4.1.1 Översikt och Standard för dimensions-, form- och lägetoleranser samt bearbetningstillägg
4.1.1.1 Översikt
- Det aktuella gjutstyckets utformning och kravet på måttnoggrannhet
- Bearbetningskrav
- Gjutmetod
- Placering av partytor och nödvändiga släppningsvinklar
- Antal gjutstycken som skall framställas
- Vilken gjututrustning som ska användas
- Konsekvenser av att använd utrustning slits under sin livscykel
- Referenspunkter enligt ISO-standard 5459
- Gjutlegering
- Speciella krav, exempelvis specificerade lokala referenser, individuella dimensionstoleranser, form- och lägestoleranser, toleranser för hålkälar samt individuella bearbetningstillägg.
- Dimensionstoleranser vid tillverkning i stor serie, varvid utveckling, justering och underhåll av utrustning gör det möjligt att uppnå snäva toleranser
- Dimensionstoleranser vid tillverkning i liten serie eller vid enstyckstillverkning
- Form- och lägestoleranser
Om man har speciella krav bör man kontakta aktuellt gjuteri för att få reda på vilka toleranser som normalt kan innehållas.
Även vid tveksamhet rörande exempelvis partens placering bör gjuteriet kontaktas, då denna påverkar noggrannheten för mått över part.
För att gjuteriet skall kunna leverera ett måttnoggrant och bearbetningsvänligt gjutgods är det önskvärt att kunden före gjuteriets offertgivning ger klara instruktioner om placering av referensplan vid exempelvis första uppspänning vid bearbetningen.
För gjutgodsanvändare är även ytjämnheten hos gjutgodset av intresse. Då det gäller såväl dimensionsnoggrannhet som ytjämnhet hos gjutgods är det viktigt att tänka på att högre krav än nödvändigt medför ökade kostnader vid gjutgodsframställningen. Kraven bör alltså anpassas med hänsyn till gjutstyckets funktion och användningsändamål.
Från och med 2007 finns en ny internationell standard för dimensionstoleranser hos gjutgods. Den har beteckningen SS-EN ISO 8062 och heter ”Geometrical Product Specifications (GPS) – Dimensional and geometrical tolerances for moulded parts”. Översatt till svenska blir det ”Geometriska produktspecifikationer (GPS) – Dimensionstoleranser och geometriska toleranser för formstycken”
Del 1 i denna nya standard har titeln ”Vocabulary” och ger definitioner av olika i toleranssammanhang viktiga termer som till exempel partförskjutning och släppning. Vidare definieras ett stort antal rent gjuteritekniska termer som form, modell och kärna. Del 1 gäller inte enbart gjutgods utan generellt för formgods. Härmed avses förutom gjutgods exempelvis även smidesgods och gummiprodukter.
Del 3 av standarden, SS-EN ISO 8062:3:2007, behandlar dimensionstoleranser, form- och lägetoleranser samt bearbetningstillägg för gjutgods.
I följande kapitel redovisas de väsentligaste punkterna rörande dimensions- samt form- och lägetoleranser och bearbetningstillägg i SS-EN ISO 8062-3:2007. För närmare information hänvisas till standarden.
4.1.1.2 Standard för dimensions-, form- och lägestoleranser samt bearbetningstillägg
Standarden är tillämpbar för gjutstycken tillverkade i olika gjutlegeringar genom gjutning i sandform, kokillgjutning, pressgjutning och gjutning i keramisk form. Standarden är tillämpbar både vid hänvisning till generella toleranser som anges i eller nära ritningshuvudet och för individuella toleranser som anges direkt i anknytning till aktuellt mått. Standarden gäller endast i de fall då gjuteriet anskaffar modellen eller verktyget eller tar ansvar för dessa.
Dimensionstoleranser
Standarden innehåller 16 dimensionstoleransgrader betecknade DCTG 1 till och med DCTG 16. Liksom för vanliga ISO-toleranser anges i standarden toleranser för olika basmått. För väggtjockleksmått gäller en toleransgrad högre än den generella toleransgrad som anges för övriga mått.
Om inget annat anges skall partförskjutningen ligga inom de toleranser som gäller för respektive toleransgrad. Partförskjutning betecknas i standarden med SMI.
Toleransen skall om inget annat anges vara symmetrisk med avseende på basmått, det vill säga att den ska vara lika fördelad på plus- och minussidan.
Form- och lägestoleranser
För form- och lägestoleranser innehåller standarden sju toleransgrader betecknade GCTG 2 till GCTG 8. Inga värden anges för GCTG 1. Denna grad är reserverad för snävare värden som kan komma att krävas i framtiden. Toleranstabeller finns för:
- Rakhet
- Planhet
- Rundhet, parallellitet, vinkelriktighet och symmetri
- Koaxialitet
Bearbetningstillägg
Som komplement till dimensions- samt form- och lägestoleranserna ingår i ISO 8062-3 uppgifter om bearbetningstillägg, RMA (RMA = Required machining allowance). Enligt standarden gäller om inget annat anges, bearbetningstillägget för hela gjutgodset, det vill säga endast ett värde anges för alla ytor som skall bearbetas. Detta värde väljs utgående från ett lämpligt dimensionsområde baserat på det största måttet på det färdiga gjutstycket efter bearbetning.
Standarden innehåller 10 grader för bearbetningstillägg betecknade RMAG A till RMAG K. Liksom för dimensionstoleranserna anges i standarden för respektive grad bearbetningstillägg för olika mått.
Angivning på ritning
Enligt standarden skall dimensionstoleranser för gjutgods anges enligt följande:
- Med generell hänvisning till toleranser, till exempel ”Generella toleranser ISO 8062-3 – DCTG 12”.
- Om närmare begränsningar av partförskjutningen krävs, till exempel ”Generella toleranser ISO 8062-3 – DCTG 12 – SMI ±1,5”.
Ytor, som skall bearbetas, erforderligt bearbetningstillägg och, inom parentes, grad för bearbetningstillägg, skall anges på ritningen. Dessa uppgifter skall beaktas vid tillverkning av modeller och verktyg.
Nödvändigt bearbetningstillägg skall anges på ritningen på ett av följande två sätt:
- Med allmän information beträffande toleranser och behövligt bearbetningstillägg. Exempelvis anges ett erforderligt bearbetningstillägg på 6 mm i grad H för ett gjutstycke med största mått 500 mm och med generell gjutgodstolerans enligt ISO 8062: CT12. Det skriv sedan så här: ”ISO 8062-3 – DCTG 12 – RMA 6 (RMAG H)”.
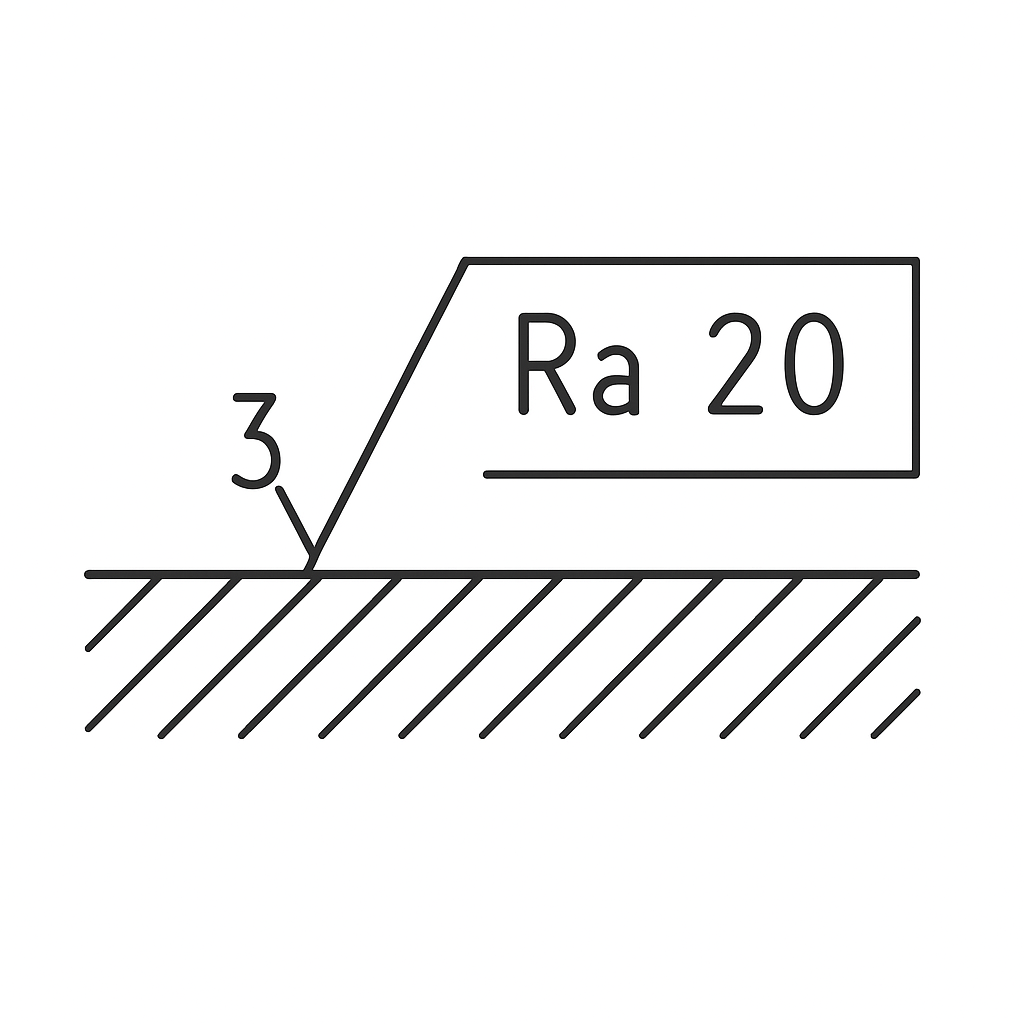
- På specifika godsytor på ritningen, om ett individuellt bearbetningstillägg är nödvändigt, enligt figuren nedan.
Figur 1. Angivning av erforderligt bearbetningstillägg på individuella ytor.
Kassation
Även om den allmänna toleransen överskrids ska inte den gjutna detaljen kasseras per automatik. Kassation ska enbart ske om den gjutna detaljens funktion försämras eller om detta specifikt anges.
