16.7.1 Användning av manipulatorer
Jämfört med manuellt rensningsarbete uppnås flera fördelar vid användning av manipulatorer.
Speciellt elimineras många miljöproblem, till exempel belastnings-, vibrations- och bullerskador samt problem med höga dammnivåer. Operatören får dessutom ett mer innehållsrikt arbete. Tidsvinsterna är ofta stora, vilket ger ekonomiska besparingar.
Med manipulator avses en utrustning som med manuell fjärrstyrning kan förändra läget av gods eller verktyg till en valfri punkt inom utrustningens operationsområde. Till skillnad från en industrirobot kräver således en manipulator mänsklig arbetskraft för att styra de rörelser som utrustningen skall utföra. Det är dock av vikt att erforderlig upplärning sker för att förstå vilka operationer, som kan leda till skador på godset.
Användning av manipulatorer i gjuterier är en teknik som är på frammarsch. Främst gäller detta vid gjutgodsrensning samt vid hantering av gods i samband med urslagning där manipulatorn kan både plocka godset samt placera det i backar eller på pallar. Det ligger såväl produktionstekniska som kvalitets- och miljömässiga orsaker bakom detta.
Följande film visar hur en manipulator kan användas i ett gjuteri.

I Sverige marknadsförs flera olika manipulatorer, som till funktion och egenskaper är förhållandevis lika. Figuren nedan visar ett exempel på manipulator som marknadsförs i Sverige.

För denna liksom för flertalet övriga manipulatorer gäller att de rörelser som operatören utför med armen följs exakt i större skala av maskinarmen. Detta gäller såväl positionering som hastighet och acceleration. Vidare finns på manipulatorerna oftast en kraftåterkoppling som gör att operatören ”känner av” den pålagda belastningen. Manipulatorerna arbetar med sex frihetsgrader och rörelsemönstret kan jämföras med den mänskliga armens. I det följande beskrivs två manipulatorinstallationer.
16.7.2 Manipulatoranvändning - exempel 1
Vid Sandvik Rock Processing AB, Svedala, används en manipulator vid slipning av gjutgods. Hela anläggningen är inbyggd i ett totalt ljudisolerat rum med säkerhetsspärrar på dörren. Inne i anläggningen finns dels ett arbetsbord och dels själva manipulatorn.
Det gods som slipas idag är ytter- och innermantlar samt krosskoner i korta till mellanstora serier (Figur 35). Geometrin på godset är oftast cirkulärt och storleken upp till en meter i diameter. Arbetsstycket läggs upp i en fixtur på arbetsbordet vilket kan roteras. Fixturen har flyttbara klackar och det gör att den passar alla de typer av arbetsstycken som slipas för tillfället. Godset i sig behöver inte spännas fast. Normalt körs arbetsbordet manuellt men kan om man så önskar förprogrammera för att köra det enligt program.

Själva manipulatorn med slipskiva är upphängd i en travers som kan flyttas i x-, y- och z-led. Verktyget kan dessutom vinklas cirka 100 grader steglöst. På verktyget finns en kolv där man kan ställa in ett mottryck på skivan för max sliptryck. Detta gör att man aldrig kan trycka för hårt mot arbetsstycket. Om max sliptryck överskrids, stannar skivan automatiskt. Sliphuvudet drivs hydrauliskt och resten av manipulatorn är elektriskt driven. Maximalt sliptryck är 30 kilo
Operatören sitter utanför anläggningen och ser manipulator och arbetsstycke genom ett stort fönster (figuren nedan). Manipulator och arbetsbord körs helt manuellt med en joystick från denna plats. Sikten är god. Det normala körsättet är att skivan hålls still medan arbetsbordet roteras.

Utrustningen är specialbyggd för Sandvik Rock Processings stålgjutgods men principen är tillämpbar även för mindre/större gods samt andra material och andra seriestorlekar.
Fördelar
- Manipulatorn slipar ungefär tre till fyra gånger snabbare än vad arbetet kan utföras manuellt.
- Hög driftssäkerhet
- God kvalitet på utfört slipningsarbete
- God kapacitet
16.7.3 Manipulatoranvändning - exempel 2
Ett stålgjuteri som bland annat tillverkar reservdelar till gruvindustrin har installerat en manipulator från Clansman för rensning av gjutgods.
Innan installationen hade man enbart manuell rensning. Gods som rensas är bland annat stort cirkulärt gods i korta till mellanstora serier. Målsättningen i framtiden är att automatisera ännu mer. Med den nuvarande installationen räknar man med att man sparar tre till fyra mans arbetskraft.
En principskiss över anläggningen visas i figuren nedan. På varje sida om manipulatorn har man en arbetsstation. I varje arbetsstation finns ett bord på vilket man lägger upp detaljen som skall rensas på. Stora detaljer kräver ej uppspänning. Dessa bord är både roter- och tiltbara.
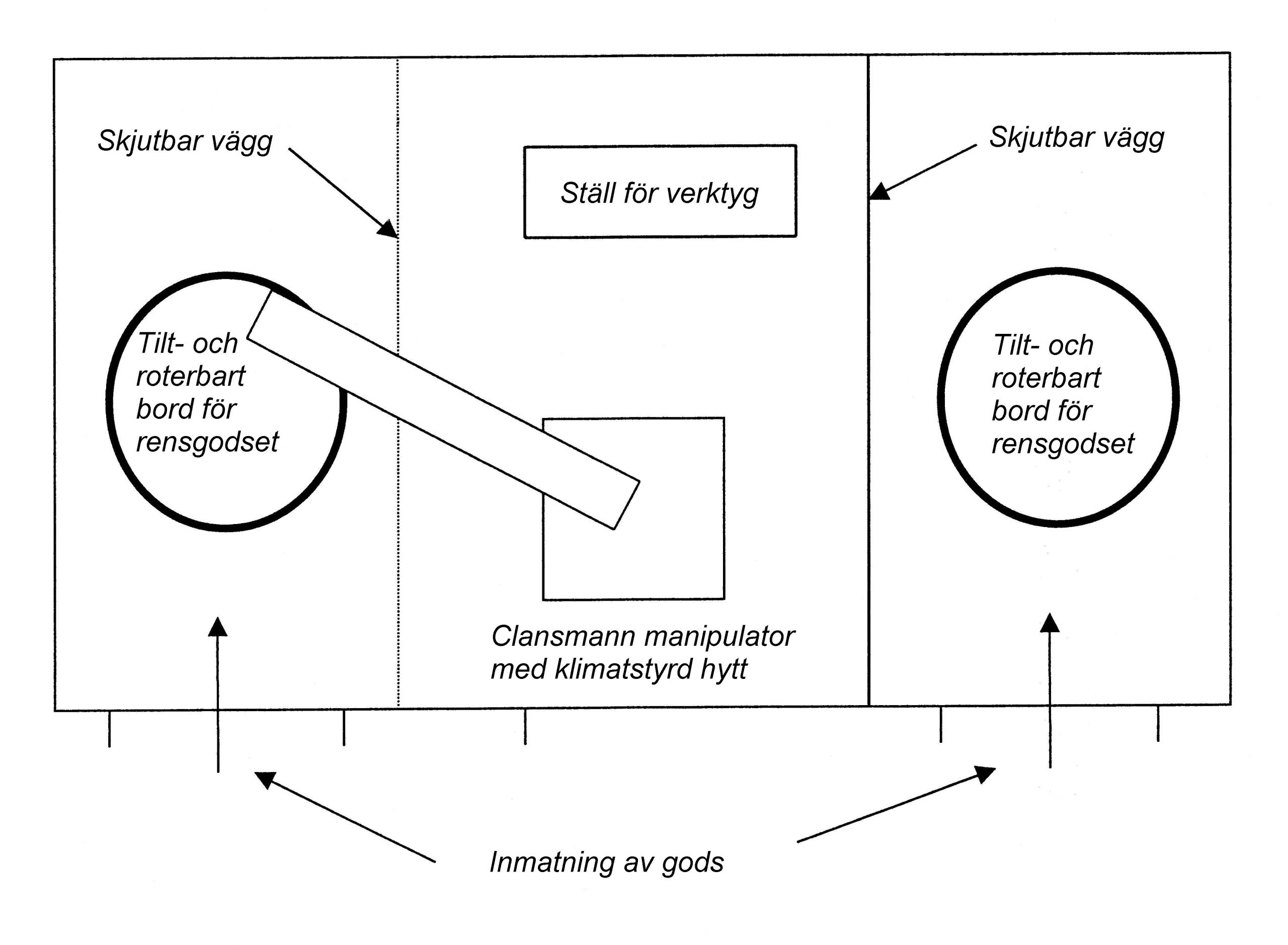
Mellan manipulator och arbetsstationer finns skjutbara väggar. Den ena stängs och den andra öppnas då man byter arbetsstation. Detta gör att plundring/inmatning till arbetsstation kan utföras i ena cellen medan rensning pågår i den andra.
Rakt framför manipulatorn finns ett ställ för verktyg. Man växlar mellan två olika verktyg, ett för slipning och ett för kapning. Verktygen med hela drivenheten byts automatiskt från kabinen. Dessa kan vara hydrauliskt eller elektriskt drivna. I den på figuren visade installationen är de eldrivna och är på 22 kW per styck.
Operatören sitter in en klimatreglerad hytt. Från denna styrs både manipulator och bord. Det finns ett armstöd som gör att armen alltid är i viloläge. Vid rensningsprocessen placerar operatören verktyget i en punkt på detaljen och rör sedan endast på bordet.
Glaset i kabinen blir lätt smutsigt, vilket försämrar sikten. Detta har man avhjälpt genom att ha en plasthinna som täcker rutan och håller det renare. Man byter sedan ut plasten med jämna mellanrum.
Fördelar
- Avsevärt minskad risk för vibrations- och belastningsskador.
- Minskad dammbelastning.
- Minskad risk för bullerskador.
- Operatören har fått en intressantare arbetsuppgift.
- Operatören arbetar från en klimatstyrd hytt.
- Manipulatorn har ersatt tre-fyra mans arbete.
- Hög driftssäkerhet.
Sammanfattning
På gjuteriet är man hittills mycket nöjd med sin installation både vad gäller kapacitet och rensningsresultat. Man klarar i stort sett att rensa alla de ytor som man har behov av. Dessutom säger man sig även klara av att rensa vissa håligheter.
I framtiden kommer man dock att arbeta fram metoder för att kunna göra ett snabbare byte av detaljer i de två arbetsstationerna. Idag har man ibland en viss väntetid vid plundring/inmatning av detaljer, särskilt då man har korta renstider på detaljerna.
