16.5.1 Avlägsnande av ingjut och matare
Samma sak gäller för ingjutssystemet, det vill säga det kanalsystem genom vilket smältan strömmar under avgjutningen. Vid spröda material, som gråjärn, kan ingjutssystemet ofta slås av med lätthet, särskilt när det gäller mindre godsstorlekar. Vid andra material måste någon typ av maskinell bearbetning användas. För närmare information om ingjuts- och matningsteknik hänvisas till kapitel 6 i denna handbok.
Avlägsnande av ingjut och matare i samband med gjutgodsframställning är både tidsödande och kostsamt. För operationen finns ett flertal metoder, både termiska och mekaniska. Frågan om vilken metod som bör väljas kan inte besvaras generellt. Faktorer såsom gjutlegering, gjutgodsdimension och tillgänglig utrustning inverkar. En ytterligare faktor att beakta är hur olika metoder påverkar de efterföljande arbetsoperationerna. Det gäller naturligtvis att uppnå högsta ekonomiska utbyte för detaljen som helhet. Att dela matarna på mitten är en effektiv metod att utreda om de är lämpligt dimensionerade.
Oberoende av vilken metod som används är det viktigt att genom förebyggande åtgärder i största möjliga utsträckning underlätta operationen. Exempelvis gäller att man redan i samband med modellberedningen samt vid val av placering för matnings- och ingjutssystem på godset bör ta hänsyn till att dessa lätt skall kunna slås av efter gjutningen. Därför är det viktigt att alltid försöka placera inlopp och matare på plana ytor på godset. Det gör, speciellt vid mindre gods, att avlägsnandet i många fall kan göras med kapskiva. Dessutom är det i vissa fall möjligt att kapa så nära godset att ytterligare rensningsoperationer inte behövs. Placering av inlopp och matare på mycket tunna godspartier bör om möjligt undvikas med hänsyn till risken för sönderslagning.
Vid val av placering av ingjuts- och matningssystem bör man vid stora serier se till att tillvarata möjligheterna att utföra avlägsnandet i mer eller mindre mekaniserade anläggningar. Placeringen av systemet ska göras så att godset på lämpligt sätt kan spännas upp i fixtur.
Det kan vara värt att pröva om avlägsnandet av ingjut och matare ska utföras samtidigt som efterföljande bearbetning sker i verkstad.
16.5.2 Gasskärning
Gasskärning sker med acetylen, propan eller naturgas. På den uppvärmda ytan blåses syrgas genom ett munstycke, som ger en kraftig koncentrerad stråle. Syrgasen oxiderar metallen och genom den höga gashastigheten blåser oxider, slagg och eventuellt smält material bort. Beroende på brännarens rörelse erhålls en bättre eller en sämre snittyta. I vissa fall kan det vara nödvändigt att förvärma detaljen för att undvika varmsprickor i vissa sektioner. Emedan är exempelvis rostfritt stål mer utmanande att skära, då det föreligger högre temperaturkrav.
16.5.3 Pulverskärning
Pulverskärning är en användbar metod för att avlägsna ingjut och matare på gjutgods framställt i rostfritt och höglegerat stål, gråjärn och segjärn. Vid godstjocklekar över 100 millimeter finns ofta inget realistiskt alternativ till pulverskärning.
Pulverskärning innebär att ett speciellt pulver genom exempelvis munstycket till en brännare blåses in i värmelågan Upphettat till antändningstemperatur dras det med av syrgasstrålen till skärstället. Pulvret utgörs av finkornigt järnpulver, aluminiumpulver eller specialflussmedel.
Genom oxidation av pulvret ökas temperaturen avsevärt i syrgasstrålen. Detta medför att flytbarheten på det vid skärningen bildade värmebeständiga oxidskiktet (slaggen) ökar. Genom en kombination av smältning och flussverkan och i viss mån av pulvrets mekaniska blästringseffekt avlägsnas oxidskiktet. Så snart som detta skett kan syrgasstrålen ånyo reagera kemiskt och mekaniskt med basmaterialet och därmed kan skärningsarbetet fortsätta.
16.5.4 Bågluftsmejsling
Bågluftsmejsling, som är en typ av bågsmältskärning, kännetecknas av att materialet smälts med en ljusbåge dragen mellan arbetsstycket och en elektrod.
Smältan blåses vanligen bort med en kraftig luftstråle från ett munstycke på elektrodhållaren. Metoden, som har sitt ursprung i USA, benämns ofta även Arc Air. Bågluftsmejsling används inte främst vid avlägsnande av ingjut och matare utan i stället för uppmejsling av felaktigheter före svetslagning. Om man använder bågluftsmejsling för att avlägsna matare och ingjut finns det risk för att kolhalten blir för hög vilket skapar problem vid omsmältning av materialet.
16.5.5 Plasmaskärning
Vid plasmaskärning bringas en gas, vanligen argon, att passera en ljusbåge innesluten i ett munstycke.
Temperaturen blir så hög – någonstans mellan 10 000 till 50 000°C – så att gasen dissocieras och joniseras, det vill säga plasma bildas. Genom den starka upphettningen sker en expansion hos gasen, vilket ger en hög utströmningshastighet. Man räknar med att hastigheten är cirka 1 Mach (=ljudhastigheten).
När plasmastrålen träffar arbetsstycket, återgår plasman till normal gas avgivande värme, varvid materialet smälter och blåses bort ur snittskåran av den kinetiska energin i plasmastrålen.
16.5.6 Kapning med kapskiva
En ofta använd metod för avlägsnande av ingjut och matare är kapning med kapskiva. Kapoperationen är en spånavskiljande bearbetning, där slipkornen är verktygen och skivans bindemedel är verktygshållarna. Under senare år har mer avancerade skivbindemedel kommit på marknaden. Exempelvis finns kapskivor för aluminiumkapning med bomull, som fixerar slipkornen för att eliminera bindemedel som kan kleta sig fast på godset. REF. Val av kapskivor bör ske i samråd med skivleverantör för att få bästa ekonomi på arbetsoperationen. Allmänt gäller att ett segt material är svårare att kapa än ett sprött. Hårda karbider i en mjuk grundmassa sliter hårt på skivorna.
Generellt behövs kylning vid vissa hårda material för att undvika blåanlöpning av godset, vilket kan påverka hållfastheten negativt.
Kapskivan kan drivas antingen pneumatiskt, elektriskt eller hydrauliskt.
Ofta brukar kapmaskiner delas upp i tre grupper: handkapmaskiner, stationära kapmaskiner och pendelkapmaskiner. Dessa visas i figurerna nedan.

Figur 21. Handkapmaskin (Atlas Copco).

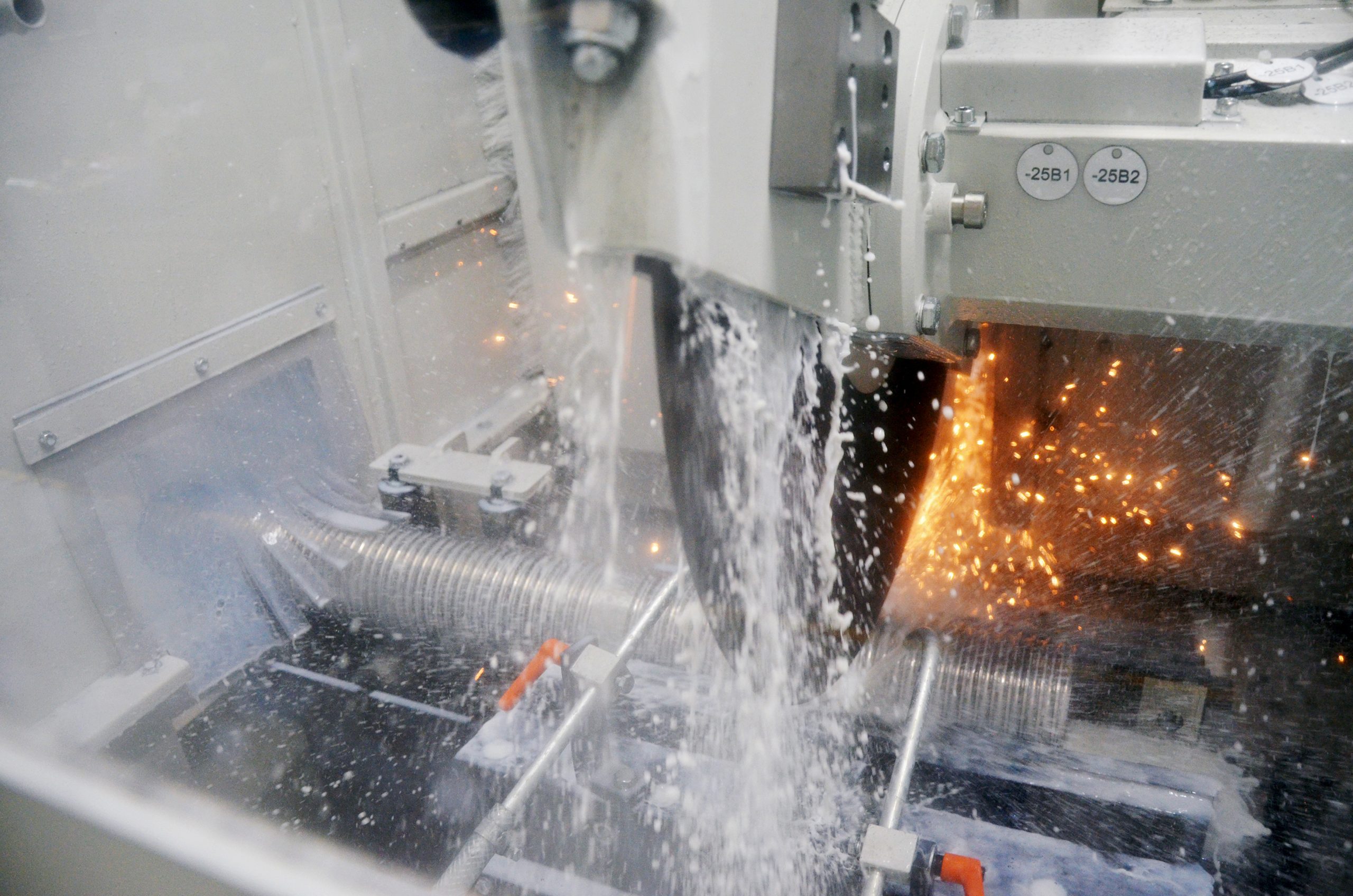
Figur 22. Reichmann NTS – wet cut-off machine
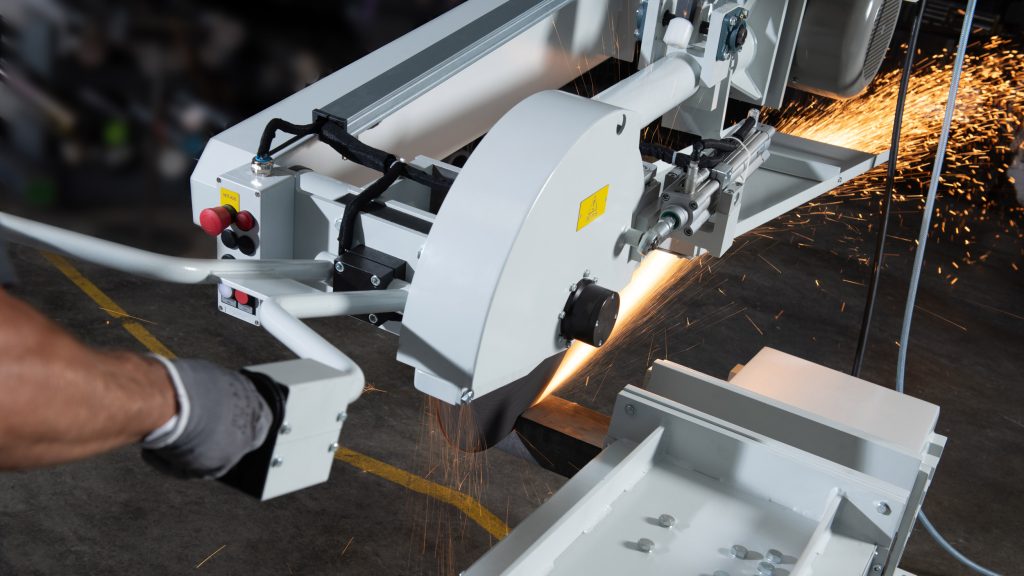
Figur 23. Reichmann PTS – pendulum cut off machine
Handkapmaskiner är en vanlig utrustning vid mindre gjutgods i små serier. Vid användning av denna typ av kapmaskin är det liksom vid de övriga typerna av kapmaskiner viktigt att gjutstycket är väl fastspänt.
Vid de stationära kapmaskinerna är skiva och arbetsstycke inspända och tvångsstyrda i förhållande till varandra under arbetsoperationen.
Pendelkapmaskiner kännetecknas av att kapskivan är rörlig i olika riktningar, medan arbetsstycket antingen är inspänt eller på grund av sin egen tyngd kan betraktas som inspänt. Kapningsrörelsen är vanligen manuellt styrd vid pendelkapmaskiner. Dessa kapmaskiner används främst vid medelstort och stort gjutgods.
16.5.8 Avbrytning
En allt oftare använd teknik för att avlägsna ingjutssystem och matare från gjutgodset är att använda en brytkil. Ett annat användningsområde för brytkil är sönderdelning av ingjutsystem i samband med att godset omhändertas efter urslagningen.
Tekniken kan användas vid gråjärn, segjärn och vissa gjutstålslegeringar beroende på legering och dimension. För att undvika att knäckningen tar med delar av godset behöver både anvisning och lämplig struktur vid övergången genom kylning tillgodoses. Detta kan vara utmanande för vissa gjutjärn och stållegeringar.
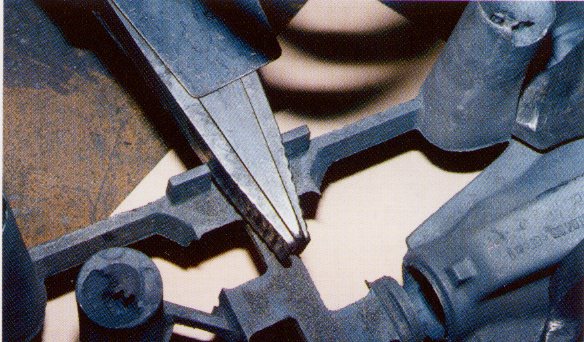
Den på följande visade brytkilen har fyra huvuddelar: en hydraulisk cylinder, en kil och två stödplattor som är ledbart fästa i sin ena ände vid cylinderns framkant. Kilar av det fabrikat som visas i figuren arbetar med ett tryck på 300 bar och har beroende på storlek brytkrafter på 100 till 400 kN.

Vid arbete placeras kilen med sina stödplattor mellan gjutgodset och den del av gjutsystemet, som skall avlägsnas. Därefter pressas kilen framåt av cylindern, som har en slaglängd på cirka 100 millimeter, och stödplattorna tvingas isär. Därvid pressas ingjutssystemet eller mataren från godset. Brottet sker vid den svagaste sektionen. När hydraultrycket släpps, återgår kilen till utgångsläget.
Miljömässigt är tekniken att använda brytkil fördelaktig jämfört med många andra metoder. Ingjutssystem och matare avlägsnas tyst och utan damm, buller eller splitter. Skaderiskerna för personalen är minimala.
Film som visar arbete med brytkil:

Produktionsmässigt har brytkilstekniken visat sig vara en enkel och effektiv metod. Den kräver endast kort upplärningstid för berörd personal.
För att kunna utnyttja brytkilstekniken optimalt bör man tänka på att placera ingjutssystem och matare på ett sådant sätt att ett mothåll erhålls. En lösning kan vara att gjuta på speciella klackar på exempelvis gjutkanalen, när naturliga angreppspunkter saknas (figuren nedan).
16.5.9 Avlägsnande av matare genom ”skjutning”
En teknik för att avlägsna matare är att knäcka av dem med ett kraftigt slag. Detta är mycket kraftigt och tekniken kan närmast liknas vid att matarna ”skjuts” av.
Flera utrustningar för denna teknik finns på marknaden. Metoden har utvecklats mycket de senaste åren och är en metod som med fördel kan användas på grövre gods där brytkilstekniken inte är användbar. Renskanoner kan till exempel slå av matare på stålgjutgods med över 30 cm diameter. Den kan även i vissa fall ersätta gasskärning av matare.
En film nedan visar metoden i aktion.

16.5.10 Kapning med bandsåg
Kapning med bandsåg förekommer huvudsakligen vid avlägsnande av ingjut och matare vid lätt- och tungmetallgjutgods. Vid metallurgisk provberedning kan bandsågning användas för klenare sektioner i gråjärn, kompaktgrafitjärn och segjärn utan att påverka provet termiskt. Fördelen är att vattenanvändning elimineras, vilket minskar rost risken.
För övriga material blir ofta kapningstiden så lång att bandsågning knappast kan konkurrera med andra metoder. Med bandsågning kan mjuka material oberoende av godstjockleken inom sågens arbetsområde kapas. En fördel med bandsågning är att efterslipning i många fall kan undvikas.
16.5.11 Avstickning i svarv och fräsning
Vid vissa typer av gjutgods kan man med fördel avlägsna ingjut och matare genom avstickning i svarv eller genom fräsning.
En förutsättning för att dessa metoder skall vara lönsamma är normalt, om än inte alltid, att ingjut och matare är placerade på ytor, som skall bearbetas varigenom rensningen kombineras med den efterföljande bearbetningen. Användning av verkstadstekniska metoder vid gjutgodsrensning behandlas närmare i avsnitt 16.10.
16.5.12 Klippning och stansning
Tidigare användes klippning och stansning enbart för kapning av ingjut och matare vid lättmetallgjutgods. Numera används metoden i en utvecklad version även för gjutgods i gråjärn, segjärn och tungmetallgjutgods.
Metoden benämns gradklippning och behandlas närmare i avsnitt 16.6.4.
16.5.13 Krossning av återgångsskrot
Ett stort problem i samband med urslagning är återgångsskrotet i form av gjutsystem.
Vid högproducerande gjuterier skapar detta skrotproblem genom att det tar stor plats och som regel är mycket spretigt. Spretigt återgångsskrot skapar även stora problem vid chargering i både kupol-och elugnar. Generellt ökar risken för bryggbildning i ugnar när längden är tre gånger större än sektionens tjocklek/diameter. (energieffektiv smältning)
På marknaden finns sedan några år effektiva skrotkrossar. Återgångsskrotet lastas i en skrotkross som krossar det till hanterbara bitar. Utöver underlättande transport av återgångsskrotet till smältverket uppnås även följande fördelar:
- Ökad densitet på återgången vilket ger effektivare smältning.
- Lägre energiförbrukning per ton smält järn
- Minskad risk för bryggbildning i ugnen.
- Separation av sand vid krossningen.


{kind=link}
{kind=link}
{kind=link}