8.1.1 Gjutmetoder
Några gjutmetoder för framställning av aluminiumgjutgods är:
- Sandgjutning
- Gipsgjutning
- Fullformsgjutning
- Kokillgjutning
- Lågtrycksgjutning
- Vaggjutning
- Pressgjutning
- Squeeze casting
8.1.2 Gjutning i sandform
Gjutning i engångsformar av sand, sandgjutning, Figur 76, är den metod som, förutom pressgjutning, används i störst omfattning för aluminium. Gjutformstillverkningen kan ske enligt flera metodvarianter, vilka är mer eller mindre mekaniserade. Utvecklingen går mot mer automatiserad flaskformning och bullautomatformning

Trots ökad automatisering är handformning med sand fortfarande en betydelsefull metod för små serier och prototyper. Bindemedel och sand blandas i kontinuerliga blandare och tillförs formen direkt. Förbättrad processtyrning och fortsatt utveckling på bindemedelssidan ökar möjligheterna att tillmötesgå kundernas krav på komplicerat gjutgods i korta serier. Modeller för sandgjutning kan fortfarande tillverkas av trä, men vanligare är att de tillverkas av plast eller metall vid långa serier. 3D-printning av sandformar är i dag ett nytt alternativ.
En gjutteknik, som tillämpas utomlands för aluminiumgjutgods i långa serier är fullformsgjutning. En modell av polystyren bäddas in i vibrationspackad sand. Gjutning sker medan modellen fortfarande är kvar i formen varvid den flytande metallen förgasar polystyrenmodellen helt och ersätter den med smält aluminium (lost foam). En fördel med metoden är minimalt rensningsarbete och att komplicerade gjutgods kan framställas. Nackdel är dålig formriktighet hos gjutgodset.
8.1.3 Gjutning i gipsform
Tekniken att gjuta i gipsform har använts i små serier och för prototyper. Fördelarna är god dimensionsnoggrannhet och hög ytjämnhet, vilket oftast är jämförbart med vad som erhålls vid pressgjutning. Gipsgjutning ger dock en långsam stelning, varför man inte kan jämföra hållfasthetsegenskaperna med de för pressgjutgods.
8.1.4 Kokillgjutning
Vid kokillgjutning används permanenta formar, kokiller, som för det mesta är tillverkade av varmarbetsstål. Tidigare användes gjutjärn, vilket hade bra värmeledning, men var mindre bra ur spricksynpunkt. Cirka 100000 detaljer kan produceras med samma kokill, vid 3º släppning och gjutmetallen AlSi10Mg, medan andra legeringar kan sänka antalet till 20000–75000 detaljer. Kokillgjutning förekommer i två varianter, statisk kokillgjutning och lågtrycksgjutning. Modern datoriserad processtyrning av olika parametrar möjliggör kokillgjutning av alltmer komplicerade former. Kärnorna är dragbara slider av stål eller sand.
En variant av den konventionella kokillgjutningen är vaggjutning. Metoden innebär att kokillen placeras i en vagga. Under gjutningen vrids vaggan från horisontellt till vertikalt läge, varvid smältan sakta och utan turbulens rinner ner i formen. Genom den väl kontrollerade metallpåfyllningen uppnås tekniska fördelar hos gjutgodsen.
Egenskapsmässigt är lågtrycksgjutning väl i klass med vaggjutning, då lågtrycksgjutning möjliggör mycket kontrollerad formfyllning.
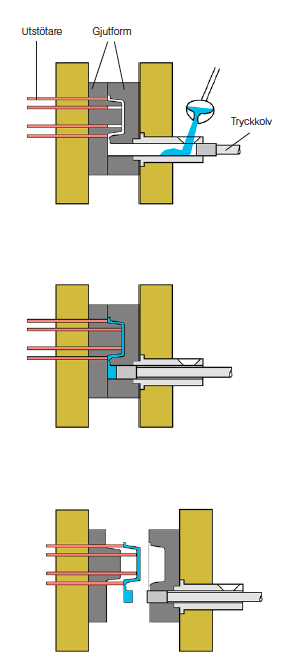
8.1.5 Pressgjutning
Vid pressgjutning pressas smält metall under högt tryck in i ett formverktyg av stål, Figur 77. I moderna pressgjutningsmaskiner är injektionstrycket mellan 20 och 200 MPa. Verktygen är vid gjutning av komplicerade detaljer relativt dyra, vilket gör att metoden bäst lämpar sig för stora serier. Verktygslivslängden kan ligga på upp mot 200000 gjutningar, men kan variera kraftigt beroende på använt stål i verktyget, gjutlegering, temperaturvariationer och komponentgeometri.
Pressgjutningstekniken utvecklas snabbt. Styrsystemen och övervakningen av de olika processtegen förbättras. Maskinernas låskraft ökar, vilket medger gjutning av allt större detaljer. Metoden erbjuder stora möjligheter till automatisering och i dag finns tillverkningsenheter, som arbetar i det närmaste helautomatiskt. Ny teknik för snabba verktygsbyten och metalltillförsel gör att kraven på långa serier minskar. Pressgjutning dominerar i dag framställningen av aluminiumgjutgods.
8.1.6 Squeeze casting
Vid gjutning enligt squeeze casting-metoden kombinerar man pressgjutningens höga produktivitet med kokillgjutningens goda hållfasthet. Metoden kan kombineras med partikel- eller fiberförstärkning av gjutgodset. Gjutningshastigheten är betydligt lägre än vid pressgjutning, vilket medför att turbulenta metallflöden undviks. Efter fyllning av formen bibehålls ett eftermatningstryck tills metallen har stelnat, vilket ger ett material med minimal mängd porer. Värmebehandling i form av upplösning och varmåldring kan utföras på gjutgodset.
