4.3.1 Faktorer som normalt påverkar gjutgodsets måttnoggrannhet
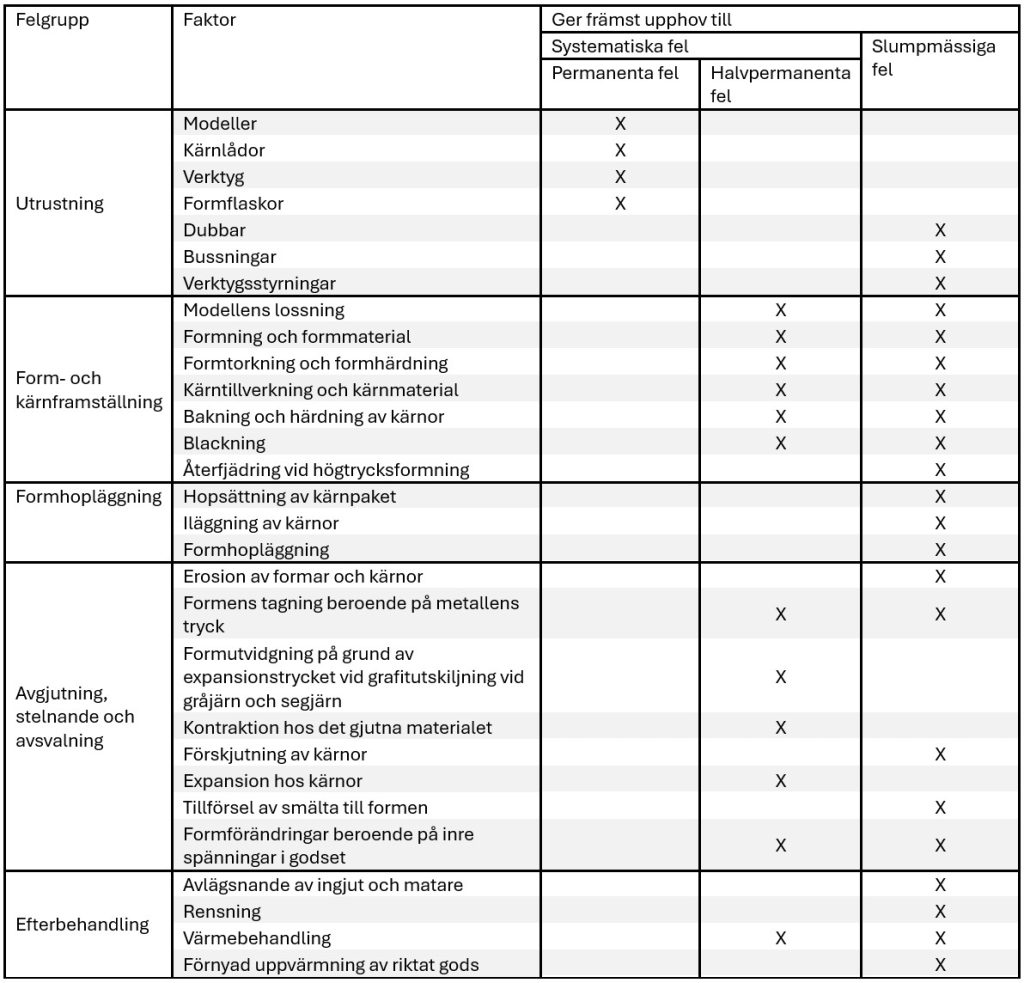
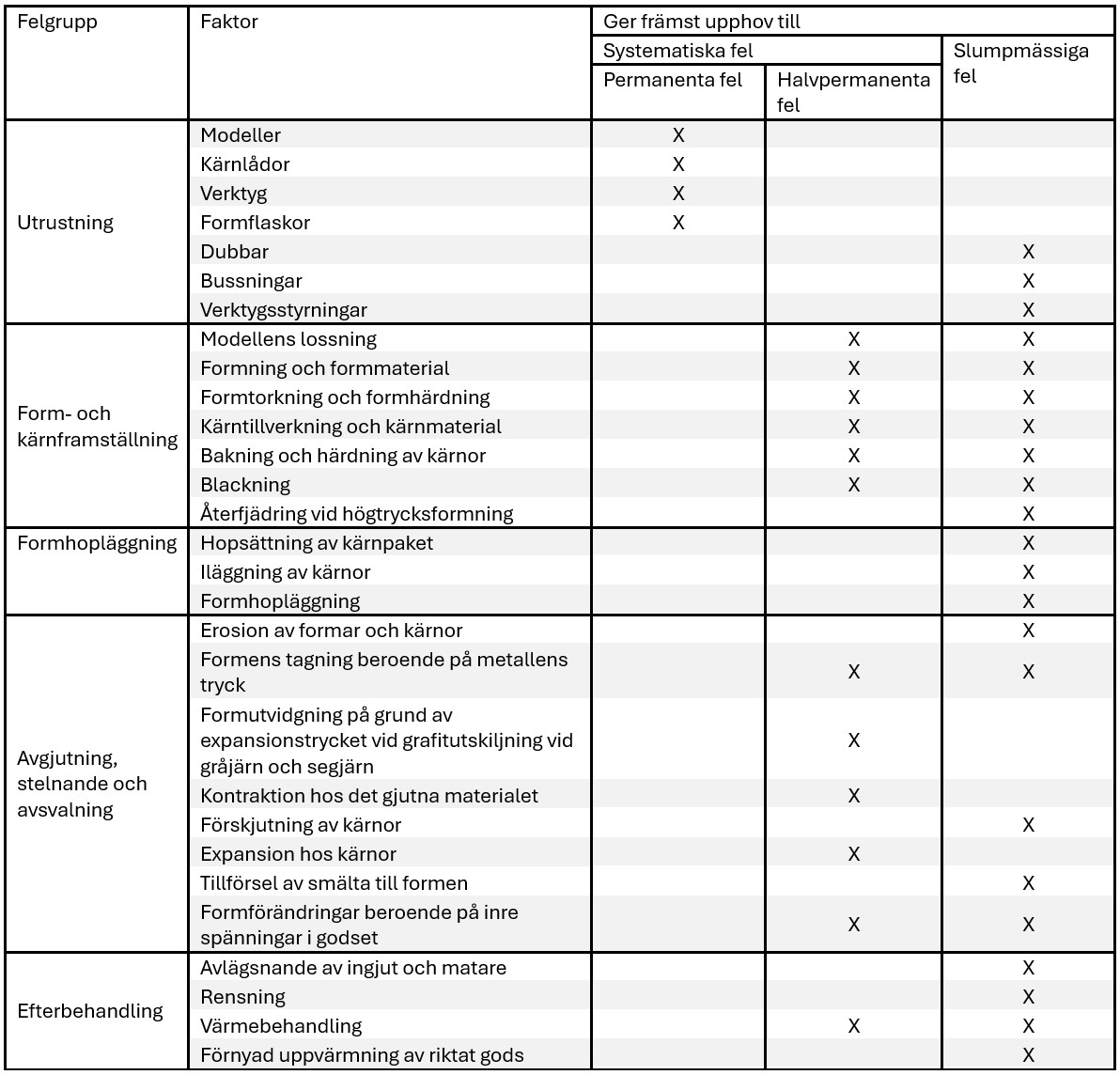
I tabellen nedan ges en förteckning över de allra viktigaste faktorerna som påverkar måttnoggrannheten hos gjutgods. För varje faktor anges vilken typ av vanliga fel som varje faktor kan ge upphov till. Felen har indelats i systematiska och slumpmässiga.
Med systematiska fel avses fel som är lika stora för varje enskilt gjutstycke i en mätserie. En konstant skillnad föreligger mellan medelvärdet för mätserien och basmåttet. De slumpmässiga felen ger måttavvikelser kring medelvärdet för mätserien.
I tabellen har de systematiska felen i sin tur delats upp i permanenta och halvpermanenta systematiska fel. De permanenta orsakas till exempel av felaktiga mått på modeller, kärnlådor eller verktyg. Sådana fel är lika stora tills utrustningen byts eller justeras. Halvpermanenta fel orsakas av långsamma variationer hos exempelvis produktionsutrustning eller formmaterialegenskaper. Sådana fel är lika stora för gjutstycken tillverkade vid samma tillfälle men är olika vid olika produktionstillfällen.
Tabell 3. Faktorer som påverkar måttnoggrannheten hos gjutgods
Modeller, kärnlådor och verktyg
Avvikelser i mått hos modell- och verktygsutrustning påverkar direkt dimensionerna hos det färdiga gjutstycket i form av ett systematiskt permanent måttfel. Slitage av utrustningen orsakar också måttavvikelser. Måttnoggrannheten hos metall- och plastmodeller är normalt sett bättre än hos trämodeller. Vid trämodeller orsakas måttvariationer av varierande fukthalt i träet. Detsamma gäller beträffande kärnlådor tillverkade i trä. Vid alla modellmaterial tillkommer att dimensionerna förändras vid ändrad temperatur.
Både modeller och kärnlådor slits under användning, vilket påverkar måttnoggrannheten.
För kärnlådor finns ofta också ett problem med måttavvikelser som orsakas av ett snabbt och asymmetriskt förslitningsförlopp vid skjutning och blåsning av kärnor.
Kärnlådesytor med 45° vinkel mot inskjutningsriktningen blir utsatta för maximal förslitning. Även kornstorleken hos kärnmassan har stor inverkan på förslitningen. Måttavvikelser orsakade av förslitning medför halvpermanenta systematiska måttfel hos gjutgodset.
För god måttnoggrannhet är det väsentligt att kärnanvisarna är tillräckligt stora och att kärnanvisarna på modellen och dess motsvarighet i kärnlådan motsvarar varandra med stor noggrannhet.
Liksom vid modeller och kärnlådor gäller att avvikelser i mått hos kokiller och verktyg direkt påverkar dimensionerna hos det färdiga godset i form av ett permanent systematiskt fel. Slitage på kokillerna och verktygen orsakar också måttavvikelser.
Ju fler delar en modell- eller verktygsutrustning är uppbyggd av, desto större blir erfarenhetsmässigt måttavvikelserna på gjutgodset. Beträffande kärnor gäller att så kallade kopplade kärnor bör undvikas. Gjutgodset bör om möjligt utformas utan sådana kärnor så att det därmed finns en enda kärna.
Dubbar och bussningar samt verktygsstyrningar
Måtten hos dubbar och bussningar på formflaskor, modeller och kärnlådor samt verktyg förändras genom förslitning. Detta medför vid exempelvis flaskformning att förskjutningar kan uppkomma mellan modellbrätt och formflaska samt mellan över- och underflaska vid hopläggningen. Dessa förskjutningar ger upphov till slumpmässiga måttfel kring ett medelvärde, som i sin tur kan avvika från avsett basmått.
Möjligheten att hålla snäva toleranser mellan dubbar och bussningar är beroende på formningsmetod. Vid maskinformning kan snäva toleranser utnyttjas mellan dubb och bussning medan man vid grovt manuellt tillverkat gods, det vill säga vid handformning, tvingas använda vidare toleranser. Orsaken härtill är bland annat att hanteringsutrustningen, vanligtvis en travers, vid den sistnämnda formningsmetoden normalt inte har tillräcklig precision utan orsakar snedställning mellan bussning och dubb om spelet mellan dem är för litet. Den omgivande miljön kan medföra risk för skärningar i styrningarna om deras spel är för litet. I praktiken uppgår minsta möjliga spel till 0,1 mm.
Form- och kärnframställning
Vid form- och kärntillverkning har lossnings- och dragningsförfarandet stor inverkan på gjutgodsets måttnoggrannhet. Maskinformning och skalformning ger ungefär samma måttnoggrannhet. Handformning, det vill säga manuell formtillverkning, ger en något sämre noggrannhet. En orsak till detta är att vid den sistnämnda formningsmetoden sker modellens lossning och dragning med användning av enkla hjälpmedel, vilket medför att deformationen av formen blir relativt stor och olika från gång till gång. Vid maskinformning sker däremot modellens lossning och dragning under noggrann styrning av modell och form. Dessa operationer har därmed en liten inverkan på gjutgodsets måttnoggrannhet.
Formens hårdhet har direkt inverkan på måttnoggrannheten hos gjutgodset. Ju hårdare formen är desto mindre påverkas gjutgodset av smältans tryck i formhåligheten. Vid råsandsformning inverkar formmassans sammansättning på gjutgodsets dimensioner. Därför är det viktigt med god styrning av formmassans egenskaper. Vid användning av kemiskt bundna massor är det viktigt att formarna och kärnorna får härda tillräckligt innan dragning sker.
Vid vissa formningsmetoder förstärks formväggen eller kärnan genom blackning. Blackskiktets tjocklek kan oavsett blackningsmetod vara svår att hålla lika från form till form. Normalt varierar den mellan 0,1 och 0,5 mm. Denna spridning kan i ogynnsamma fall medföra att godset endast klarar måttliga noggrannhetskrav. Exempelvis innebär en variation i blacktjockleken på 0,25 mm vid basmåttet 180 mm en dimensionstolerans hos gjutgodset på DCTG 4. Även vid gjutning i permanenta formar tillämpas blackning, som kan påverka gjutgodsets måttnoggrannhet.
Formhopläggning
Vid hopläggning av kärnor till större enheter, kärnpaket, får man alltid vissa måttavvikelser. Avvikelsernas storlek beror på antalet kärnor i kärnpaketen, hur styrningarna mellan de olika kärndelarna utformas och hur pass täta fogar som kan erhållas. För att minska måttavvikelserna vid kärniläggningen är användning av fixturer och tolkar en lämplig åtgärd. Det är även viktigt att kärnorna efter iläggningen fixeras ordentligt åt sidan och uppåt i formen så att de inte förskjuts under avgjutningen. Vid själva formhopläggningen orsakas de största felen av spelet mellan dubbar och bussningar, vilket behandlas ovan.
Avgjutning, stelnande och svalning
Kärnornas fixering i formen är av avgörande betydelse för dimensionsnoggrannheten hos gjutgodset. Erfarenhetsmässigt orsakas många problem med otillfredsställande måttnoggrannhet hos gjutgods av felaktig eller otillräcklig kärnfixering under avgjutningen. Observera att kärnorna måste fixeras i tre dimensioner.
Erosion i formar och kärnor påverkar gjutgodsets måttnoggrannhet dels genom att formhålighetens storlek förändras, dels genom att frispolat material lägger sig på gjutgodsets överytor. Det är därför viktigt med ett korrekt utformat ingjutsystem.
Temperaturfördelningen i gjutstycket under gjutningen är av stor betydelse för måttnoggrannheten. Speciellt gäller detta vid legeringar med smalt stelningsintervall. Rätt gjuttemperatur och lika gjuttemperatur från gjutning till gjutning är därför viktigt.
Inre spänningar, krympspänningar, i godset uppkommer om svalningshastigheten varierar kraftigt i ett gjutstycke. För att undvika spänningar bör godset ges en så jämn godstjocklek som möjligt med mjuka övergångar mellan olika partier. För tidig uppslagning bör också undvikas för att hindra uppkomsten av spänningar i godset.
Efterbehandling
Efterbehandlingen omfattar flera olika operationer, som kan påverka måttnoggrannheten hos gjutgodset. Vid rensningsarbetet avlägsnas materialet genom i princip två metoder, mekanisk och termisk bearbetning.
Rensning genom slungrensning eller fristråleblästring kan på känsligt gods orsaka deformation, som påverkar måttnoggrannheten.
Slipning och mejsling är mekaniska bearbetningsoperationer, som kan påverka måttnoggrannheten. För att erhålla måttnoggrant gjutgods bör rensfixturer och renstolkar användas.
Vid termisk bearbetning, till exempel gasskärning vid avlägsnande av matare, kan spänningar och skevhet uppkomma hos gjutgodset på grund av lokal värmetillförsel.

{kind=link}