2.2.1 Profilpressning
Profilpressningstekniken är utomordentligt användbar för tillverkning av profiler, stång och rör, vilket har bidragit till aluminiums stora betydelse som konstruktionsmaterial, Figur 26.
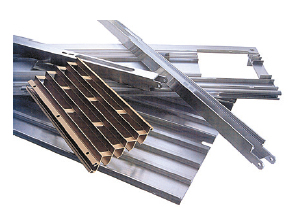
En profil, som är framställd genom pressning (extrudering, strängpressning), kan exakt anpassas för den avsedda funktionen. Godset placeras där det ur hållfasthetssynpunkt gör störst nytta. Profilen kan förses med skruvhål, anvisningar för gångleder, snäppningsklackar, spår för tätningslister mm. Den stora friheten i utformningen av profilernas tvärsnitt för den avsedda användningen ger också låga kostnader för den efterföljande bearbetningen till färdig produkt.
Figur 27 visar principen för profilpressning. Det uppkapade pressgötet (pressämnet) värms till 450–500ºC och placeras i pressens container. En hydrauliskt driven stämpel pressar ut det värmda ämnet genom ett pressverktyg (matris). Hålet i verktyget har den form som motsvarar den önskade profilens tvärsnitt.

Stora eller medelstora profiler pressas i verktyg med endast ett hål. Mindre profiler pressas med fördel i flerhåliga verktyg, upp till sexton hål kan förekomma.
Profiler brukar indelas i massiva profiler och hålprofiler. De massiva profilerna kräver mindre komplicerade verktyg än hålprofilerna och är därför enklare att tillverka.
Pressverktyg för massiva profiler
Ett pressverktyg för massiva profiler utgörs av en matris, det vill säga en skiva av verktygsstål med ett eller flera hål, som motsvarar den önskade profilens tvärsnitt, Figur 28.

Pressverktyg för hålprofiler och rör
För tillverkning av hålprofiler och rör använder man ett flerdelat pressverktyg som består av en matris, som formar profilens ytterkontur och en kärna, som formar dess hål, Figur 29. Kärnan går in i matrisens öppning och hålls på plats i verktyget med hjälp av bryggor. Vid pressningen delar sig aluminiumämnet och flyter runt bryggorna för att sedan vällas ihop innan det pressas genom verktygsöppningen. Den pressade hålprofilen kommer härigenom att innehålla längsgående vällskarvar, som dock är mycket starka i jämförelse med till exempel smältsvetsar. Pressning med denna typ av verktyg används vanligen för låg- och medelhållfasta legeringar.

Rör i höghållfasta legeringar pressas ibland från hålade pressämnen i speciella pressar, varigenom rör helt fria från vällskarvar kan åstadkommas. Kärnan sitter i detta fall på presstämpeln och är inte inbyggd i verktyget.
Profildimensioner
Den största pressen i Sverige, Hydro Extrusion Sweden AB:s P5-press i Finspång, har en presskraft på 6500 ton (65 MN). Önskar man större profiler kan detta ordnas antingen genom att svetsa ihop flera profiler i bredd med till exempel Friction Stir Welding (FSW) eller vända sig till en utländsk producent med större pressar än de svenska. Fördelarna med att pressa breda profiler framgår av Figur 30.
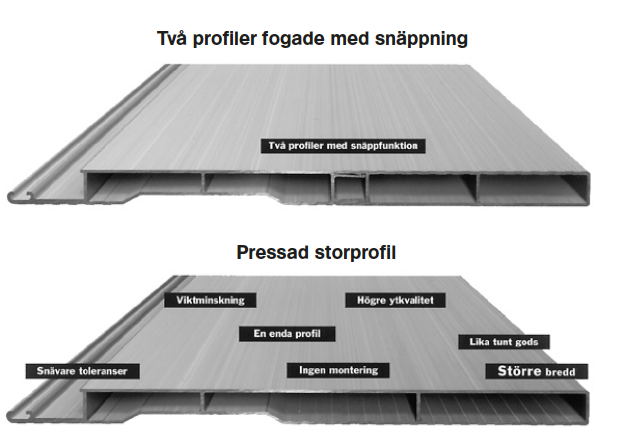
Ett speciellt område för breda profiler är vagnskorgarna i järnvägsvagnar. Även vid tillverkning av lastbilslämmar och -flak finns behov av speciellt breda profiler.
