11.3.1 Att konstruera med aluminiumprofiler
Genom att tänka i profil har konstruktören unika möjligheter att åstadkomma en produkt, som från såväl teknisk som ekonomisk synpunkt uppfyller högt ställda krav.
Några av fördelarna som kan uppnås med aluminiumprofiler är:
- små dimensioner på delar och slutprodukter
- litet antal delar genom integrering av flera funktioner
- hög hållfasthet i förhållande till vikt
- fritt val av former
- stor frihet i val av fogningsmetod
- kort bearbetningstid vid skärande bearbetning
- enkel och snabb montering
- bra produktdesign
- slät, naturlig yta, lämplig för ytbehandling
- låga underhålls- och reparationskostnader
- lång livslängd genom obetydliga korrosionsskador
- högt återvinningsvärde
Givetvis har användningen av aluminiumprofiler sina begränsningar. Som exempel på fall där man helst inte väljer profiler kan nämnas:
- profilen som behövs är alltför dyr att tillverka
- viktbesparingar är oväsentliga
- profilens måttoleranser är alltför grova
- profilens största dimensioner och godstjocklek är otillräckliga
- profilens hållfasthet är för dålig
- efterbearbetningen är för dyrbar
- formning kan vara svår att utföra
- gjutning är en lämpligare tillverkningsmetodprofilen löser lätt ett delproblem, men blir opraktisk/oekonomisk som en del av slutprodukten
11.3.2 Placera godset där det behövs
För att rita upp en produktdetalj måste man naturligtvis göra klart för sig vilken funktion den ska ha. Med utgångspunkt från den analysen fastställs:
- var det måste finnas gods
- var material kan sparas
En aluminiumprofil kan ritas upp med godset exakt där det behövs. Dyrbar efterbearbetning kan till stor del elimineras.
Detaljer, som i andra material måste tillverkas av flera ingående delar, kan pressas i ett stycke till en väsentligt lägre kostnad och med bättre måttnoggrannhet.
I en balk, som är utsatt för böjande påkänning, koncentreras godset till de delar av tvärsnittet, där det gör störst nytta, det vill säga så långt från böjningscentrum som möjligt. Därigenom kompenseras för aluminiums lägre elasticitetsmodul relativt stål.
11.3.3 Dimensionsbegränsningar
Tvärsnittet
I Sverige kan profiler tillverkas, vilkas tvärsnitt i sin helhet ryms inom konturerna i Figur 144. För de allra största profilerna kan svårigheter uppstå med pressningen, om tvärsnittet är mycket komplicerat.

Godstjockleken
Minsta godstjocklek bestäms av profilstorlek, -typ och legering.
Längden
Vanligen maximeras profillängden till cirka 17 m. För profiler med stor vikt per meter är dock profilens totalvikt avgörande. Standard leveranslängd till kund är 6 m.
Vikten
Profiler som väger upp till 100 kg/m förekommer. En profils totalvikt begränsas av pressgötets maximivikt. I Sverige pressas profiler upp till 30 kg/m.
11.3.4 Produktionsmässiga synpunkter på profilutformningen
Sedan man gjort klart för sig vilka funktioner som ska byggas in i profilen, bör man, för att få ned kostnaden, utforma profilen så att tillverkningen underlättas.
En profil är lättare att pressa om den:
- har jämntjockt gods
- har enkla, mjuka former
- är symmetrisk
- ryms i en omskriven cirkel med liten radie
- saknar djupa, smala gap
11.3.5 Profilutformning
Nedan visas ett antal exempel på hur pressade aluminiumprofiler kan utformas. För den som vill ha ytterligare upplysningar hänvisas till Hydros skrift ”Handbok för konstruktörer” på Internet.


Gör profilväggarna jämntjocka
Tjocka väggar görs tunnare eller tunnare partier får mer gods. I båda fallen undviks extrema belastningar lokalt i verktyget.

Undvik skarpa hörn
Där skarpa hörn inte krävs, ska hörnen rundas. Det gäller särskilt vid övergångar från grövre till tunnare gods. En radie på 0,5–1 mm kan oftast räcka. Skarpa invändiga hörn kan ibland krävas för inmontering av en annan detalj.

Undvik alltför hög belastning på matrisen
Ett djupt, smalt gap i profilen motsvaras i matrisen av en hårt belastad tunga. Förhållandet mellan djup och bredd bör inte överstiga värdet 3.

Undvik vassa spetsar
Vassa spetsar i profilen bör undvikas. Spetsen kan lätt bli vågformig och ojämn.

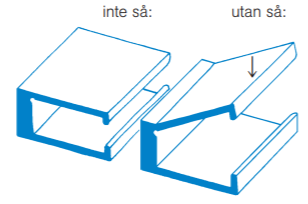
Undvik djupa, smala gap
En lätt modifiering av profilutformningen är tillräcklig för att minska belastningen på tungan. Ett relativt vanligt sätt är att pressa profilen med en större öppning, vilken efter pressningen valsas ned till önskat mått. Metoden ger också snävare toleranser på gapmåttet.
Undvik hålprofiler
Genom att välja en massiv profil i stället för en hålprofil blir profilen billigare (lägre verktygskostnad, mindre gods och enklare tillverkning).

Hålprofil ger bättre toleranser
En övergång till hålprofil ger i detta fall mindre belastning på matrisen. Stödbenet ger också snävare gapmåttstoleranser.

Gör profilen symmetrisk
Speciellt halvöppna profiler är lätta att producera, om de är symmetriska kring någon av huvudaxlarna.

Minska den omskrivna cirkeln
Med mindre omskriven cirkel flyttas perifera delar närmare matrisens centrum. Profilen blir därigenom mer lättpressad. I vissa fall minskar också verktygskostnaden.

Profiler med extremt litet tvärsnitt
Profiler med litet tvärsnitt medför lågt kapacitetsutnyttjande i pressen. De är svåra att hantera och kan lätt deformeras. De kräver stor personalinsats i alla tillverkningsled. Allt detta medverkar till högre kostnader. Små profiler kan med fördel pressas på en brytplatta. Pressning, ytbehandling och en stor del av erforderlig bearbetning kan då ske mycket rationellt. I slutet av tillverkningskedjan bryts profilen loss från plattan, som går till omsmältning.

Pressa två profiler i en vid små dimensioner
Om två eller flera små profiler med olika tvärsnitt ska användas i lika långa längder, kan de pressas som en enda profil och sedan brytas itu. Fördelarna är desamma som i figuren ovan. Dessutom elimineras brytplattan och minskas verktygskostnaderna, ett verktyg i stället för två.

Skruvfickor
För hörnförband i små och medelstora konstruktioner är skruvfickan en ekonomisk lösning. Kostnaden för att på konventionellt sätt borra och gänga ett skruvhål ökar betydligt snabbare med seriestorleken än kostnaden för skruvfickan. Skruvfickan kan gängas på vanligt sätt för maskinskruv, men också användas direkt för plåtskruv eller gängpressande skruv. I det senare fallet kan fickan förses med tre tappar, vilka gör det lättare att dra i skruven samtidigt som kraven på specialtoleranser kan släppas.

