11.1.1 Översikt och Statisk kokillgjutning
11.1.1.1 Översikt
Kokillgjutning är ett samlingsbegrepp för en rad metoder för tillverkning av komponenter där permanenta formar används, dvs. formar som används flera gånger till skillnad från t.ex. sandformar. Dessa metoder använder gravitationen, med eller utan rörelse av formen (kokillen), eller med lågt tryck, för fyllning och matning.
Alla varianterna kan använda sandkärnor för in- och/eller utvändig formgivning i de fall detta inte kan åstadkommas via dragbara permanenta formdelar.
De material som kokillgjuts är i huvudsak aluminiumlegeringar samt vissa kopparlegeringar, som aluminiumbrons och mässing. Kokillgjutning av magnesium- och zinklegeringar förekommer. I några länder används kokillgjutning i viss utsträckning vid långa serier för gods i gjutjärn och ibland även för gjutstål. Som exempel på kokillgjutet gods kan nämnas motorblock och cylinderhuvuden till bilmotorer, duschblandare samt hjulupphängningsdetaljer. Se figurer nedan.
Figur 1. Kokillgjuten länkarm (Fundo).



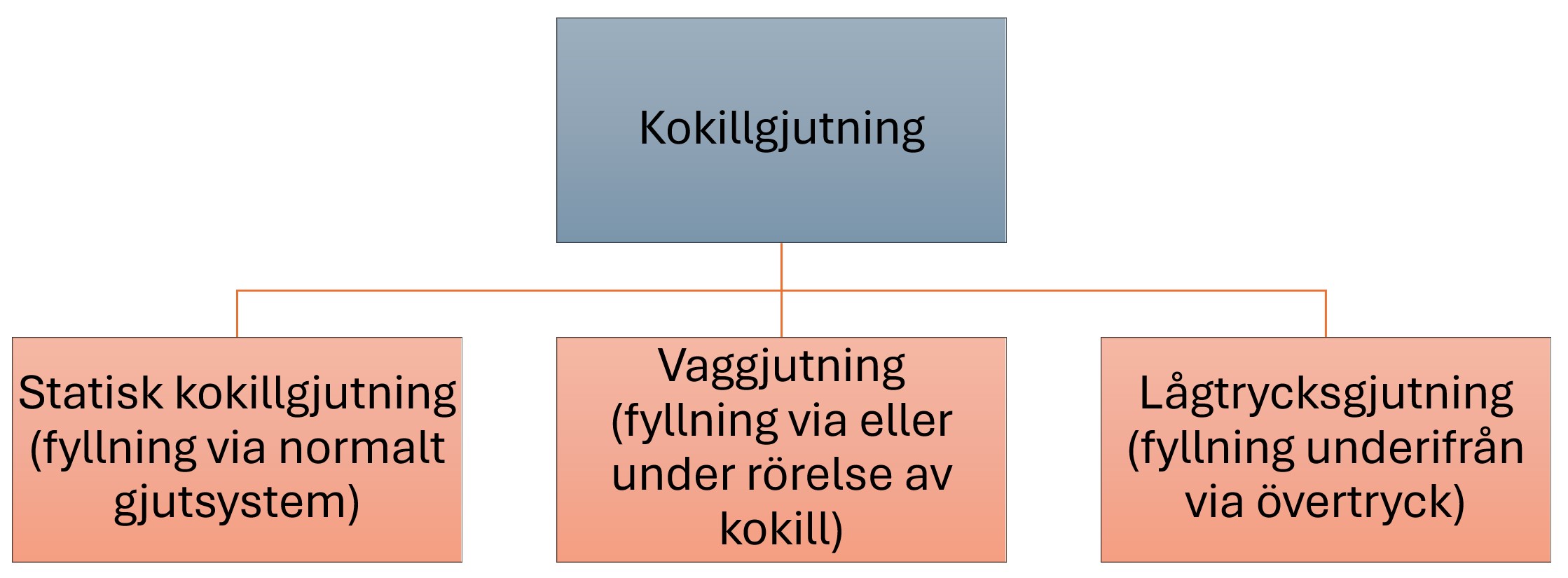
Kokillgjutning sker i princip enligt följande tre huvudmetoder:
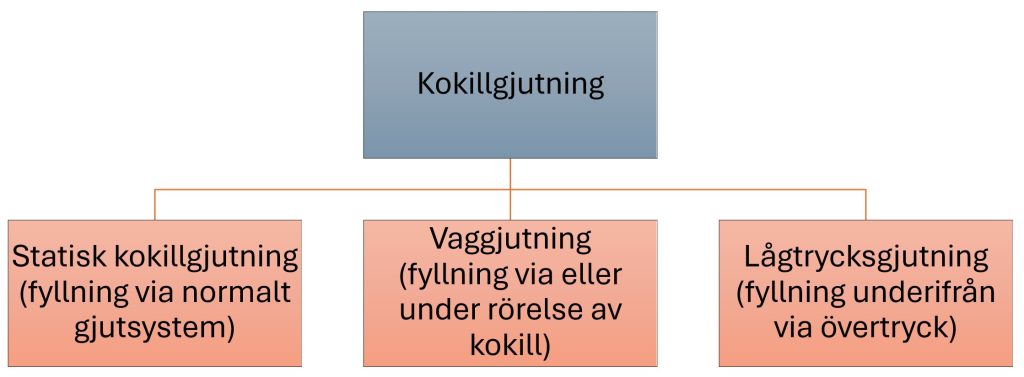
Figur 4. Kokillgjutningsmetoder.
Ursprungligen var drivkraften för användandet av (statisk) kokillgjutning främst ekonomisk. Allt eftersom kraven på hållfasthet har ökat för främst aluminiumlegeringar har även snabbt stelnande samt möjligheten att värmebehandla blivit allt viktigare fördelar vidkokillgjutning jämfört med sandgjutning respektive pressgjutning. För att nå ännu längre har vagg- och lågtrycksgjutning med dess varianter växt fram i en strävan efter mer kontrollerad fyllning och därmed ytterligare bättre hållfasthet och täthet, samt även ökat utbyte.
Komponentläckage vid kokillgjutning
Följande figurer visar orsaker och åtgärder mot komponentläckage som kan uppstå vid kokillgjutning.


11.1.1.2 Statisk kokillgjutning
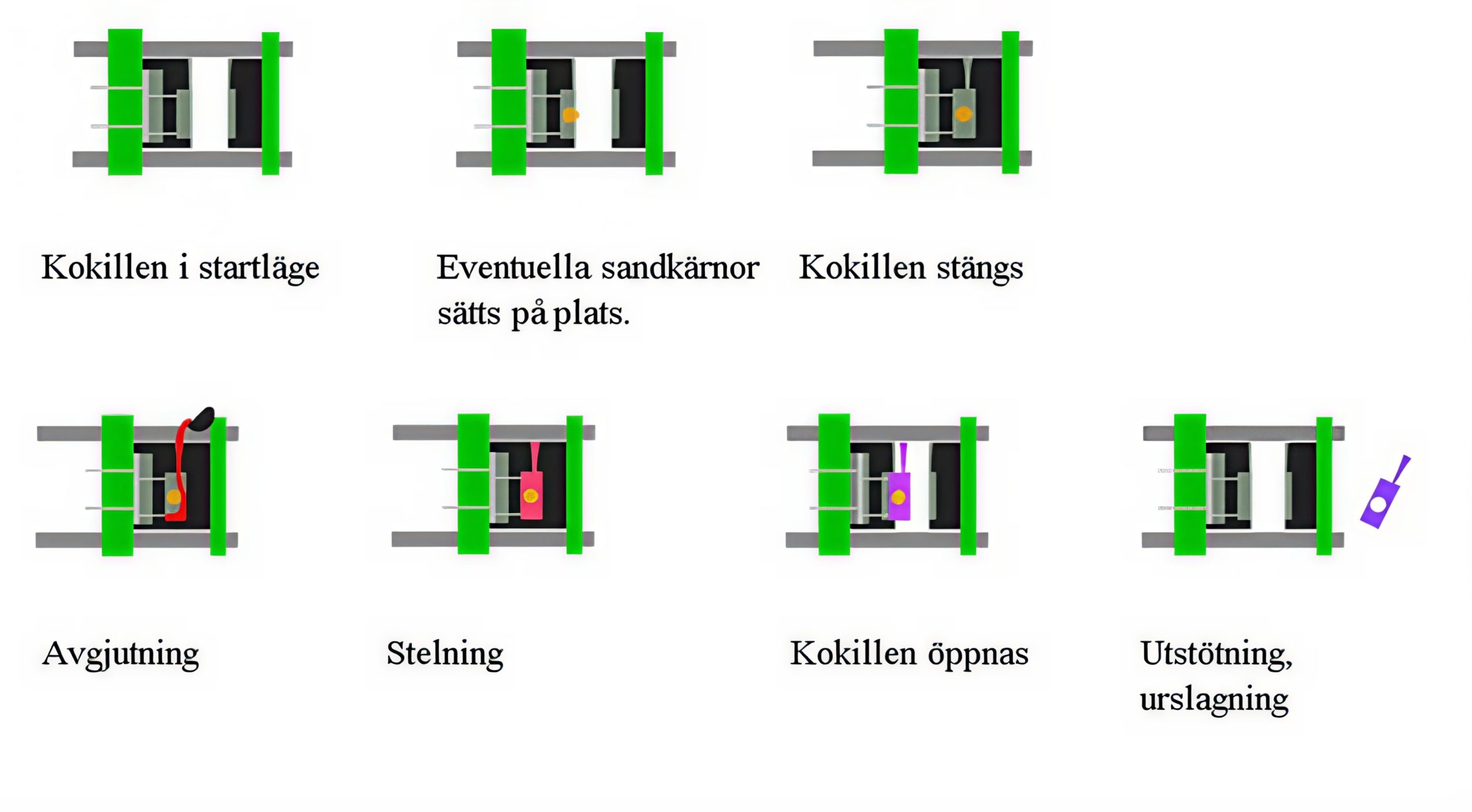
Före gjutningen värms kokillens formgivande delar till 200 – 400°C och blackas, det vill säga förses med ett keramiskt skikt för att förhindra reaktioner mellan metallen och kokillen, i viss mån bortleda luft och underlätta fyllningen samt i vissa fall även underlätta utstötningen. Principen för statisk kokillgjutning framgår av figuren nedan.
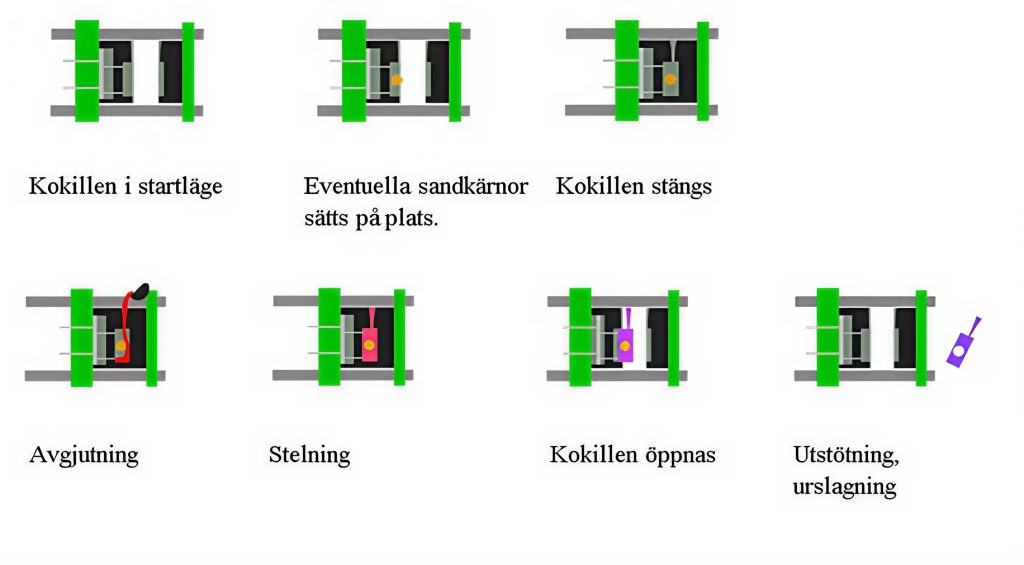
Figur 7. Principen för statisk kokillgjutning. (Fundo Components).
Vid gjutningen är kokillerna monterade i speciella maskiner. De olika kokilldelarna och eventuella kärnor manövreras hydrauliskt, pneumatiskt eller i enklare fall manuellt. Efter att kokillen stängts för en skopa ned smälta med anpassad temperatur i kokillen från en varmhållningsugn i direkt anknytning till kokillen. Det är av största vikt att smältan hälls ner i kokillen i en jämn och obruten ström, så att luft och oxidinneslutningar i godset undviks.
Den luft och eventuella kärngaser som finns i kokillen måste bort i samband med gjutningen, för att smältan ska kunna fylla ut formrummet. Avluftningen sker genom att smältan leds in i formen på så sätt att luften trängs ut genom kokillens delningsytor och eventuella matare. På de ställen där luft skall avgå genom delningsytorna förses dessa med 0,5 mm spår. Även luftstift kan användas.
För att förbättra gjutgodsets kvalitet via påverkan av värmebilden i kokillen används ofta tids- och temperaturstyrda värme- och kylkretsar i kokilldelarna. Fördelen med att styra kyla med tid istället för att styra med termoelement är att kylan slår till vid rätt tidpunkt i stelningsprocessen. Däremot är fördelen med att styra kyla med termoelement istället för tid att man styr mot den faktiska temperaturen i kokillen. Som kylmedium används tryckluft, vatten eller en kombination av de två. Den största nackdelen med att kombinera dem är att igenkalkade kylkanaler kan ge varierande kyleffekt.

{kind=link}
{kind=link}