5.9.1 Kärnor
Redan på konstruktionsstadiet bör kärnorna beaktas och man bör överväga om det överhuvudtaget behövs kärna/kärnor. Genom en enkel omkonstruktion är det kanske möjligt att gjuta godset utan användning av kärna. För gjutgodsdetaljer utan naturlig släppning behövs en täckkärna. Vid 3D sandprintning kan både kärnan och formen framställas utan släppning, så länge det går att ta bort överskottssanden inför avgjutning.
5.9.2 Kärnade hål
Cylindriska kärnor används för att gjuta hål för till exempel bultar. Vilka hål som skall gjutas med kärna och vilka som skall borras är svårt att ange generellt.
Följande tabell ger riktvärden för minsta diameter hos gjutna hål, som inte ska bearbetas.
Tabell 3. Riktvärden för minsta diameter hos gjutna hål, som ej skall bearbetas.
5.9.3 Kärnanvisare
Det är ytterst viktigt för gjutgodsets måttnoggrannhet att kärnor är fast förankrade och till sitt läge noga styrda i formen i såväl x-, y- som z-riktning.
Att tänka på är att en sandkärna lagd i flytande järn påverkas av en uppåtriktad kraft. Densitetsförhållanden järn/sand är ungefär detsamma som densitetsförhållanden vatten/kork.
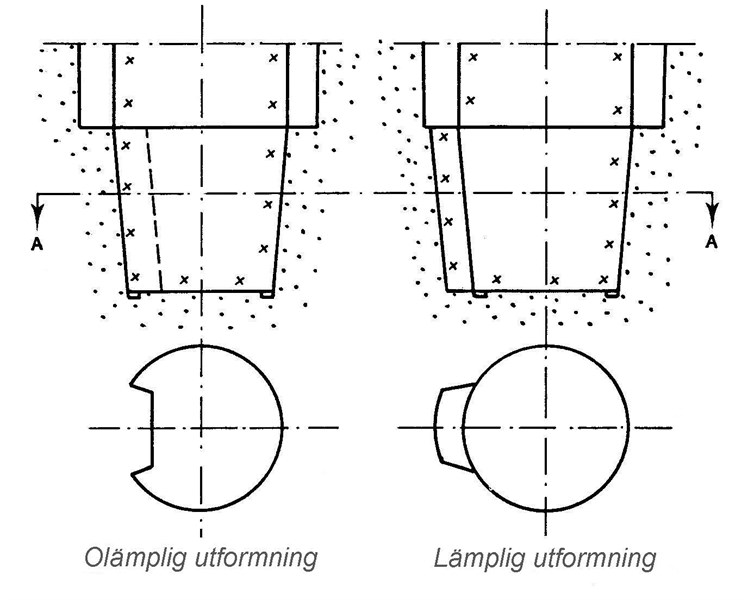
För förankring av kärnor i en form används kärnanvisare. Finns flera anvisare på samma sida av en kärna kan man specialisera anvisarna för olika styrande uppgifter (se den undre av de två figurerna nedan).

Figur 16. Utformning av kärnanvisare. Mellan kärnanvisare och kärnanvisning i formen skall finnas utrymme för black och spel. Under kärnan bör finnas rum för eventuellt nedfallande formmassa.

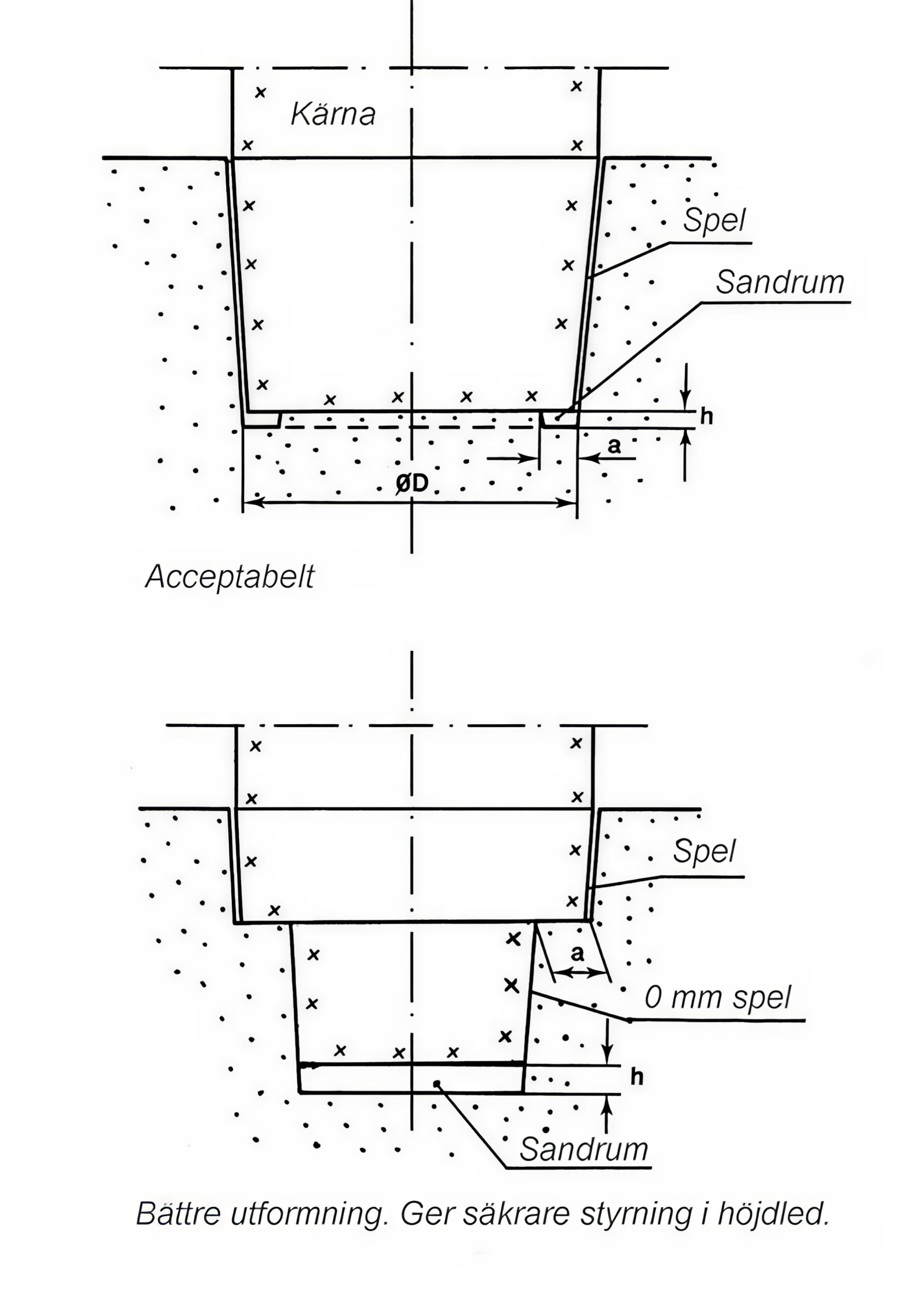
Figur 17. Utformning av kärnanvisare. Genom ett arrangemang enligt figuren erhålls god styrning av kärnan i både höjd- och sidled.
Om de naturliga öppningarna i gjutstycket inte räcker till för de kärnanvisare som fordras är en möjlighet att ta upp extra öppningar i godset. Hänsyn till detta måste tas redan på konstruktionsstadiet. Öppningarna kan pluggas igen med plåtbrickor efter det att hålen bearbetats. En sådan bricka är före islagningen svagt buktig och dess skarpa kant skär in och tätar mot ett förberett säte (Figur 18). Detta förfarande används bland annat för motorblock. Ett alternativ till en bricka i hålet är att en plåt täckande hålet skruvas fast i gjutgodset.

Figur 18. Hål har tagits upp i godset för att fullgod styrning och förankring av kärna i formen skall erhållas.
5.9.4 Kärnstyrningar
För att styra in kärnan ”exakt” i formen räcker enbart anvisarna ofta inte till. Styrningar krävs dessutom ofta för att eliminera att kärnan vänds fel i formen vid kärniläggningen eller att den vänder sig under gjutningen.
Följande anvisningar är vägledande vid utformning av kärnstyrningar:
- Styrningen skall vara synlig under och efter kärniläggningen.
- Det skall finnas en styrning i vardera riktningen.
- Styrningen skall vara så kraftigt dimensionerad att den inte lätt skadas.
- Styrningens svagaste del skall göras i kärna.

5.9.5 Kärnpallar
Om det inte finns möjlighet att arrangera tillräckligt med kärnanvisare kan man använda kärnpallar för att stödja kärnan. Generellt gäller dock att man bör undvika att använda kärnpallar eftersom de utgör en potentiell felkälla.
Kärnpallar finns i ett flertal storlekar och utföranden. För användning vid järngjutgods tillverkas kärnpallarna av järnplåt och -tråd och förtennas för att inte rosta. Tennet underlättar också hopvällningen med gjutmetallen om det har lämplig skikttjocklek. En rostig kärnpall ger upphov till blåsor vid gjutning av järn.
För andra gjutlegeringar än järn tillverkas kärnpallarna av samma material som gjutgodset. Eventuella vällningsfel kan då lättare svetslagas. På gjutjärn är svetsning ofta olämplig och det är därför viktigt att inget vällningsfel uppkommer.
Kärnpallen får inte vara så grov att den inte väller ihop med det gjutna materialet och den får inte vara så tunn att den smälter eller ger vika. Detta är ett svårt balansproblem, som ofta kräver utprovning. Temperaturintervallet för en viss pall är snävt, och det är svårt att veta temperaturen smältan har när den kommer fram till kärnpallen.
Bäst lyckas man med kärnpallar vid seriegods som gjuts under strängt kontrollerade betingelser. På gjutgods, där tätheten inte är kritisk, kan man använda kärnpallar friare än vid på sådant gods som ska vara tätt vid högt tryck.
5.9.6 Ingjutna delar
För ingjutning av detaljer i gjutgods, till exempel bussningar, oljerör och förstärkningar, gäller likartade förhållanden som för kärnpallar.
I järngjutgods använder man förtennade järnrör. Hoptryckningen under gjutningen kan förhindras genom att röret fylls med eldfast material och eventuellt en ståltråd, som dras ut efter att gjutgodset svalnat.
I lättmetallgjutgods gjuter man ibland in bussningar, förstärkningar och dylikt. Ett exempel är ingjutning av cylinderfoder i järn i pressgjutna motorblock i aluminium. Ett annat exempel är ingjutning av magneter i pressgjutna svänghjul till motorsågar. I dessa två exempel hålls de ingjutna detaljerna fast genom mekanisk låsning. Är denna typ av låsning inte möjlig kan fullständig vidhäftning erhållas genom att järndetaljerna beläggs med ett tunt lager aluminium och läggs varma i formen, som sedan snabbt avgjuts.

{kind=link}
{kind=link}
{kind=link}
{kind=link}