0.8.1 Inledning
Idén att gjuta kontinuerligt presenterades av Sir Henry Bessemer i England redan på 1850-talet. Han föreslog att man skulle gjuta direkt till tunna band. Detta var ett stort språng som ännu inte genomförts kommersiellt. Däremot tog man tag i idén att gjuta kontinuerligt. De första pilotskaleförsöken gjordes 1943 i Tyskland och cirka 20 år senare på 1960-talet togs de första kommersiella anläggningarna i drift. På grund av stränggjutningens överlägsenhet över götgjutningen vad gäller såväl ekonomi som kvalitet skedde en förhållandevis snabb tillväxt av stränggjutningskapaciteten. Snabbast gick det i Japan där över 95% andel stränggjutet uppnåddes redan i början av 80-talet medan denna andel nåddes i början av 90-talet i Europa och i slutet av 90-talet i USA.

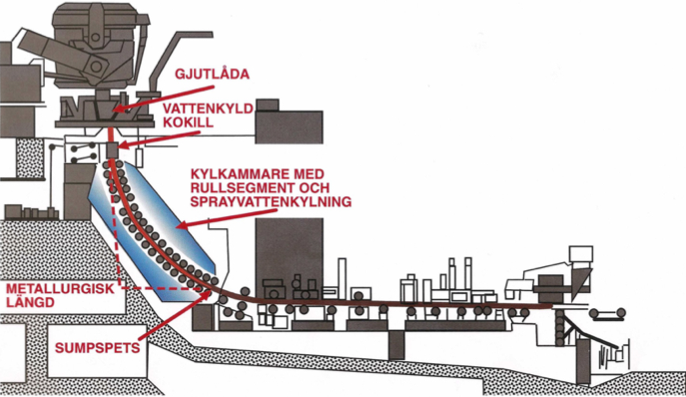
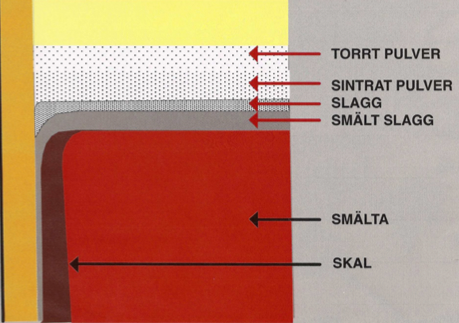
Stålet transporteras till gjutstationen i en skänk. Från skänken tappas stålet i en gjutlåda. Tappningen görs genom botten av skänken genom en dysa, även kallad tärning. Stålflödet regleras i regel med hjälp av en skivtärning. I och med att man har några minuters uppehållstid av stålet i gjutlådan kan man växla till en ny skänk när den gamla gjutits färdig. Man brukar tala om att gjuta i sekvenser. Rekordet för antalet sekvenser (det vill säga urgjutna skänkar i rad utan stopp) var år 1998 inte mindre än 1721 st. Normalt gjuts från några tiotal sekvenser till flera hundra beroende på möjlighet att gjuta samma stålsort. Från gjutlådan flyter stålet genom en dysa (tärning) ner i kokillen. I kvalitetsmedvetna verk skyddar man såväl smältan från att ha luftkontakt när den transporteras från skänk till gjutlåda och från gjutlåda ner i kokill genom att ha gjutrör enligt Figur 19. I gjutlådan skyddas överytan mot luft med täckmedel. I kokillen tillsätts gjutpulver som har en skyddande verkan av överytan mot luft men i första hand skall fungera som ett smörjlager mot kokillen. Överytan av gjutpulvret är inte smält medan ytan mot stålet och kokillen är smält. (se Figur 17).

När stålet hamnat i den vattenkylda kopparkokillen stelnar ett skal och strängen kan transporteras ut genom botten av kokillen. För att stålet inte skall fastna rör sig kokillen i en oscillerande rörelse som minskar friktionen mellan kokill och skal. Strängen dras ut med drivrullar under kokillen. När stålskalet lämnat kokillen kommer det ut i en rad kylzoner med sprayvattenkylning. Fortfarande är inte ämnet genomstelnat utan det finns en smälta kvar i mitten. Denna smälta kallas ofta för sumpen och dess slutspets sträcker sig normalt 30 till 35 meter ner i strängen. Det viktiga är att det är stelt innan kapning sker.
För att starta strängjutningen har man en sk startstång som underifrån förs upp i kokillen. I ändan av stången sitter ett stort huvud som inledningsvis tjänar som en botten i kokillen och sedan drar ämnet ur kokillen. Se Figur 20.

- styrning av stelningshastigheten så att ämnet är helt fast innan det når driv- och riktverket
- kontroll av yttemperaturen
- kylning av maskinfundamenten
0.8.3 Olika typer av stränggjutningsmaskiner och olika ämnestyper
Ursprungligen var stränggjutningsmaskinerna vertikala som visas i två exempel i Figur 21. Antingen klipptes ämnena vertikalt eller böjdes de och riktades innan dom klipptes horisontellt. Det förra var vanligt för grövre tvärsnitt och det senare vanligt för klenare tvärsnitt. För att hålla produktiviteten uppe måste man hålla så hög hastighet som möjligt vilket innebar långa längder innan ämnet kunde klippas. Vid vertikala maskiner tenderade bygghöjderna att bli mycket höga. Därför infördes maskiner med böjda ämnen redan från utträdet ur kokillen. Konceptet utvecklades vidare så att även kokillen utfördes med en böj enligt exemplet i Figur 21. Man uppnådde målet med gjutmaskiner med låg bygghöjd vilket är en stor fördel ur investeringssynpunkt. En nackdel var att böjda strängar accentuerade problemet med anrikning av oxidiska inneslutningar i ett centrumplan. Detta problem kan minskas med omrörare som diskuteras i ett kommande avsnitt.

Trenden är att gjuta allt klenare slabs för att minska behovet av varmbearbetning. Av samma skäl har man också börjat gjuta i tvärsnittsformer som ligger nära slutlig balk eller profilform.

0.8.4 Kvalitetsförbättrande utrustning
- Kokillomrörare (MEMS)
- Strängomrörare (SEMS)
- Slutomrörare (FEMS)
Till detta kommer att man också kan använda en elektromagnetisk broms (EMBR). Den fungerar genom att bromsa i inkommande gjutstråle så att man får ett bromsat flöde ner i kokillen och vidare ner i sumpen. Man uppnår härigenom en bättre avskiljning av inneslutningar, jämnare skaltillväxt och färre ytslagg.
Omröraren bidrar genom ett kontrollerat flöde av stålet i kokillen och sumpen till en gynnsammare struktur, minskade centrumsegringar och centrumporositeter samt en jämnare slagginneslutningsfördelning.
En annan kvalitetshöjande ny teknik är att införa ett påvalsningssteg (soft reduktion) genom att ämnet trycks ihop i ett valspar strax före att strängen är helt stelnad. Effekten blir lik den som eftersträvas med omröring nämligen bättre struktur mindre utpräglade segringar och en mindre anrikning av slagginneslutningar.

0.8.5 Stränggjutning jämfört med götgjutning
- Bättre utbyten, 10-20% högre
- Lägre energiförbrukning
- Kortare produktionsväg. Valsning av göt till ämnen utgick
- Lägre driftskostnader, från styckehantering till kontinuerlig produktion
- Lägre halter makroslagg bland annat på grund utav färre exogena källor
- Bättre ytor
- Jämnare struktur och analys och därmed jämnare egenskaper
0.8.6 Drift av stränggjutningen
- Ståltemperatur när stålet lämnar gjutlådan
- Kokillens konicitet (slitage)
- Kokillens rörelse, slaglängd och frekvens
- Kylvattenflöden
- Nivåer i gjutlåda och kokill
- Gjuthastighet
Temperaturen i gjutlådan skall helst ligga kring 30ºC över stålets likvidustemperatur. I början av gjutningen är smältan kall eftersom det först ihällda stålet måste värma gjutlådan. Därefter stiger temperaturen snabbt till en topp för att mot slutet sjunka till ett minimum. Genom god förvärmning av gjutlådan och ansträngningar att minska temperaturförlusterna från gjutlådan och skänk kan man begränsa temperaturvariationerna.
Kokillens konicitet har betydelse för den primära kylningen från kokillväggen. Om det stelnade skalet ligger an mot kokillväggen blir kylningen mycket effektiv. I början kan skalets krympning kompenseras av att ferrostatiska trycket pressar tillbaka skalet mot kopparkokillen men efterhand blir skalet så starkt att krympningen tar överhanden. För att minska benägenheten att skalet lämnar kokillväggen görs kokillen konisk. När stålskalet lämnar kokillväggen och det bildas en luftspalt går stelningshastigheten ner kraftigt. Det är därför viktigt att koniciteten bibehålls och inte slits bort genom nötning.
Kylvattenflöden är viktiga att de är jämna annars kan man erhålla ojämn tillväxt av skalet. Detta gäller både den primära kylningen i kokillen och den sekundära som sker mot ytan med vatten från spraydysor.
Nivån i gjutlådan reglerar tillsammans med tärningsdiametern i gjutlådan stålflödet ner i kokillen. Detta måste samköras med drivverket dvs gjuthastigheten så att rätt nivå upprätthålls i kokillen.
Pipe uppkommer även vid stränggjutning men bara i den sista delen när gjutningen avbryts. Framförallt vid billetsgjutning kan pipen bli avsevärd och kan endast i mindre utsträckning begränsas genom parameterval. Ett sätt att minska den ekonomiska kostnaden för pipen är att köra många sekvenser, dvs gjuta flera skänkar i rad utan stopp.
En annan störning som inte är ovanlig är att tärningen i gjutlådan sätter igen. Fenomenet beror på att fasta inneslutningar fastnar på tärningsväggen och efterhand byggs ett nätverk av inneslutningar som förhindrar stålflödet. Små tärningsdiametrar är känsligare än större. Vanligast inneslutningstyp vid igensättning är aluminiumoxid. Ett sätt att åtgärda problemet är att tillsätta kisel-kalcium för att modifiera inneslutningarna till att bli flytande. En annan åtgärd som begränsar problemet är att se till att man får en mycket bra avskiljning av Al2O3-clustren innan gjutningens start.
0.8.7 Kvalitetsfrågor vid stränggjutning
Utöver de kvalitetsfrågor som berörts tidigare skall här två viktiga områden belysas ur stränggjutningsperspektiv nämligen inneslutningar och sprickor.
Inneslutningar
Inneslutningsbilden hos ett stränggjutet ämne är väsentligt bättre än hos ett göt. Framförallt är mängden makroinneslutningar väsentligt reducerade eftersom antalet källor för exogena inneslutningar är få vid stränggjutning jämfört med götgjutning. En källa för makroslagg kan vara gjutpulvret som kan dras in i stålet vid oförsiktig hantering.
Även om man haft en god avskiljning av primärt utskiljda oxider i skänk är det väsentligt att optimera avskiljningen i gjutlåda och kokill. Gjutlådan är ett utmärkt instrument för att avskilja inneslutningar. Faktorer som verkar positivt är en stor gjutlåda och lång uppehållstid. Det finns dock begränsningar för storleken och uppehållstiden vill man hålla inom 4 á 5 minuter. Omröring är också positivt och det kan hjälpa att sätta in bafflar i gjutlådan så att vägen från ihällningspunkten till tärningen förlängs. Viktigt är också att täckmedel och gjutpulver på ytan har sådana egenskaper att uppflytande slagg fastnar och löser in sig.
För att optimera avskiljningen av inneslutningar ur kokillen måste man undvika att inneslutningarna förs med stålstrålen från gjutlådan långt ner i sumpen där de lätt fastnar. I möjligaste mån bör man begränsa fallhöjden från gjutlådan. Utöver detta finns det framförallt två metoder att bromsa strålens nedträngning. Den ena är att använda elektromagnetisk broms (EMBR) som helt enkelt bromsar flödet och den andra är att utforma gjutröret så att stålet inte går rakt ner utan flyter ut åt sidorna.
Ett annat fenomen man vill undvika är att oxidiska primärt utskilda inneslutningar anrikas till centrum eller till ena sidan av strängen speciellt vid en böjd sträng. Detta kan som på samma sätt som beskrivits ovan påverkas positivt med elektromagnetisk broms (EMBR) och genom att i gjutröret inte mynnar nedåt utan enbart åt sidorna. Andra åtgärder som syftar till att fördela inneslutningarna jämnare är induktiva omrörare och en påvalsning (soft reduktion).
Förutom att minska mängden inneslutningar är det minst lika viktigt att dels förhindra att stålet utsätts för luft så att nya oxider kan bildas genom reoxidation. Man kan begränsa reoxidationen väsentligt genom att ha gjutrör vid transporten av stålet och ordentligt med täckmedel för att skydda överytorna i skänk, gjutlåda och kokill. Vid klena tvärsnitt hos ämnena är det inte möjligt att använda gjutrör. Vid en del maskiner används i dessa fall ridåer av inertgas medan andra tillsätter rapsolja till kokillen varvid förbränningsgaserna från rapsoljan till viss del håller borta luften.
Sprickor
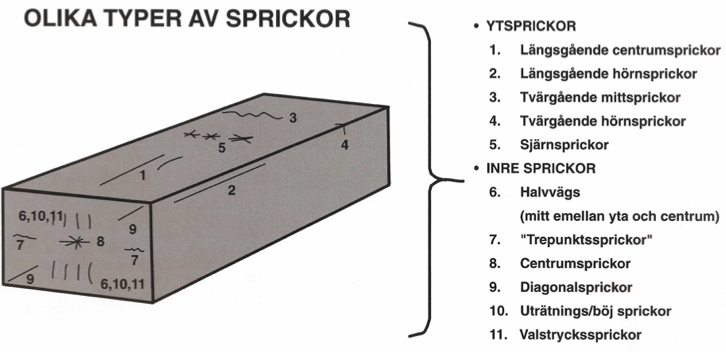
Ytorna är naturligtvis viktiga för kvaliteten hos produkten och alla typer av sprickor eller andra avvikelser är negativa. I Figur 24 visas exempel på spricktyper. Såväl ytsprickor som inre sprickor kan förekomma. I princip beror sprickor på att stora lokala spänningar byggs upp som överskrider stålets hållfasthet vid aktuell temperatur. När man erhåller sprickor i produktionen kan det vara svårt att veta om det primärt beror på en försämring i hållfastheten eller om man lokalt har ökat spänningarna. Vi har i tidigare avsnitt diskuterat olika faktorers inverkan på varmhållfastheten och nedan skall vi därför koncentrera oss på de ogynnsamma spänningskoncentrationerna som är specifika på för stränggjutningen.

Det är viktigt att undvika att skapa spänningar i ämnet som beror på designen (formen) hos ämnet eller vissa konstruktionslösningar i maskinen. Dylika spänningar kan nämligen samverka med lokala spänningar till att bilda sprickor. Genom rätt design och konstruktion ökas marginalen mot sprickbildning. Exempel på detta är hörnens utformning hos ämnet. Rundade hörn ger naturligtvis bättre möjligheter än skarpa kanter att undvika att spänningar uppstår på grund av lokalt snabbare svalning i hörnen. Ett exempel på lämplig maskinkonstruktion är att man bör undvika alltför skarp uppriktning av en böjd sträng så att spänningar från riktningen kan samverka med lokalt uppkomna spänningar till tvärsprickor.
- För stora variationer av stålnivån i kokillen, sliten kokill, felaktig konicitet
- Olämpligt gjutpulver, varierande filmtjockled, störda strömningsförhållanden i kokillen
- Felaktig oscillationsrörelse
Termospänningar kan också uppstå i sekundärkylningen om man lokalt får för stora skillnader i kylningen. Centrumsprickor uppstår då skalet vuxit in mot centrum, det vill säga i nedre delan av sumpen. Temperaturen i sumpen som tidigare endast fallit långsamt faller i detta läge snabbt. Detta medför termospänningar i strängens inre vilket medför en risk för centrumsprickor. Kylningen mot ytan bör ökas kraftigt vid sumpspetsen så att skillnaden mellan svalningshastigheten i ytan och centrum minskar. Samma positiva effekt på centrumsprickor uppnås i de verk som har en påvalsning (soft reduktion) av tvärsnittet vid sumpspetsen.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}