9.1.1 Värmebehandling
Värmebehandling sker ofta för att få önskade egenskaper hos stålet. Värmebehandling är i sig ett omfattande område. Avsikten med detta kapitel är endast att ge någon orientering om värmebehandling i direkt anslutning till bearbetning.

Ett välkänt fenomen är att ett stål kan härdas genom snabb kylning. Härdning kan mycket enkelt beskrivas med att den normala omvandlingen från austenit till ferrit inte hinner ske. I stället inträffar en annan typ av omvandling till en ferrit med onormalt hög kolhalt, så kallad martensit.
Om stålet legeras kan härdning ske vid långsammare kylning, till och med vid luftsvalning. Ofta är martensiten för hård och spröd efter härdning. För att minska hårdheten och sprödheten anlöps martensiten. Anlöpning innebär en uppvärmning till 100-450 °C.
Om anlöpningen sker över 450 °C kallas processen för seghärdning. Vid anlöpningen minskar martensitens kolhalt genom att cementit bildas. Detta innebär att kolatomer måste röra sig genom diffusion. Resultatet av anlöpningen beror därför av temperatur och tid. Vid seghärdning går ferritens kolhalt ner till den normala, men en mycket finkornig ferrit erhålles. Denna struktur av finkornig ferrit har mycket goda mekaniska egenskaper.
Vid grova dimensioner finns risk för att väte finns kvar i stålet efter varmbearbetning. Detta medför en risk för att stålet skall spricka. För att undvika detta använder man sig av en väteglödgning. Stålet hålls en längre tid vid en temperatur i området 600-650 °C för att väte skall hinna diffundera ut. Detta måste ske innan stålet svalnar.
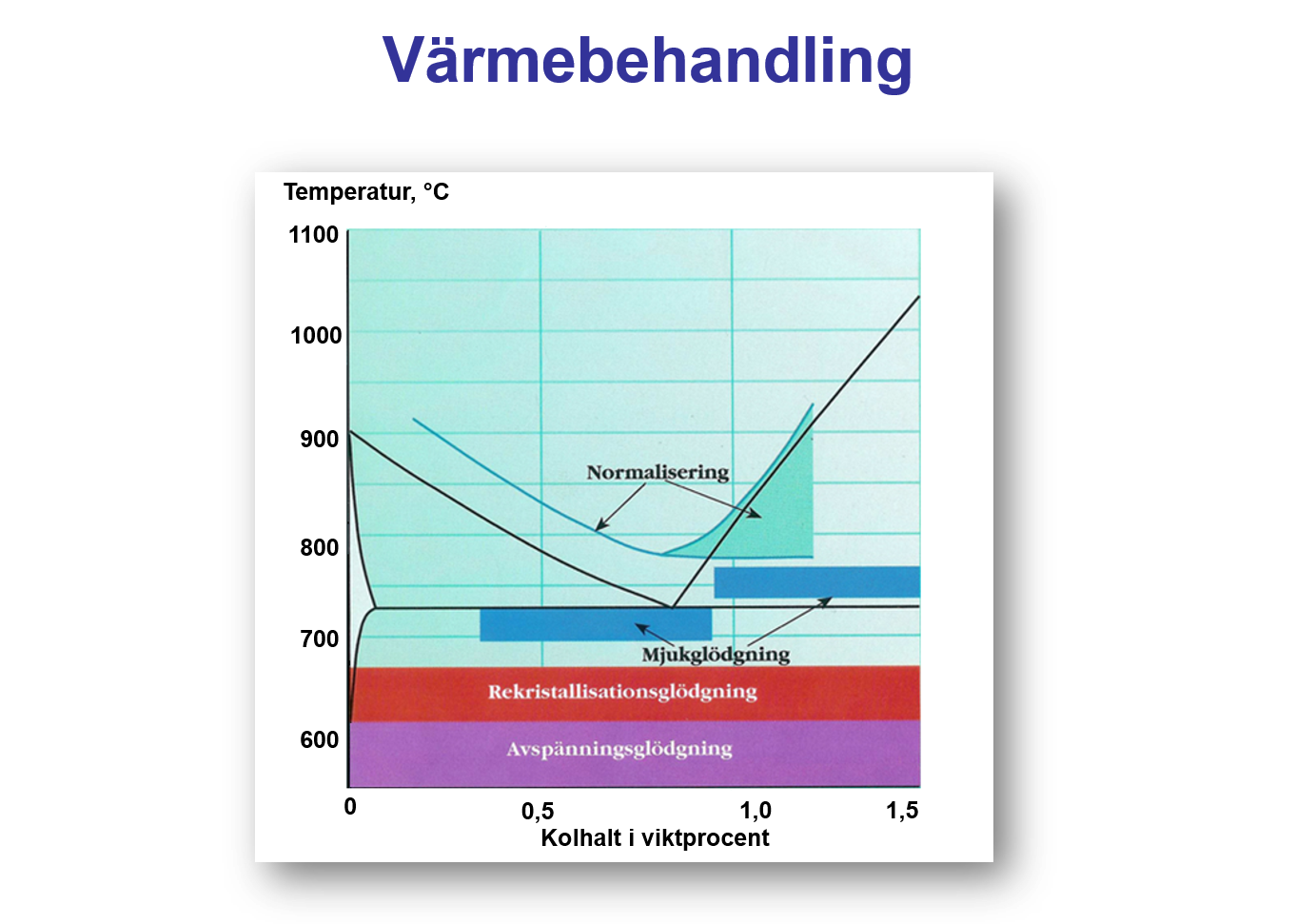
Vid normalisering värms stålet upp i austenitområdet och får därefter svalna. Stålet kommer då att gå igenom fasomvandling två gånger. Varje gång bildas nya korn. Detta medför att kornstorleken minskar, vilket förbättrar slagsegheten. Processen användes ursprungligen för stål som fått för stor eller ojämn kornstorlek. Man återställde normal kornstorlek genom normalisering.

{kind=link}