10.6.1 Processen vid pressgjutning
Processcykeln kan delas in i fyra olika faser, vilka beskrivs ingående nedan.
Under den första fasen skjuts den smälta metallen under låg hastighet och med så liten luftinblandning som möjligt genom fyllkammaren fram till inloppet till formhåligheten.
Under den andra fasen, formfyllningsfasen, fylls formen med smälta, vanligtvis med hög hastighet.
Syftet med den tredje fasen, eftermatningsfasen, är att skapa ett högt metalltryck i detaljen, vilket dels motverka porositeter som uppstår på grund av materialets krympning under stelnandet, dels komprimerar eventuella luft- eller gasblåsor som blandats in i smältan under gjutförloppet.
I den fjärde fasen stöts den gjutna detaljen ut ur formverktyget.
10.6.2 Första fasen
Under första fasen flyttas smältan med hjälp av en kontrollerad kolvrörelse genom fyllkammaren, genom ingjutsystemet ända fram till inloppet på detaljen. Skottkolven skall röra sig mjukt och helst med en accelererande rörelse för att undvika en oönskad vågbildning i smältan, vilken kan leda till luft- och gasinblandning i metallen.
Under den första fasen rör sig kolven från sitt startläge med låg hastighet förbi hålet i fyllkammaren. Syftet är att flytta smältan förbi påfyllningshålet utan att smälta skvätter ut.
Ett ytterligare skäl till låg kolvhastighet under fas 1 är att man önskar minimera luftinblandning i smältan. Oftast har kolven en accelererande rörelse. Detta ger mindre risk för inblandning av luft i smältan än vid konstant kolvhastighet. Vanligtvis väljs en parabelformad acceleration för att undvika vågbildning, som kan leda till att luft innesluts i smältan.
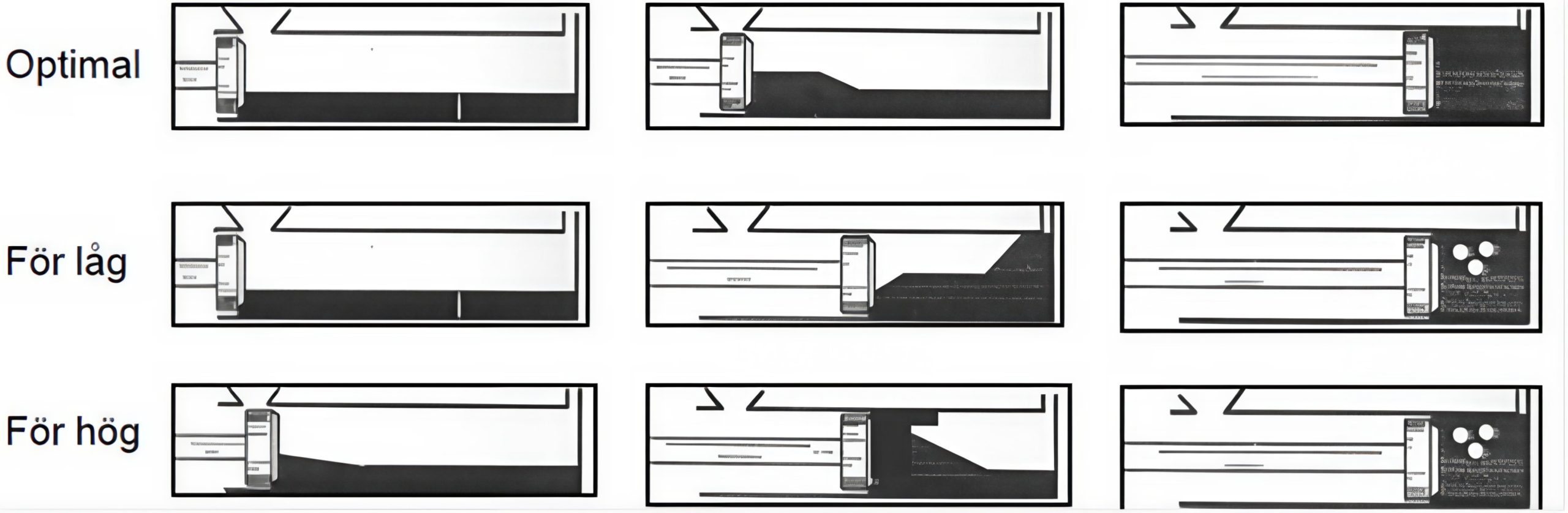
En för hög hastighet på kolven kan skapa en rullande våg och risk för luftinneslutningar. Det samma gäller vid för låg hastighet.
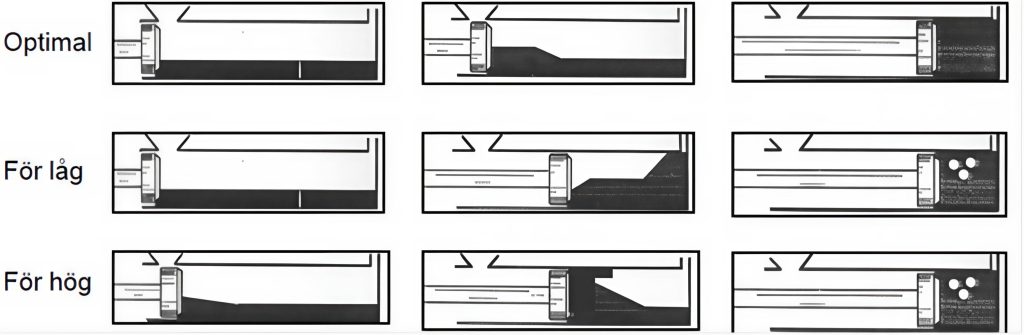
Figur 56. Det är viktigt att hitta en optimal hastighet för kolvrörelsen.
Fas 1 bör pågå tills fyllkammaren och ingjutsystemet fyllts med smälta. Eftersom kolvhastigheten är låg under fas 1 (0,1 – 0,2 m/s) drivs vanligen injektionscylindern med ett hydraulflöde som kommer direkt från hydraulpumparna utan hjälp av tryckackumulatorer.
Övergången till fas 2 styrs av en gränslägesbrytare eller en lägesgivare påverkad av injektionskolven. Omslagspunkten till fas två sker efter att kolven rört sig en viss sträcka som kan räknas fram utgående från mängden påfylld metall, kolvens diameter samt volymen hos ingjutsystemet.
Fyllnadsgrad
Fyllnadsgraden är ett mått på hur stor volymsandel smälta som har hällts i fyllkammaren i förhållande till fyllkammarens totala volym. Med hänsyn till risken för luftinneslutningar bör fyllnadsgraden vara så hög som möjligt. Vid för låga fyllnadsgrader (<50%) kan det vara svårt att erhålla en lämplig vågfront under första fasen. Dessutom kan metalltemperaturen sjunka snabbt. Vid för höga fyllnadsgrader (> 65%) finns risk för att smältan skvätter ut genom påfyllningshålet innan kolven passerat förbi hålet.
Det är relativt vanligt att man har en låg fyllnadsgrad för att undvika en hög kolvhastighet under andra fasen. För en given komponent krävs en viss mängd smälta. För att uppnå formfyllning under en given tid, ex vis 50 ms, måste en liten kolv röra sig en längre sträcka och därmed snabbare än en stor kolv för att flytta samma mängd smälta på samma tid. En större kolv kan då röra sig med lägre hastighet men till priset av en lägre fyllnadsgrad. Fördelen med en låg hastighet under andra fasen är att risken för läckage av metall mellan formhalvorna (skägg) minskar liksom den dynamiska påfrestningen på maskinen.
10.6.3 Andra fasen
Under den andra fasen, formfyllningsfasen, fylls formen med smälta, vanligtvis under några tiotal millisekunder. Fas 2 startar omedelbart efter att fyllkammaren och ingjutsystemet helt fyllts med smälta. Under fas 2 fylls formhåligheten, ev vakuumkanaler samt övergöten (luftfickor) med smälta. För att underlätta formfyllningen är det vanligt att luften i formhåligheten i förväg evakueras med hjälp av ett vakuumsystem.
Lämplig hastighet och kolvtryck bestäms av kolvstorleken, detaljens geometri, ingjutsystemet samt, inte minst viktigt, den legering som gjuts. Som regel gäller att lägsta möjliga kolvhastighet skall användas för att skona maskinen och verktyget. Dock måste formhåligheten fyllas så snabbt att man inte riskerar kallflytningar. Vid pressgjutning av aluminium är en vanlig kolvhastighet 1 – 3 m/s, men i extrema fall kan kolvhastigheter på 6 – 8 m/s krävas. Den höga kolvhastigheten under fas 2 kan inte uppnås endast med hjälp av maskinens hydraulpump. Det krävs därför stöd från en ackumulatorenhet.
Inloppshastigheten är den hastighet smältan har vid inloppet till detaljen. Inloppshastigheten har stor betydelse för gjutgodsets kvalitet. För låg inloppshastighet ger risk för turbulent formfyllning i stället för sprayfyllnad som man vill uppnå. För hög inloppshastighet ger risk för verktygsslitage och att maskinen inte förmår att hålla ihop verktyget i slutet av formfyllningsfasen. Detta kan i sin tur leda till metallsprut mellan verktygshalvorna.
En hög inloppshastighet bidrar vanligtvis till ökad ytfinhet hos komponenten. Ur ekonomisk synvinkel bör man dock inte använda högre inloppshastighet än nödvändigt med tanke på verktygs- och maskinslitaget. Eftersom ackumulatorn måste återladdas mellan varje skott kan en hög kolv- och ingjutshastighet också påverka cykeltiden negativt.

Fylltid
Definitionen av fylltid är den tid det tar för den smälta metallen att fylla hela formrummet efter ingjutet som skiljer ingjutsystemet från själva detaljen inkl eventuella vakuumkanaler och övergjöt. Fylltiden är oftast mycket kort och avgörs ofta av godstjockleken hos den del av detaljen som fylls sist i verktyget. Nedan följer några rekommendationer på fylltider, baserade på godstjockleken i det sist fyllda partiet.
Tabell 12. Rekommenderad fylltid utgående från godstjockleken hos den sist fyllda delen av komponenten. 
10.6.4 Tredje fasen
Syftet med den tredje fasen, eftermatningsfasen, är att skapa ett så högt metalltryck i detaljen att man dels kompenserar för den krympning som sker av metallen under stelningen, dels pressar ihop eventuella luft- och gasblåsor som finns inneslutna i metallen. Eftermatningen ger dessutom en snabbare stelning vilket ökar den gjutna detaljens mekaniska egenskaper och säkerställer att den färdiga detaljen har en hög dimensionsnoggrannhet. Övergången till fas 3 sker när kolven känner av ett ökat mottryck på grund av att formhåligheten är helt fylld med smälta.
Aluminium krymper, beroende på aktuell legering, cirka 4 – 7 procent i volym under övergången från flytande till fast fas. Det är därför nödvändigt att kompensera för denna krympning, annars bildas krympporositeter i den färdiga detaljen samtidigt som dimensionsnoggrannheten försämras. Den tredje fasen, eftermatningsfasen, har som uppgift att kompensera för krympningen genom att under högt tryck pressa in motsvarande volym flytande metall i formen. Detta sker genom att maskinen, direkt efter att formfyllnaden har avslutats, lägger på ett högt tryck med hjälp av skottkolven. Detta sker under en kort tid innan metallen stelnar och detaljen inte kan krympa mer. I samband med att krympningen kompenseras bidrar också det höga metalltrycket till att eventuella luft- eller gasblåsor som finns inblandade i smältan, komprimeras till en så liten volym att de, i bästa fall, inte har någon påverkan på komponentens egenskaper/kvalitet. Luftblåsorna kan uppkomma under första fasen till följd av vågbildning i fyllkammaren, eller skapas då metall och luft blandas under formfyllningen, eller bildas då smältan förångar den kolv- och formsmörjning som används. Det är viktigt att det under tredje fasen finns en möjlighet att eftermata smält metall från fyllkammaren till hela detaljen. Skulle en trång sektor i verktyget, ex vis inloppet, leda till att metallen stelnar, så kan de delar av komponenten som finns efter det ”frysta” partiet inte längre eftermatas.
Om metalltrycket under fas 3 är för lågt riskeras porer i gjutgodset. Ett för högt metalltryck medför risk för att metall sprutar ut mellan verktygets formhalvor. Även den hastighet med vilken eftertrycket byggs upp har stor betydelse. Är denna för låg finns risk för att smältan fryser i ingjuten och förhindrar möjligheten till eftermatning. Rekommenderade specifika metalltryck återfinns i nedanstående tabell. Optimalt är om eftermatningstrycket läggs på precis efter att ett tunt metallskinn stelnat på ytan inuti hela formrummet. Detta skinn förhindrar då att metall sprutar ut, samtidigt som den inre delen av detaljen fortfarande är flytande och kan eftermatas med metall.
Specifikt gjuttryck
Tabell 13. Följande specifika gjuttryck (MPa) rekommenderas:
Värmebalans i gjutverktyget
Metallgjutning är i huvudsak en termisk process där en legering övergår från flytande fas till fast fas genom att energi i form av värme avleds från smältan till det omgivande formmaterialet, i detta fall ett formverktyg av stål. Kritiska faktorer för att få bra mekaniska egenskaper hos komponenten och en hög produktivitet är att få en optimal värmebalans i verktyget. Kort sagt, en lika stor energimängd som tillförs verktyget via smältan måste transporteras bort genom kylning. Av detta enkla samband följer att smältan bör ha en så låg temperatur som möjligt, utan att riskera kallflytningar hos komponenten då just smältans temperatur har stor betydelse för metallens flytbarhet. Observera att det inte är en lika stor energimängd som tillförts metallen via smältugnen som skall kylas bort i verktyget. Under gjutprocessen tappar smältan en viss del av värmen i fyllkammaren, och efter stelningen i verktyget finns även en viss energimängd kvar i komponenten då den tas ut ur verktyget vid en temperatur kring 300 – 500 ºC, beroende på om man mäter på ytan eller inuti komponenten.
De områden i verktyget som utsätts för stora metallflöden, exempelvis kring ingjut i detaljen där all metall måste passera och där metallen är som varmast innan den börjar svalna i verktyget, utsätts för en kraftig termisk belastning. I de områden av verktyget som fylls sist är dels metallmängden mindre, dels temperaturen lägre. Vid tunnväggiga komponenter kan det innebära att verktyget måste få hjälp med temperering i form av extra tempereringskanaler i verktyget eller att man placerar extra övergötskanaler eller avluftning i dessa partier för att hålla uppe verktygstemperaturen och därmed undvika kallflytningar på detaljen. Motsvarande gäller vid tjockväggiga avsnitt på komponenter som är placerade nära ingjutet. Här kan det behövas extra kylåtgärder för att avleda den stora mängden värmeenergi. I många fall kan den mängd metall som finns kvar i fyllkammaren, den s k ”tabletten” eller ”pucken” vara den del som stelnar sist och därmed är avgörande för när verktyget kan öppnas.
Merparten av värmeenergin i smältan överförs till verktyget under eftermatningsfasen då metallen stelnar. Energin avleds från verktyget på flera olika sätt. Det är önskvärt att den största delen avleds via interna kylvattenkanaler i verktyget. En annan stor andel av värmeenergin avleds i samband med att formsläppmedel sprayas på verktygsytorna. Resterande värmeenergi avleds dels genom värmeledning från verktyget till maskinens verktygsbord, dels via värmestrålning till den omgivande luften.
Formlerna för att beräkna den termiska balansen, aktuella värmeövergångstal och värmeledningen i stål är väl kända faktorer vilka kan användas för att grovt beräkna kylbehovet och därmed också cykeltiden. En viktig faktor är just värmeöverföringskoefficienten mellan metallen (komponenten) och formstålet, som kommer att variera med ett antal faktorer – såsom typen av formsmörjning som används och metalltrycket.
Den termiska ledningsförmågan hos vanligt verktygsstål, ex vis H-13 stål, är förhållandevis låg, vilket innebär att värmeledningen genom stålet går ganska långsamt. Detta är bra på ett sätt för att det hjälper till att hålla värmen i verktyget, exempelvis vid gjutning av tunna detaljer, men det kommer också orsaka lokala värmecentra, ”hot-spots”, på grund av att värmen inte kan ledas bort från ställen med hög värmebelastning. Under tredjefasen, då metallen ligger med högt tryck mot verktygsytan, kan temperaturen i verktygsytan bli relativt hög, dock inte i nivå med den smälta metallens temperatur.
Komplexa geometriska former gör att värmeflödet i formverktyget blir mycket ojämnt och svårberäknat. Detta innebär att det kommer att bli varma och kalla partier i verktyget, och den relativt långsamma värmeledningen i formstålet ökar denna effekt, vilket kommer att förvärra vissa gjutdefekter och orsaka driftsstörningar, t ex i form av pålödning av metall på formytan.
Squeeze pins
Inloppet är bara öppet under en väldigt kort tid efter att formen har fyllts med metall. Efter att inloppet har fryst är det omöjligt att eftermata smälta i syfte att kompensera för krympningen hos detaljen. Det finns dock ett annat sätt att öka metalltrycket i komponenten även efter att inloppet frusit och det är att använda squeeze pins. Squeeze-pin är en metallstav, lik en utstötarpinne, som trycks in i komponenten på ett ställe där man har extra höga krav på porfrihet. Metallstaven lämnar ett avtryck på detaljen och måste därför placeras där avtrycket inte ger några funktionella eller estetiska nackdelar, ex vis på ett ställe där man i den efterföljande bearbetningen skall borra ett hål eller fräsa en yta.
10.6.5 Fjärde fasen
Under den fjärde fasen, utstötningsfasen, trycks gjutdetaljen och ingjutsystemet ut ur formverktyget. Innan dess har alla kärnor dragits tillbaka ut ur detaljen. Vid utstötningen gör skottkolven också en kort framåtriktad rörelse för att trycka ut tabletten ur den fasta formhalvan. Därmed säkerställs att komponenten alltid blir kvar i den rörliga formhalvan och därefter kan plockas ut ex vis med en robot.
Den gjutna komponenten krymper kraftigt under stelningen och den efterföljande svalningen och klämmer därför ofta fast i verktyget. Stora detaljer med snäva släppningsvinklar kräver därför stor kraft hos maskinens utstötarenhet. Om detaljen sitter hårt kan utstötarpinnarna lämna djupa intryckningar på gjutgodsdetaljen samtidigt som man ofta kan se tydliga dragmärken på komponenten. Tunna detaljer kan också bli skeva i samband med utstötningen om olika partier av komponenten krympt fast olika hårt i verktyget.
Utstötarenheten består av en grundplatta som är rörligt fäst och styrd av kolvstänger som når in i det rörliga formbordet. Hydraulcylindrar är monterade på det rörliga maskinbordets baksida med ett antal distansstänger. Denna konstruktion ger en stabil och linjär utstötningsrörelse. Utstötarpinnarna utsätts för en hög belastning och är normalt nitrerade för att få en mycket hård yta vilket minskar risken för att de kärvar i verktyget. Utstötarpinnarna brukar oftast vara cylindriska med ett cylindriskt alternativt koniskt huvud. Cylindriska utstötare med cylindriskt huvud är standardiserade och hittas i standarden SS-ISO 6751.
Värmeflöde efter utstötning
Efter att detaljen har stötts ut ur formen fortsätter den svalna, främst genom strålning och konvektion. I vissa fall doppas detaljen i vatten för att snabba på nedkylningen, exempelvis om den gjutna detaljen ska skäggas eller gradas direkt efter urplockningen. Under kylprocessen finns en viss risk att detaljen ändrar form och blir skev (distorsion). Det bästa sättet att undvika eller kontrollera dessa förändringar är att ha en jämn svalning efter utstötningen.
10.6.6 Verktygstemperatur
Verktygstemperaturen är en kritisk faktor vid pressgjutning. Termisk obalans och en ojämn temperaturfördelning i verktyget är vanliga orsaker till kvalitetsbrister hos gjutgodset. Rätt temperatur på verktygsytan är också en förutsättning för att formsläppmedlet skall fungera på avsett sätt.
Termisk utmattning, vilken leder till att ytan på verktyget spricker (krackelerar), är den vanligaste orsaken till att pressgjutverktyg måste skrotas. För att så långt som möjligt hindra uppkomsten och minska tillväxten av krackeleringar måste man förvärma verktyget innan gjutningen påbörjas. Det är viktigt att detta sker jämnt och försiktigt via kanaler i verktyget och därför rekommenderas ett termostatiskt styrt uppvärmningssystem. Uppvärmningen kan ske antingen med hetvatten eller olja som cirkuleras i kanaler i verktyget. Med hetvatten kan verktyget förvärmas till ca 200 – 250 ºC och med olja till ca 300 ºC. Utvändig uppvärmning med till exempel gasolbrännare skall undvikas. På samma sätt bör kraftig nedkylning undvikas, vilket innebär att mängden kallt formsläppmedel som sprutas på verktygsytan bör minimeras. Verktyg med insatser måste värmas sakta så att både insatser och hållarmaterial hinner med i temperaturstegringen och utvidgar sig likformigt.
Under drift är det viktigt att verktyget behåller en termisk jämvikt. Det betyder att samma energimängd som tillförs verktyget via den smälta metallen också måste ledas bort från verktyget, främst via interna kylkanaler i verktyget, men också via formsläppmedlet. Se nedanstående illustration:

Värden i figuren ovan (procent)
A. Rörelseenergi
B. Smälta
C. Uppvärmning av munstycke
D. Smörjning
E. Kylning
F. Temperaturstyrning
G. Gjutgods
H. Termisk strålning
I. Värmeledning och konvektion
En noggrann och snabb reglering av verktygstemperaturen är en kritisk faktor för att verktyget skall hålla sin avsedda arbetstemperatur oavsett cykeltid. Målet är att därigenom säkerställa en konstant och hög gjutgodskvalitet, planerad cykeltid samt maximera verktygslivslängden.
Följande verktygstemperaturer rekommenderas:
Tabell 14. Verktygstemperatur.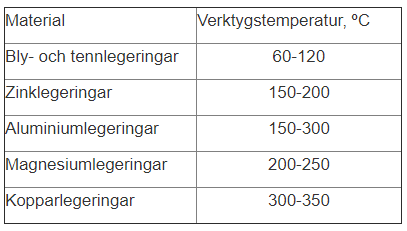
Kontrollering av verktygstemperaturen
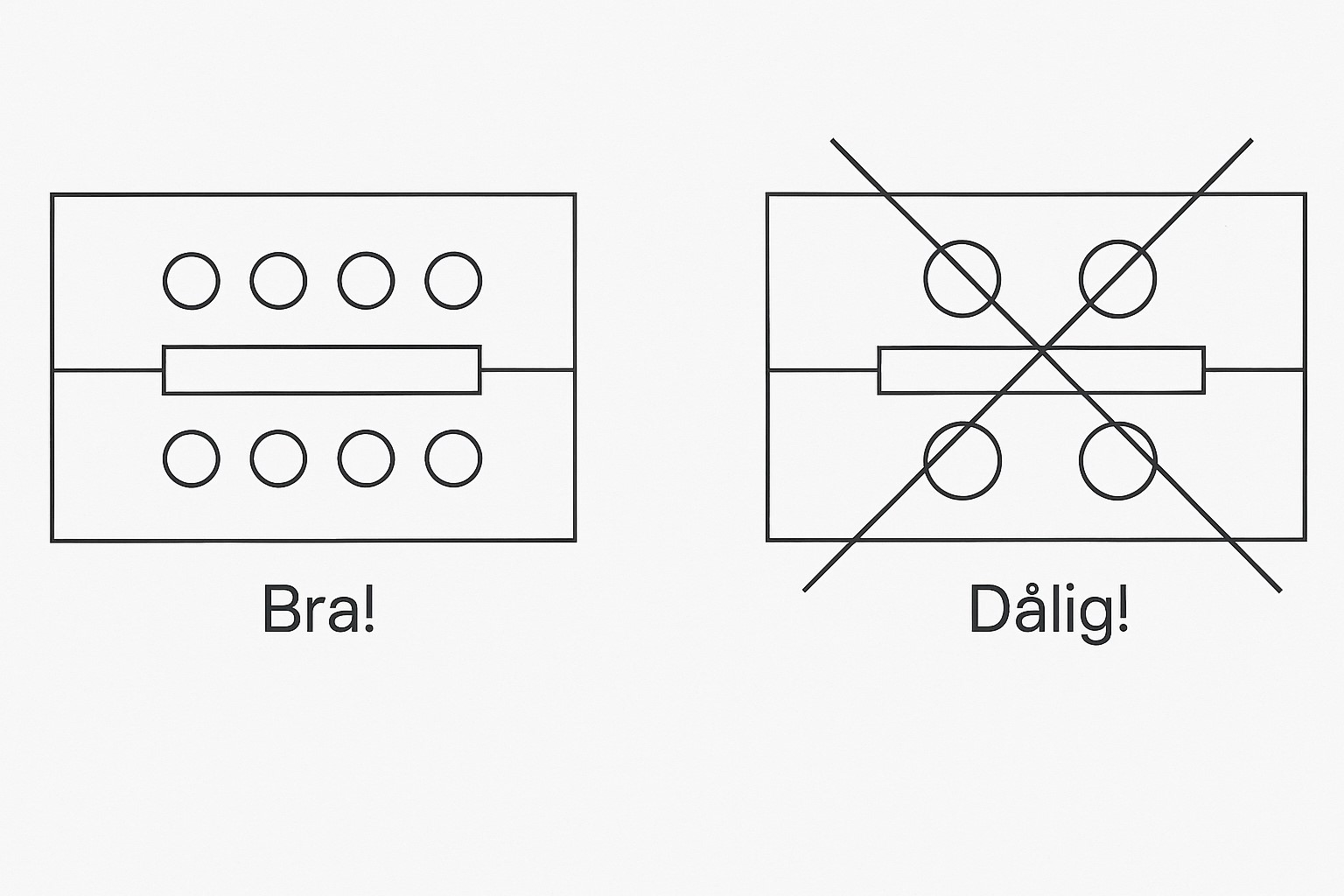
I första hand bör verktyget såväl förvärmas som kylas under drift genom användning av kanaler i verktyget. Dessa kanaler borras in från olika håll i verktyget och kan antingen serie- eller parallellkopplas. Det är viktigt att detta sker på ett korrekt sätt för att få en såväl effektiv uppvärmning som kylning av verktyget. För att vara så effektiva som möjligt bör kylkanalerna placeras så nära formytan som möjligt, dock inte för nära då risken för att verktyget kan spricka ökar om kanalerna får en olämplig placering. Den mängd värme som kan avlägsnas beror dels på antalet kanaler, dels på flödet i kanalerna samt på temperaturen hos kylvätskan.
Under drift förstärks kylningen av verktyget genom att styra mängden formsläppmedel som sprayas på verktygsytan mellan varje gjutcykel. Sprayen består till cirka 98 % av vatten, och med denna vattenspray kyls formytan mycket snabbt. Denna metod för kylning sliter hårt på verktygsstålet och kommer att förkorta verktygets livslängd, men det är ett mycket effektivt sätt att kyla ner heta partier på verktygsytan.
Ett tredje sätt att kontrollera värmebalansen i verktyget är att anpassa cykeltiden, vilket i praktiken innebär att man styr mängden värmeenergi som tillförs verktyget och som därmed också måste kylas bort. Generellt eftersträvas en så kort cykeltid som möjligt för att optimera lönsamheten men flera samverkande processparametrar kan behöva beaktas. Oftast avgörs cykeltiden av kylkanalernas och formsmörjningens kapacitet att leda bort värmeenergi från formverktyget. Idag finns det bra simuleringsverktyg för att beräkna och analysera den termiska jämnvikten i pressgjutverktyg.
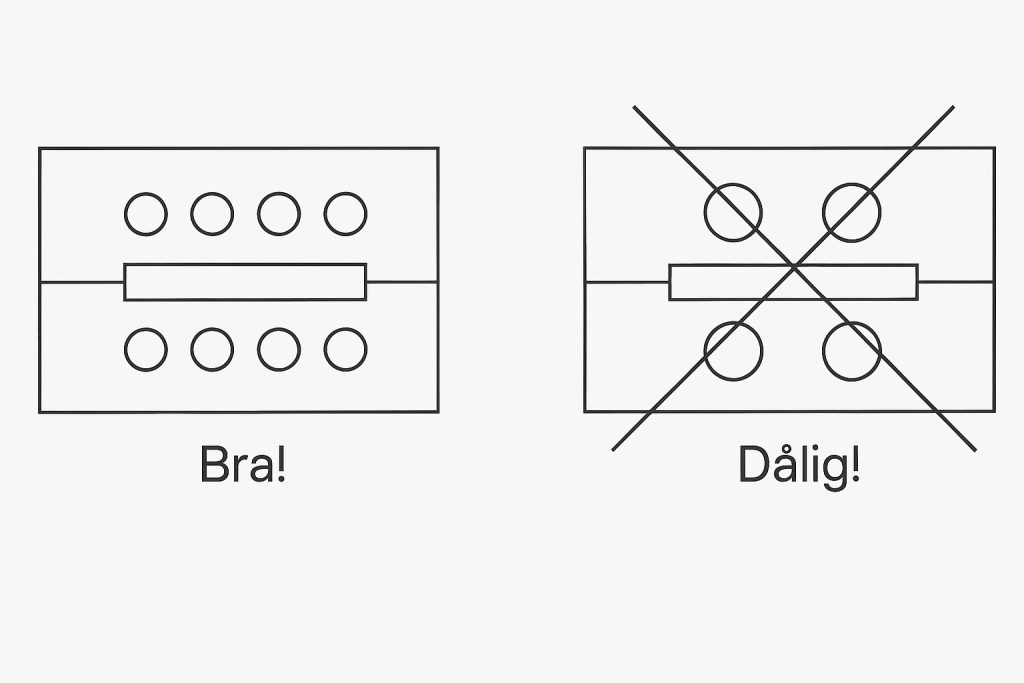
Figur 58. Exempel på placering av kylkanaler.
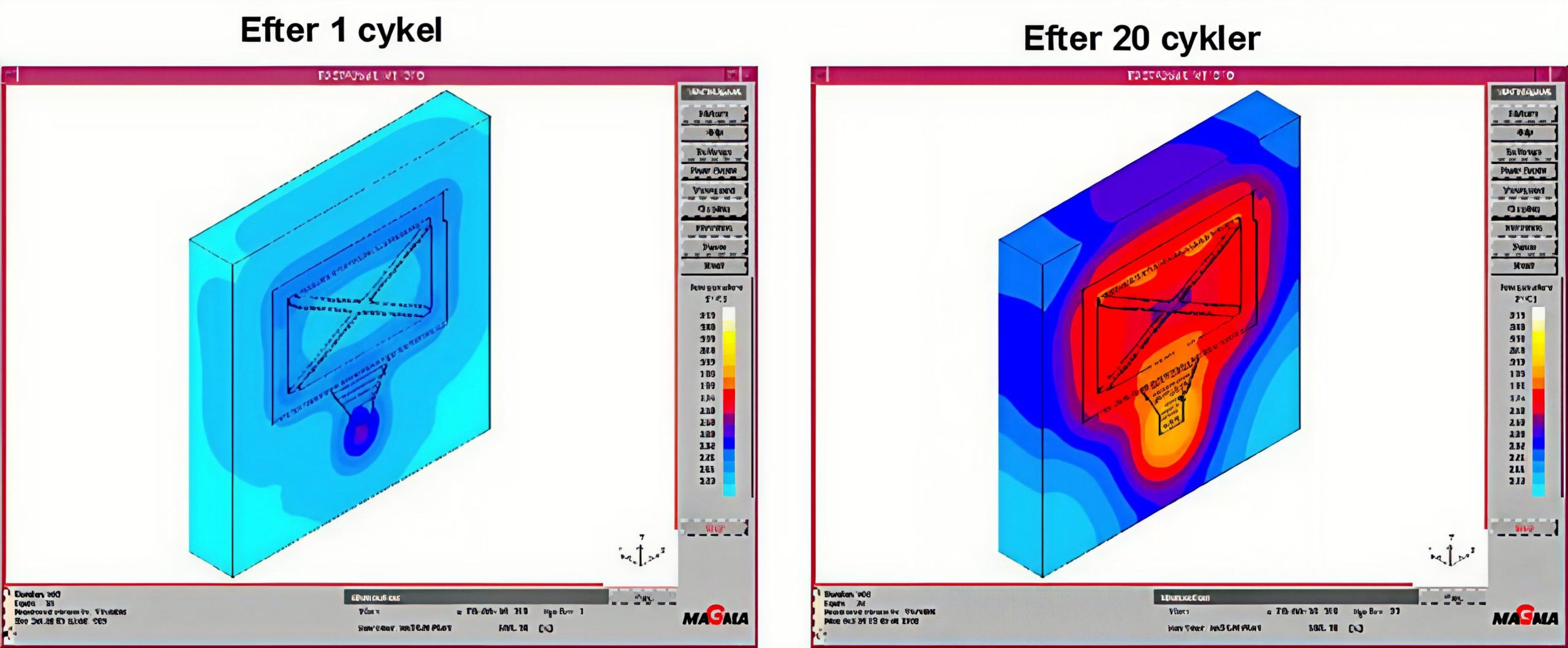
För att kunna kontrollera värmebalansen i verktyget behöver det köras ett antal cykler så att alla parametrar hinner stabilisera sig. Det är stor skillnad på gjutresultatet mellan den första detaljen, som är tillverkad i ett kallt verktyg, och en detalj tillverkad vid normal driftstemperatur.
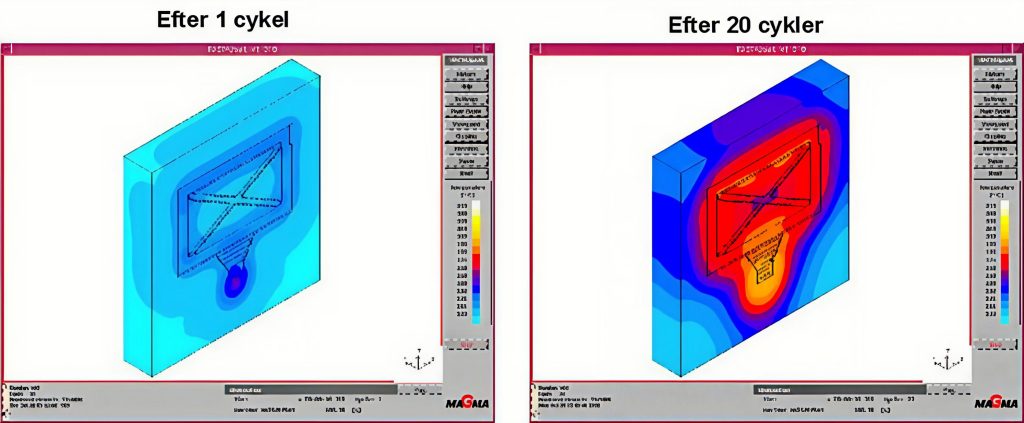
Figur 59. Temperaturfördelning i ett verktyg efter en cykel (t v) och efter 20 cykler (t h).
Problem vid för låg verktygstemperatur
- Försvårad utstötning av gjutgodset ur verktyget (ökade klämkrafter).
- Vidhäftning av metall.
- Dålig smörjeffekt av släppmedlet.
- Kallflytningar.
- Ökat verktygsslitage (ökad termisk chockverkan).
- Försämrad dimensionsnoggrannhet.
- Risk för fukt kvar i verktyget efter stängning
Problem vid för hög verktygstemperatur
- Försvårad utstötning av gjutgodset ur verktyget (beroende på deformation eller vidhäftning).
- Dålig vidhäftning av formsläppmedlet.
- Ökad förbrukning av släppmedel.
- Längre cykeltid.
- Ökad verktygsförslitning (felaktig funktion hos rörliga verktygsdelar, slider etc).
- Verktygsdeformation (på grund av temperaturskillnader mellan verktygshalvorna).
- Försämrad dimensionsnoggrannhet.
- Ökad risk för sugningar.
10.6.7 Formsmörjning
Formsläppmedlet läggs på mellan varje skott och har många viktiga funktioner, bland annat att underlätta formfyllningen, skydda oxidskiktet på verktygsytan och att förhindra vidhäftning mellan metallen och formytan. Formsläppmedel är oftast vattenbaserade men finns även i högkoncentrerad form och som pulver. Vattenbaserade formsläppmedel används också för att kyla formverktyget.
Formsmörjningen har en viktig roll både för gjutgodsets kvalitet och för verktygets funktion och livslängd. Den smörjmedelshinna som påförs verktyget underlättar formfyllningen och fungerar som en barriär/skyddsfilm mellan den smälta metallen och verktygsytans oxidskikt. Efter stelning underlättar formsläppmedlet också utstötningen av detaljen. Det smörjmedel som påförs formverktyget benämns oftast formsläppmedel eller enbart släppmedel.
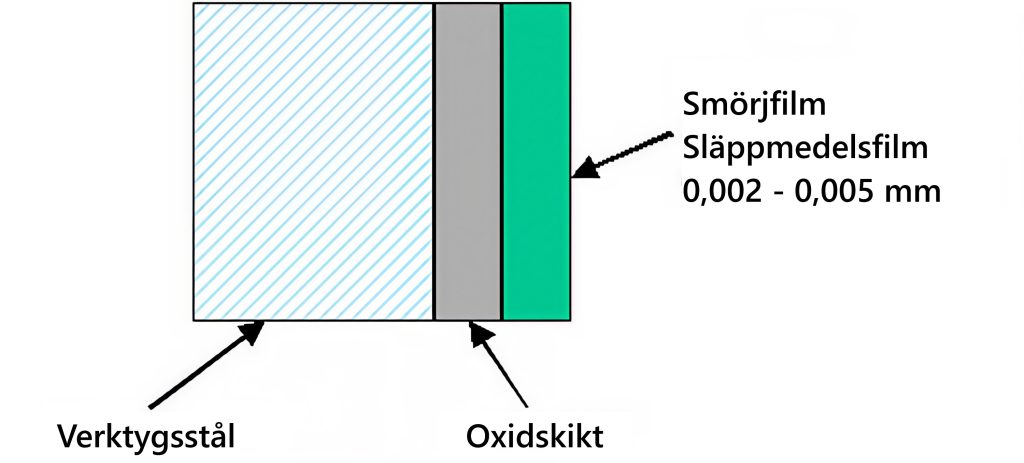
Figur 60. Formsmörjning har tre uppgifter; att separera, att smörja och att kyla.
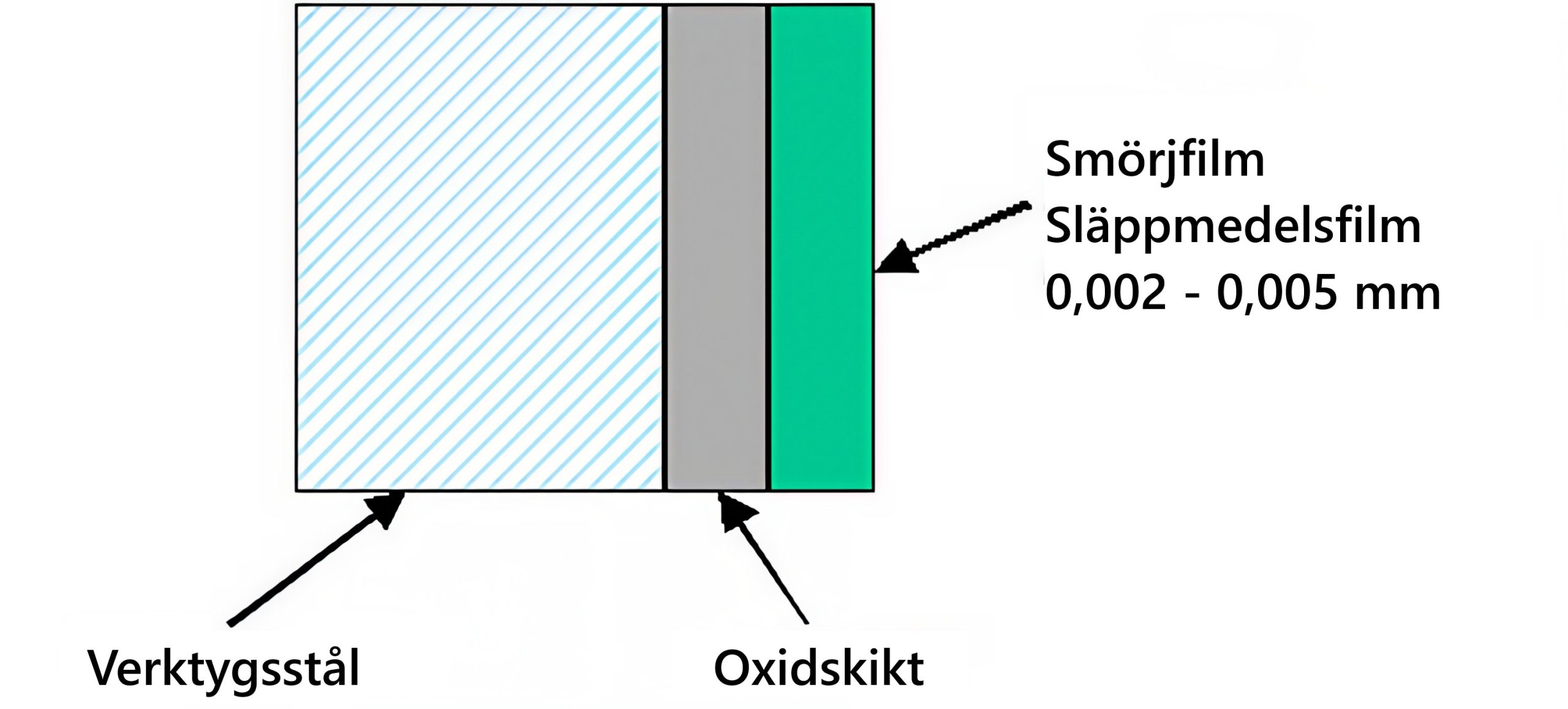
Som beskrivits i avsnitt 10.5 Verktyg så skall man alltid skapa ett tunt oxidskikt på formytan på nya verktyg. Målet är att detta oxidskikt skall vara permanent och isolera verktygsytan från den smälta metallen och därmed förlänga verktygslivslängden. När formsläppmedlet läggs på bildas en skyddande film ovanpå oxidskiktet vilket gör att oxidskiktet inte nöts ned vilket annars skulle ske mycket snabbt. Därmed bidrar formsläppmedlet till att minska den termiska utmattningen och krackeleringen av verktygsytan, minska risken för sammansvetsning av den smälta metallen och verktygsstålet, s k pålödning, samt underlättar utstötningen av detaljen efter stelning. Formsläppmedlet har sammantaget en stor påverkan på detaljens ytfinhet vilket är viktigt inte minst för komponentens mekaniska egenskaper, men också i många fall ur ett estetiskt perspektiv. Om för mycket släppmedel, eller släppmedel av olämplig sort läggs ovanpå oxidskiktet, kan rester i verktyget dels orsaka missfärgning och geometriska defekter hos komponenten. För lite släppmedel kan leda till ofullständig formfyllning och svårigheter att stöta ut komponenten ur verktyget, vilket i sin tur kan leda till skador på såväl verktyget som detaljen.
Den vanligaste typen av formsläppmedel består av en bärsubstans, oftast vatten, samt några olika additiver i form av oljor, vax och siloxaner. Oljorna har till uppgift att smörja verktyget och se till att detaljen släpper från verktyget. Vaxerna skall ge en barriär som skyddar oxidskiktet. Siloxanerna, som är övermålningsbara silikoner, används för att öka flytbarheten hos smältan. Dessutom tillsätts någon typ av korrosionsinhibator i syfte att skydda verktyget och maskindelar mot rost. På grund av risken för bakterietillväxt i formsläppmedelsbehållare tillsätts också ett bakteriedödande medel, s k baktericider. För att säkerställa att oljor, vax m m kan blandas med vatten till en emulsion som inte separerar över tid tillsätts också emulgatorer. Av miljöskäl har användningen av ren mineralolja som släppmedel i stort sett försvunnit.
En annan ”indirekt” uppgift för formsmörjningen är ofta att bidra till kylningen av gjutverktyget då dessa ofta saknar tillräckligt med interna kylkanaler för att upprätthålla en termisk balans i verktyget. Vidare behöver också kärnor och eventuell vakuumventil både smörjning och kylning vilket då görs via formsmörjningen. På partier med hög värmebelastning kan i vissa fall över hälften av den värmeenergi som tillförs av smältan behöva kylas bort via formsmörjningen vilket dels leder till en hög förbrukning, dels till stora mängder spillvätska om inte hela vätskemängden förångas under kylfasen.
Alla typer av släppmedel har ett temperaturintervall där de fungerar som bäst, det vill säga har en god vätningsförmåga och därmed kan bilda ett skyddande skikt ovanpå verktygets oxidskikt. Tjockleken hos skyddsfilmen är främst beroende av temperaturen på verktygsytan, och i viss mån spraytiden. Vid optimala förutsättningar, dvs rätt yttemperatur på verktyget, rätt typ av formsläppmedel och ett effektivt formsmörjaggregat, tar det endast ca 0,5 – 1 sekund för att bilda den nödvändiga skyddsfilmen på oxidytan.
Filmbildningen för konventionella vattenbaserade släppmedel är ofta som bäst i intervallet 180 – 220 ºC. Därför måste formytan först kylas ner till denna temperatur. Detta görs genom påsprutning av små droppar med hög hastighet. Såväl spruttrycket som anslagsvinkel är viktig för att eliminera risken för en ångspärr på formytan, vilken förhindrar släppmedlet att väta formytan (Leidenfrosteffekten) – jämför med när en vattendroppe tycks studsa fram på en het yta. Tryckluften som transporterar släppmedlet medverkar till att blåsa undan en del av den ånga som bildas på formytan. Det är under de första 1 – 3 sekunderna av sprayningen som störst kyleffekt erhålls, därefter sjunker denna i takt med att temperaturen på formytan sjunker. Formsmörjningen kan sänka temperaturen hos verktygsytan från typiskt 550 ºC ner till cirka 200 ºC. Det är viktigt att anpassa mängden formsläppmedel som sprutas på ytan till det aktuella kylbehovet. För stor nedkylning kan vara negativt för skyddsfilmen då det finns en risk för minskad vidhäftning om verktygsytan blir för kall.
Efter avslutad formsmörjning/kylning kommer temperaturen på ytan av verktyget åter stiga då värmeenergi från centrum på verktyget leds tillbaka till ytan. Detta på grund av stålets låga värmeledningsförmåga som gör att temperaturen inuti verktyget inte sänks lika fort och lika mycket som på ytan. Att temperaturen på ytan åter stiger är positivt då det bidrar till att förånga eventuella rester av formsläppmedlet (vatten) innan nästa gjutcykel.
Något universalsläppmedel som fungerar optimalt under alla förutsättningar finns inte. Aktuell legering, metalltemperatur, formverktygstemperatur och detaljens geometri är parametrar som kräver rätt val av formsläppmedel till respektive verktyg och komponent. Ett vanligt problem är att vattenbaserade släppmedel inte klarar av att bilda en skyddsfilm på verktygsytor med hög temperatur, från ca 250 ºC och uppåt. Viktiga egenskaper som bör beaktas vid val av släppmedel är:
- Bra släppningsegenskaper
- Bra smörjförmåga på kärnor, slider och ventiler
- Lukt- och rökfria
- Liten gasutveckling
- Liten påverkan på detaljen yta
- Låg kostnad
Följande typer av formsläppmedel förekommer:
- Flytande, vattenblandbara
- Flytande, ej vattenblandbara
- fria från lösningsmedel
- med lösningsmedel
- Torra produkter
Vid konventionell formsmörjning är vattenblandbara släppmedel vanligast. Av miljöskäl undviks oljebaserade släppmedel men dessa kan behöva användas i extrema fall men då ofta i mycket små mängder. Även pulverbaserade formsläppmedel förekommer vilka då läggs på med stöd av elektrostatisk laddning. I vattenburna formsläppmedel utgör rent vatten ca 98 % av den färdiga bruksblandningen, och resterande ca 2 % är olika funktionella tillsatser.
Applicering
Applicering av formsläppmedel kan i undantagsfall ske manuellt med en handpistol, men användning av s k formsmörjaggregat och smörjning med robot är idag helt dominerande. Mängden släppmedel som sprutas på formytan bör anpassas så att all vätska hinner förångas vid kontakten med det varma verktyget. När släppmedel droppar ned från verktyget tyder detta på en överdosering. Detta överskott bidrar endast i begränsad omfattning till att bilda en skyddande film på verktygsytan eller till att kyla verktyget då den största delen av värmeenergin i verktyget avleds i samband med att formsläppmedlet förångas på ytan. Appliceringen av släppmedel bör ske med så små droppar som möjligt och med rätt avstånd, anslagsenergi och vinkel i förhållande till verktygsytan. Dessa faktorer kan optimeras med hjälp av de spraymunstycken som används i kombination med rätt spraytryck.
Sprayning efter att den skyddande filmen har bildats kan ha en motverkande effekt eftersom en underkylning av ytan kan medföra att skyddsfilmen spolas bort utan att någon ny film kan bildas.

Figur 61. Formsmörjning.
Det finns uppenbara nackdelar med dagens konventionella formsmörjning, ex vis hög förbrukning av rent vatten och tryckluft, hög ljudnivå samt ett överskott av formsläppmedel som måste omhändertas. Dessa nackdelar har, inte minst av inre och yttre miljöskäl, drivit på utvecklingen av alternativa metoder för formsmörjning, vilka har det gemensamt att de ställer högre krav på den interna kylningen av verktygen då de är optimerade utgående från sin smörjande och skyddande förmåga och inte i lika hög grad bidrar till att kyla verktyget. De är därför också ofta anpassade för att kunna appliceras vid högre yttemperatur på verktyget, upp till ca 400 ºC.
Ett exempel på en alternativ formsmörjteknik är elektrostatisk beläggning av släppmedel. I princip fungerar denna som pulverlackering, dvs man utnyttjar en elektrostatisk laddning av pulvret för att få detta att fästa på verktygsytan. Bland fördelarna kan nämnas att man kan belägga kärnor och insatser som annars är svåra att nå med konventionell sprayteknik, mängden släppmedel som går till spillo är relativt liten och kan enkelt tas om hand, samt att metoden är snabb och tyst. Bland nackdelarna kan nämnas att det krävs en helt ny utrustning för att använda denna teknik, att den kan ha svårt att nå ner i djupa formrum, ge extra tjock beläggning på skarpa hörn samt att den inte bidrar till verktygskylningen vilket är en nackdel för verktyg som inte har tillräckligt med interna kylkanaler för att uppnå en acceptabel stelningstid hos metallen.
Film från Lubrolene kring smörjning med hjälp av elektrostatisk laddning.

Ett annat alternativ som under senare tid rönt allt större intresse är s k Micro-spray, vilket innebär att man applicerar små mängder av ett högkoncentrerat släppmedel på verktygsytan. Även denna teknik förutsätter att den interna kylkapaciteten i formverktyget är så hög att verktyget inte behöver kylas externt med hjälp av formsmörjaggregatet. Tekniken kan användas för såväl olje- som vattenbaserade koncentrat upp till ca 400 ºC yttemperatur hos verktyget. Bland fördelarna kan nämnas;
- Kortare cykeltid – ingen tryckluftsblåsning för att eliminera vatten i formrummet
- Minskad risk för krackelering av verktygsytan = ökad verktygslivslängd
- Minskad risk för gasporositeter från släppmedel och/eller vatten, i komponenten
- Minskad vattenförbrukning och minskat spill i form av överblivet formsläppmedel
- Minskad tryckluftsförbrukning och sänkt ljudnivå
- Minskad risk för korrosion då mängden vatten reduceras helt eller delvis
Tekniska och ekonomiska analyser av ex vis Micro-spray indikerar att tekniken under vissa förutsättningar kan bidra dels till minskad resursanvändning och minskat spill, dels till sänkta kostnader och ökad lönsamhet främst tack vare en ökad verktygslivslängd. I takt med att kraven på vikteffektiva komponenter ökar, utmanas förmågan att pressgjuta komponenter med godstjocklekar ner mot 1 – 2 mm. Dessa krav medför att man ofta måste använda en betydligt högre verktygstemperatur för att undvika kallflytning. I dessa fall kan högkoncentrerade släppmedel erbjuda vissa fördelar.
På nedanstående filmer kan först ses konventionell formsmörjning (med lågkoncentrerat släppmedel) och därefter formsmörjning med högkoncentrerat släppmedel.

Minimal formsmörjning med högkoncentrerat släppmedel (teknologi från Trennex).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}