktiva kolekvivalenten, som avspeglas i likvidustemperaturen, ligger inom fastställda gränsvärden. En annan är att kontrollera att den undre eutektiska temperaturen (TElow) ligger strax över gränsvärdet och att rekalesensen (R) ligger inom gränser för maximalt respektive minimalt värde.
En för låg undre eutektisk temperatur indikerar att ympningen inte är effektiv och att det finns risk för underkylda grafitformer och primärcementit. En för hög rekalesens tyder på att en stor del av grafitutskiljningen sker alltför tidigt vilket gör att smältan expanderar och kan ge upphov till formväggsdeformation i råsandsformar och därmed öka riskan för sugningar. Om en för stor del av kolet utskiljs för tidigt blir expansionen under stelnandets slutskede kanske för låg med ökad risk för mikrosugningar som följd. Solidustemperaturen (TS) är en annan viktig parameter. En plötslig sjunkande solidustemperatur kan indikera att järnet kan ha blivit förorenat med spårämnen som segrar till restsmältan. Med termisk analys kan man även kontrollera den eutektoida omvandlingstemperaturen och därmed perlitomvandlingen.
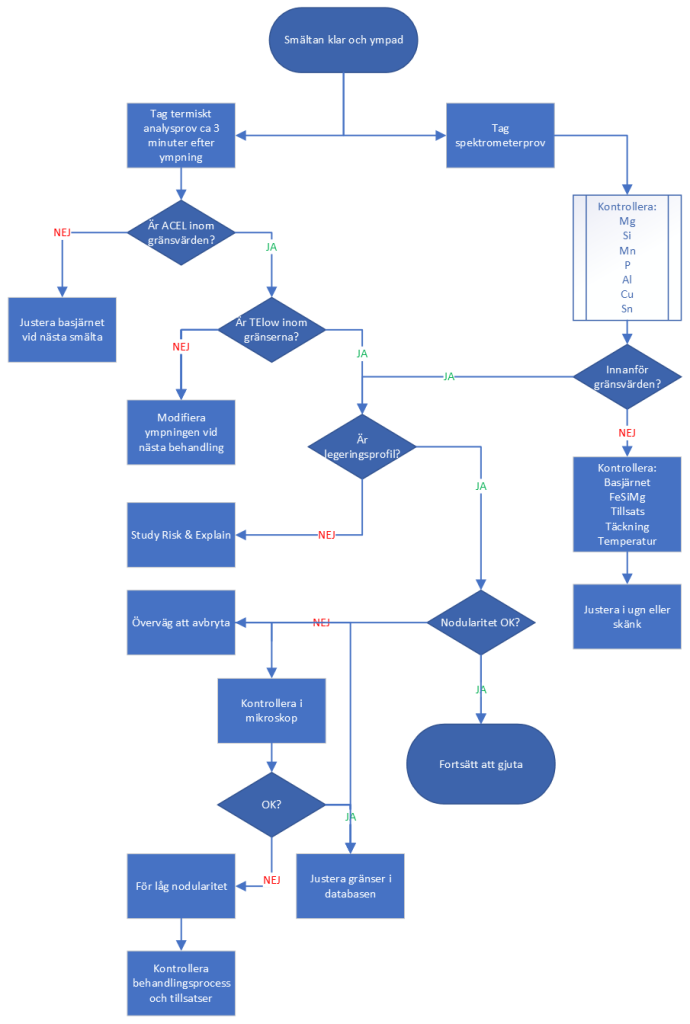
B.Segjärn
Behandling av basjärnet med magnesiumlegeringar sker ofta med FeSiMg-legeringar med 3 till 10 procent magnesium och med mindre mängder av aluminium, kalcium och sällsynta jordartsmetaller.
Om en behandlingsskänk används är det viktigt att en behandlingskammare finns i skänken. Den ska företrädelsevis vara cylindrisk och med ett djup som är minst en och en halv gånger diametern. Detta gör att höjden på täckmedlet blir ganska stort vilket gör att skänken i bästa fall hinner fyllas innan järn smält igenom täckmedlet och reaktionen med magnesium startat.
Som täckmedel kan en järn-kisellegering (FeSi) eller ympmedel baserat på en sådan legering rekommenderas. Genom att använda FeSi får man ett homogent täckmedel och vid upplösningen bildas lokalt i smältan en hög kiselhalt vilket gör att magnesium löses snabbt och man får ett högt utbyte.
Svavelhalten i basjärnet bör användas för att beräkna tillsatsen av magnesium. För varje smälta kontrolleras om svavelhalten ligger inom fastställda gränsvärden, exempelvis . 0,011 – 0,009 %. Om halten är högre måste tillsats av magnesiumlegering ökas. Om halten är lägre bör den däremot minskas. Det är ju önskvärt att hålla magnesiumhalten i järnet så låg som möjligt eftersom risken för gjutfel som exempelvis sugningar minskar.Dessutom minskar kostnaderna.
Det bör observeras att vid magnesiumbehandlingen bildas olika magnesiumföreningar som magnesiumsulfid och magnesiumoxid.
Ett spektrometerprov visar den totala magnesiumhalten – inte den effektiva halten. Om järnet innehåller en hög halt av svavel kan man få dålig nodularitet även om spektrometern visar 0,045 procent magnesium.
Termisk analys däremot visar indirekt den effektiva halten av magnesium. Magnesium segrar till restsmältan i provkoppen och en hög halt sänker solidustemperaturen (TS) och ökar grafitfaktor 2 i ATAS.
Den normala provtagningsfrekvensen bör vara att man tar ett prov (spektrometer plus termisk analys) på den först behandlade skänken av varje ny smälta. Om basjärnet finns i en varmhållningsugn kan man ta ett prov vid varje timme samt efter längre stopp.
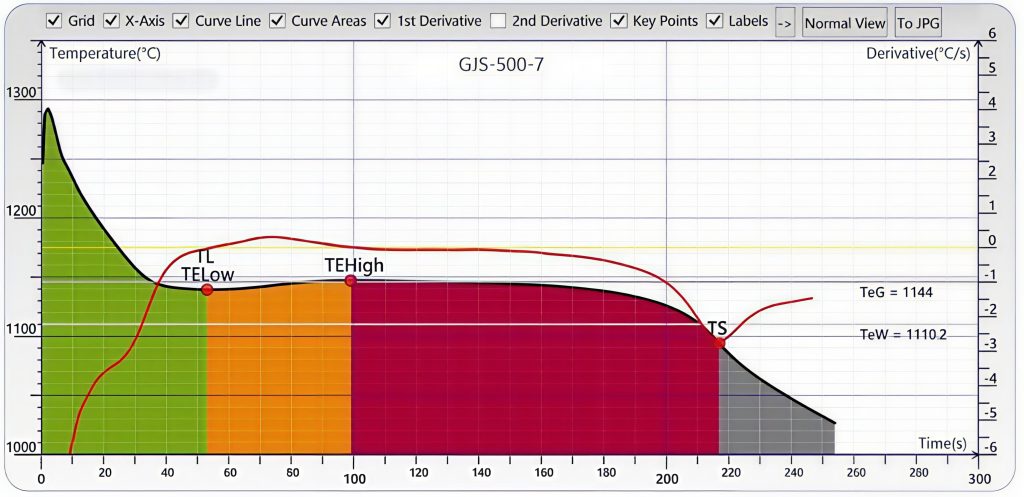
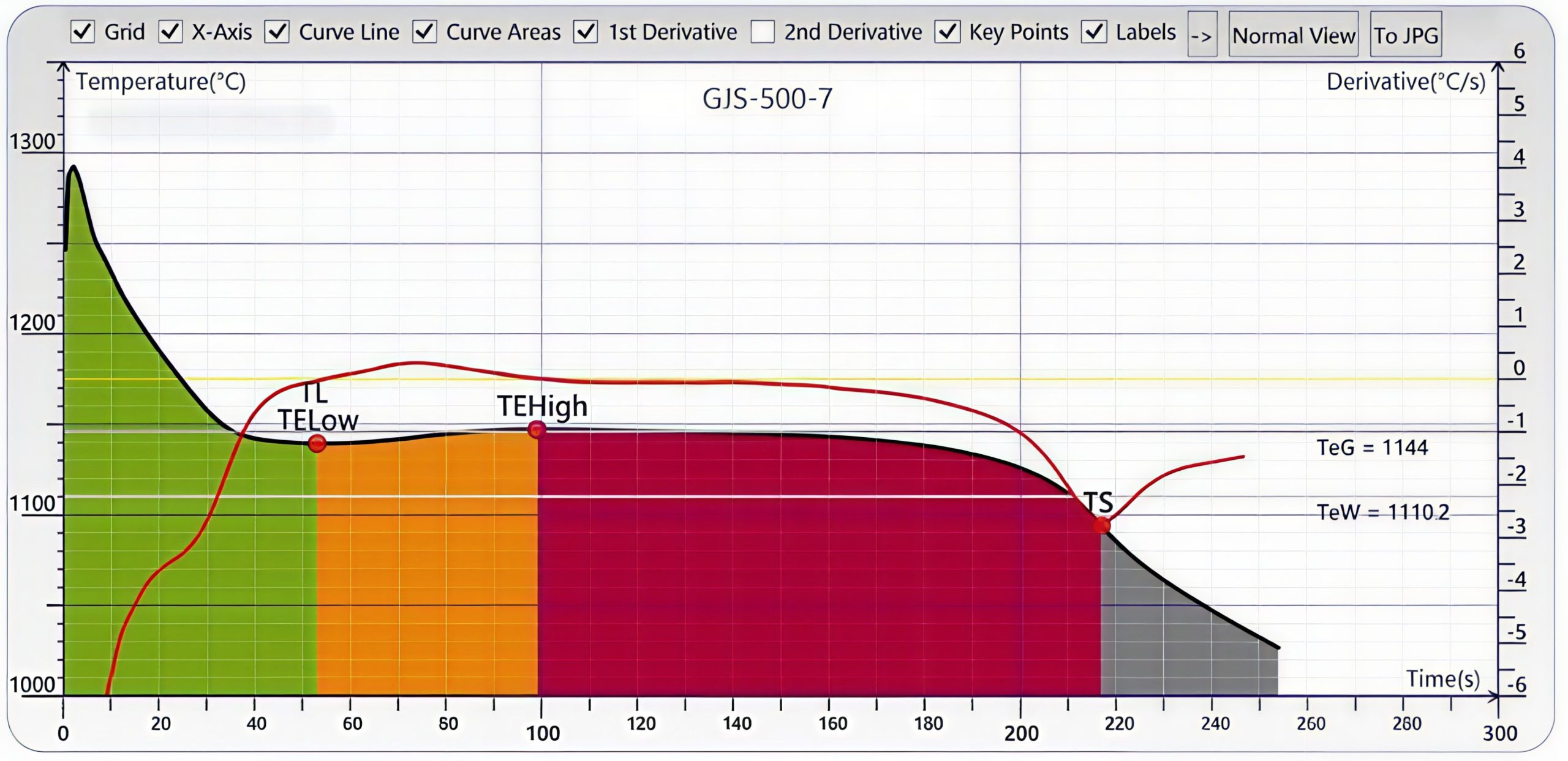
Figuren nedan visar en typisk och gynnsam kurva för ett eutektiskt segjärn. I det här fallet sammanfaller likvidustemperaturen (TL) med den undre eutektiska temperaturen (TElow). Detta innebär att ACELär lika med TEP. Skillnaden mellan TEhigh och TElow, det vill säga rekalesensen, är låg. Det långsträckta röda fältet indikerar en jämn grafitutskiljning fram till solidustemperaturen (TS).
Kombination av kemisk och termisk analys möjliggör effektiv processstyrning
En noggrann styrning av gjutjärnssmältors metallurgiska kvalitet är nödvändigt för att kunna tillverka gjutgods på ett repetitivt sätt med högt godsutbyte och med låg kassation. Styrning baserad enbart på kemisk analys ger praktiskt taget ingen information om hur järnet kommer att uppföra sig vid stelnandet i gjutformen.
Kemisk analys visar i princip hur många atomer som finns av varje grundämne i provet men ger ingen information i vilken form de förekommer (till exempel Mg, MgS, MgO, Si, SiO2) och inte heller hur de inverkar på stelnandet. Dessutom är noggrannheten för att kunna hålla den viktiga aktiva kolekvivalenten inom acceptabla gränser oftast för låg.
Termisk analys av grått stelnade av standardiserade prover gör det möjligt att kvantitativt mäta viktiga metallurgiska parametrar och därmed förstå hur stelnandet fortskrider. Särskilt viktigt är att kunna kontrollera den aktiva kolekvivalenten (ACEL) och den grå eutektiska temperaturen (TElow) för att kunna fastställa den verkliga eutektiska punktens läge (VEP). För att kunna hålla den eutektiska temperaturen konstant under så lång tid som en avgjutning pågår är det viktigt att välja rätt ympmedel.
Man kan säga att termisk analys visar den kombinerade effekten av alla grundämnen och föreningar som finns i provet. För att kunna styra gjutjärnssmältor med hög precision är det nödvändigt att kombinera kemisk analys med avancerad termisk analys.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}