12.4.1 Stränggjutning
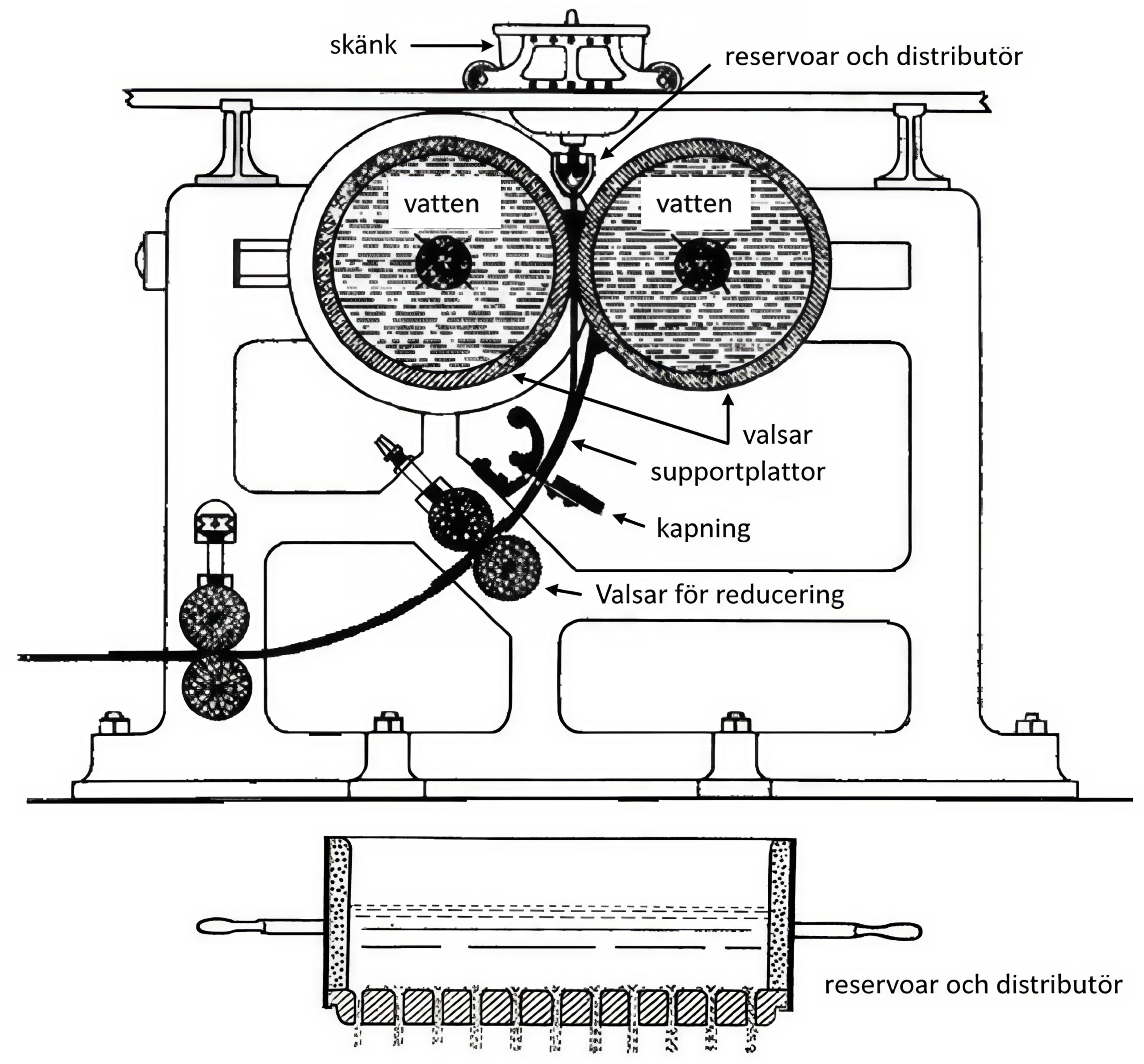
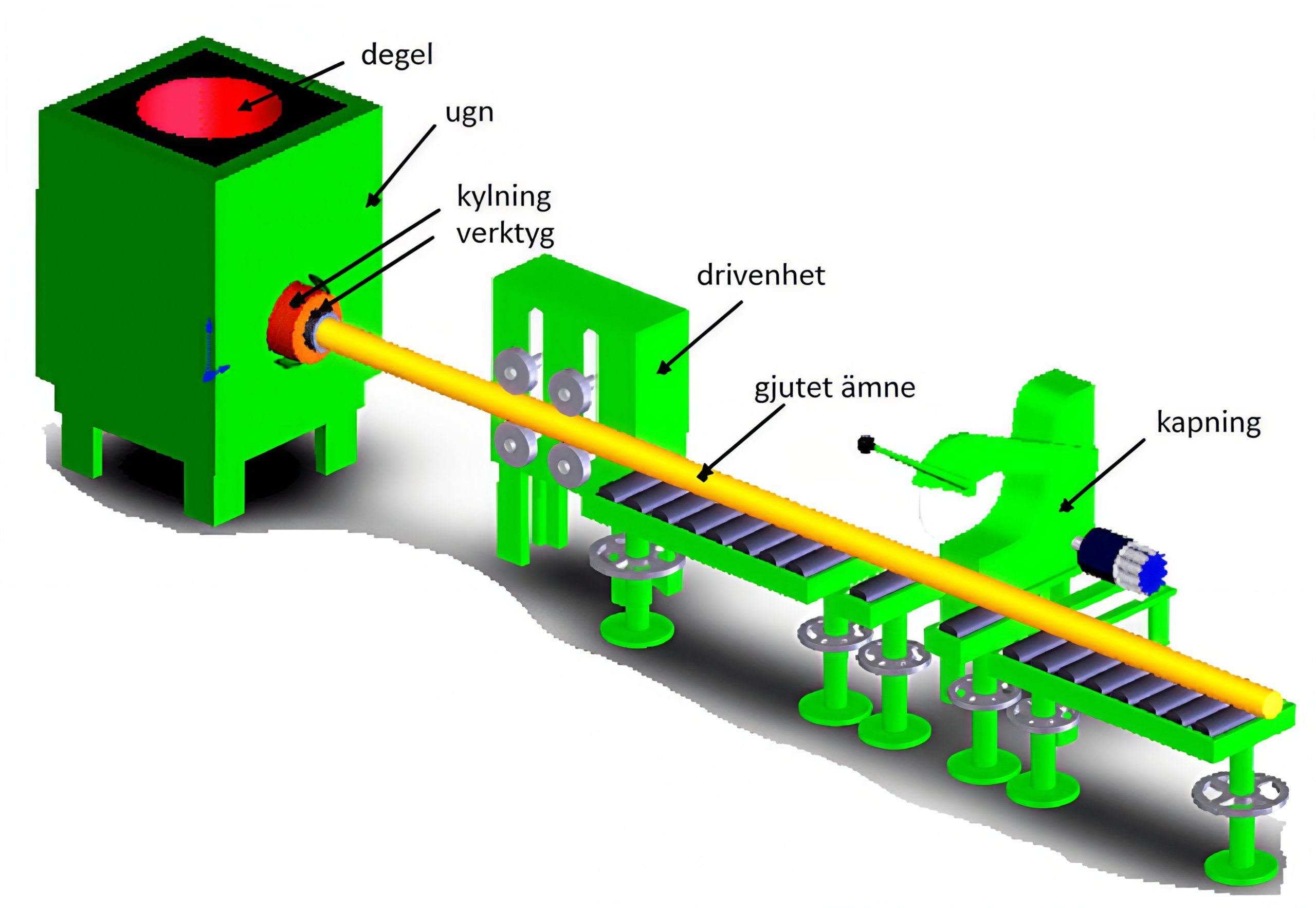
Följande figur beskriver utrustningen som på flera sätt liknar de stränggjutningsanläggningar som finns på stålverken. Den största skillnaden är att det, i stället för roterande valsar som kyler det flytande stålet, idag är en stationär vattenkyld kopparkokill som oscillerar som får stålet att börja stelna. Det som kan konstateras är att maskinen gav tunna platta ämnen som med dagens teknik har blivit till ”near-net-shape”-plåtar vilka endast ska utsättas för en mindre deformation innan de är färdigvalsade. Idag tillverkas tunnplåt av aluminium med denna teknik.
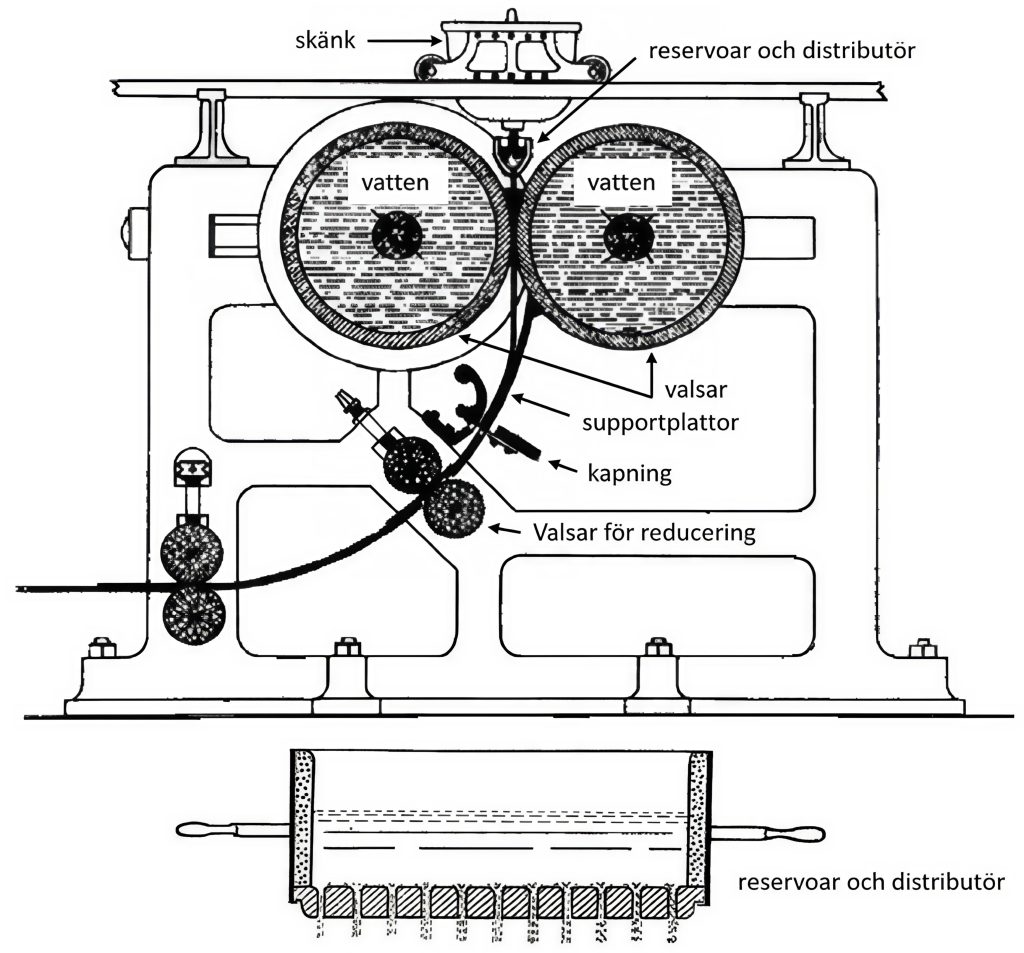
Figur 16. Beskrivning av stränggjutningsutrustning.
Stränggjutningen när den kom i drift efter Första världskriget skedde vertikalt till en början men utvecklades med mer och mer böj till en horisontell riktning. Till en början var det blyrör som tillverkades men i slutet av 1930-talet hade man lyckats att producera stränggjutna ämnen i mässing. Kort tid innan Andra världskriget bröt ut började tillverkning av ämnen för valsad plåt att stränggjutas.
Från vertikal anläggning har det utvecklats till att närmast vara en horisontell anläggning. Följande bild beskriver principen för en horisontell stränggjutnings-maskin för koppar-, aluminium-, eller järnlegeringar.
För icke järnmetaller är det huvudsakligen horisontella anläggningar som används. Principen för metoden är att flytande metall från en varmhållningsugn får rinna genom ett munstycke, kokill, av grafit, som är bearbetat till önskad dimension och form. Kokillen kan även vara en vattenkyld kopparkokill.
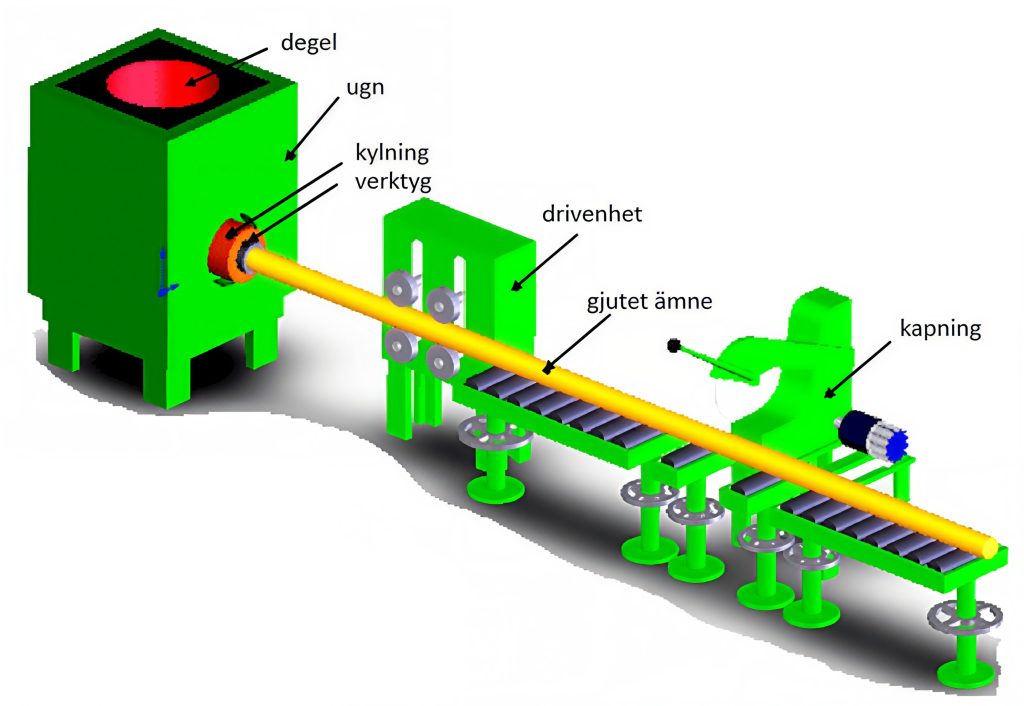
Figur 17. Beskrivning av horisontell stränggjutning av icke järnmetaller.
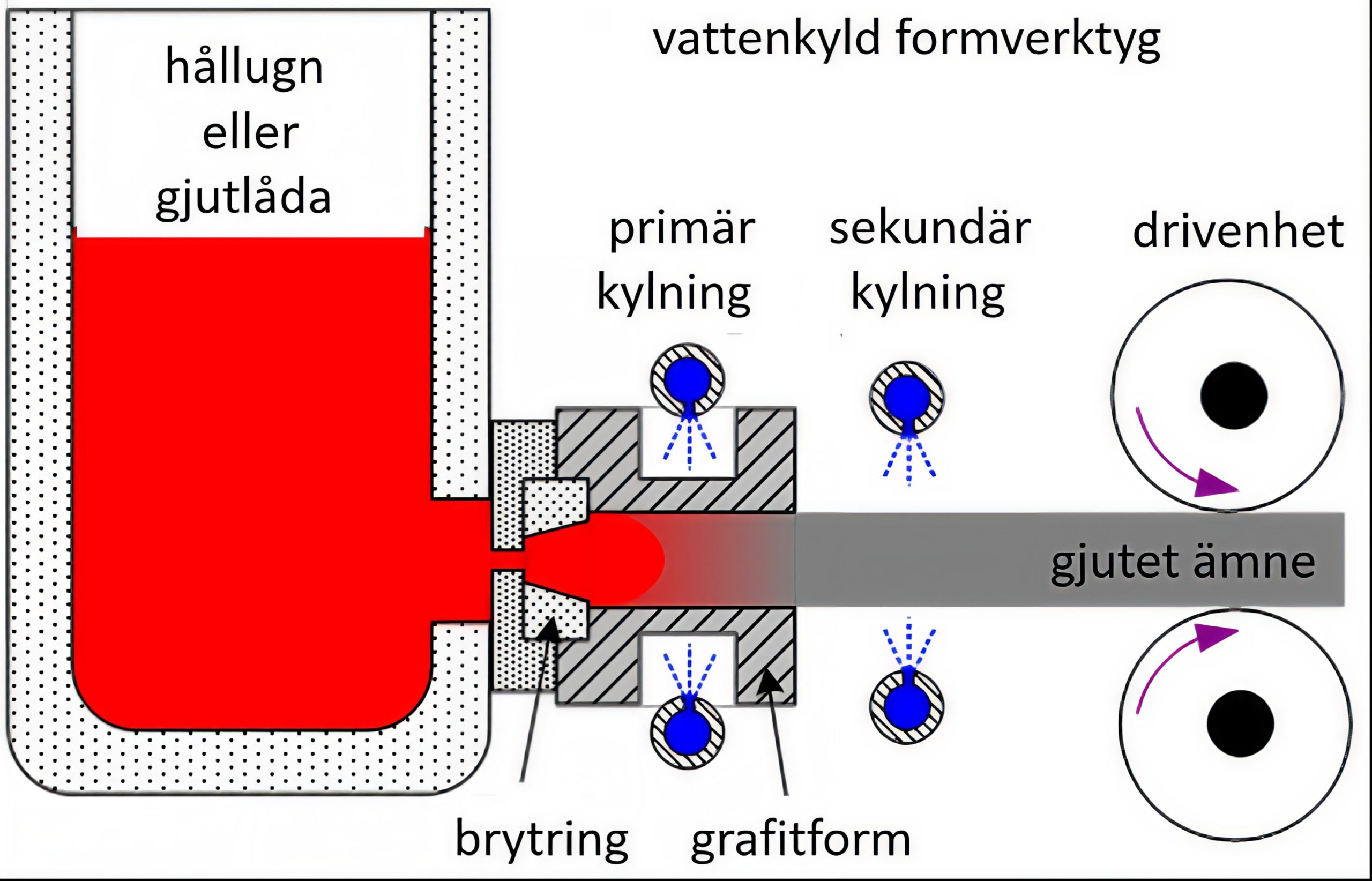
Munstycket är monterat i en vattenkyld ”kylare”. När metallen rinner genom grafitmunstycket bildas ett ”tunt” skal, som håller önskad form och dimension. Följande två bilder visar mera detaljerat på hur det kan vara uppsatt vid framställning av stränggjutna ämnen. Principen gäller även för fallande vertikala stränggjutningsmaskiner.
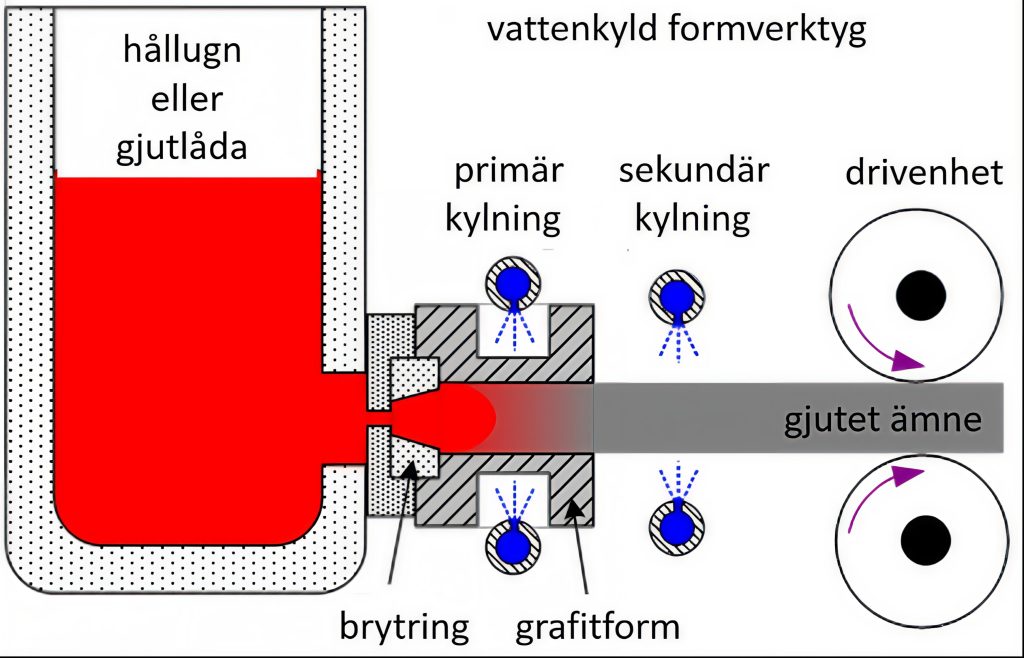
Figur 18. Vattenkylt formverktyg.
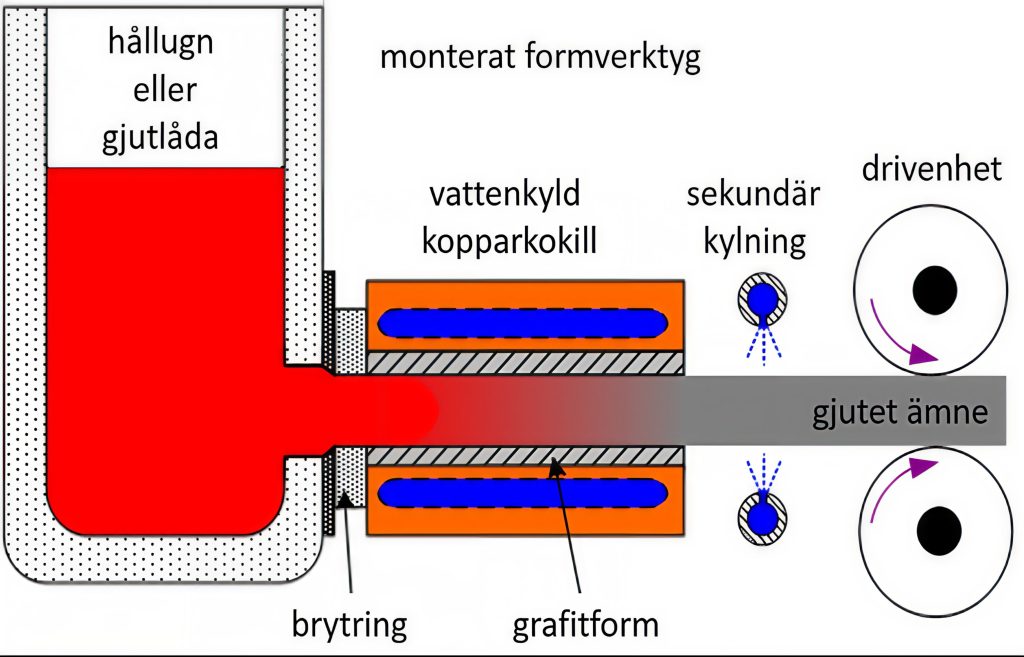
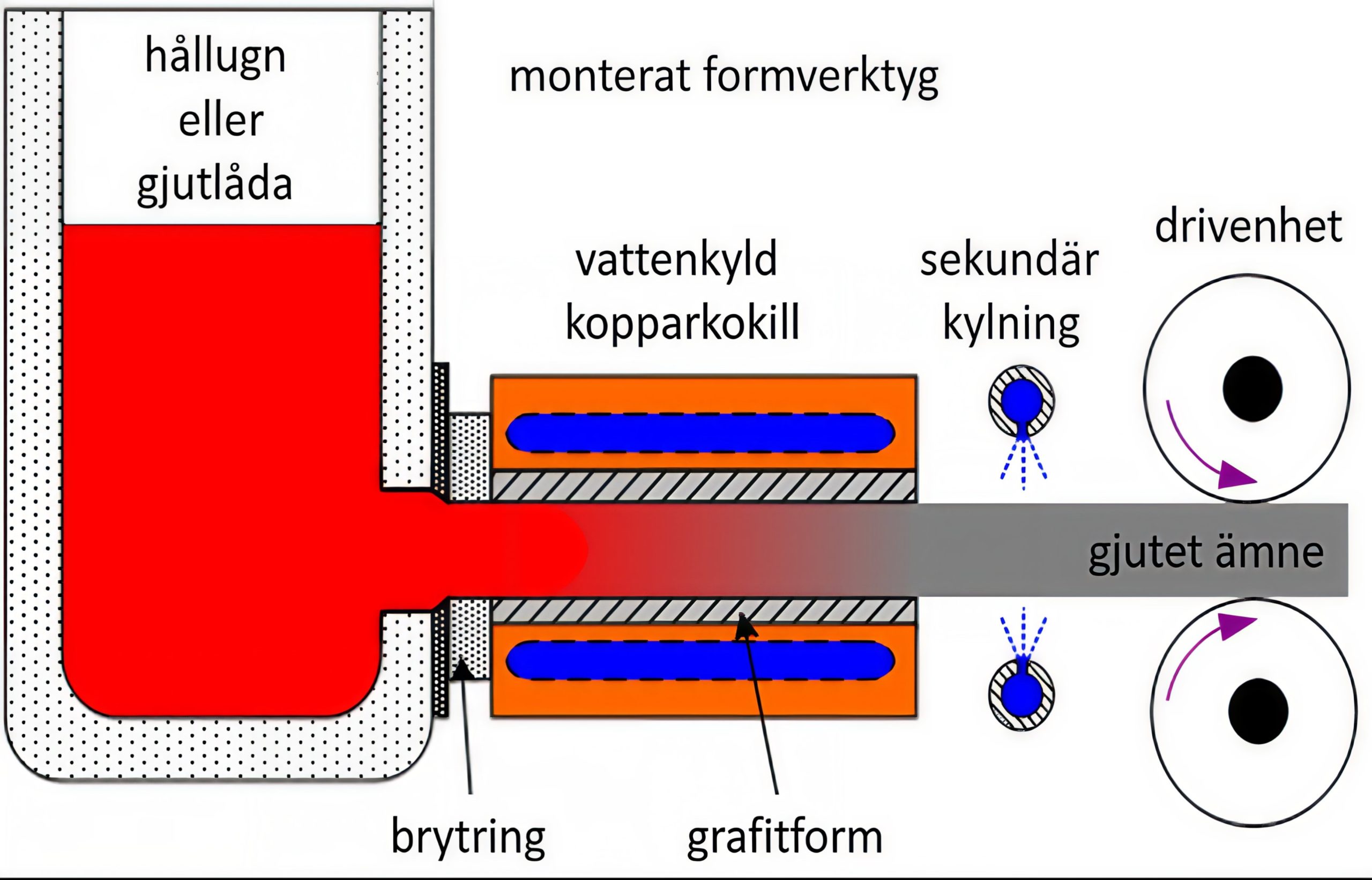
Figur 19. Munterat formverktyg.
Framställningsmetoden ger ett fördelaktigt riktat stelnande, detta leder till en högre mekanisk hållfasthet än motsvarande ämnen gjutna i till exempel en sandform.
För tillverkning av ämnen i flera olika kopparlegeringar förekommer metoder där stränggjutningen sker genom att ämnen dras uppåt ur smältan. Följande principskiss där flera ämnen dras ur smältan samtidigt vilket ger en hög produktivitet. Metoden lämpar sig för att framställa insatsvaror för tråddragning genom att en kontinuerlig upphaspling kan ske av det stelnande ämnet.
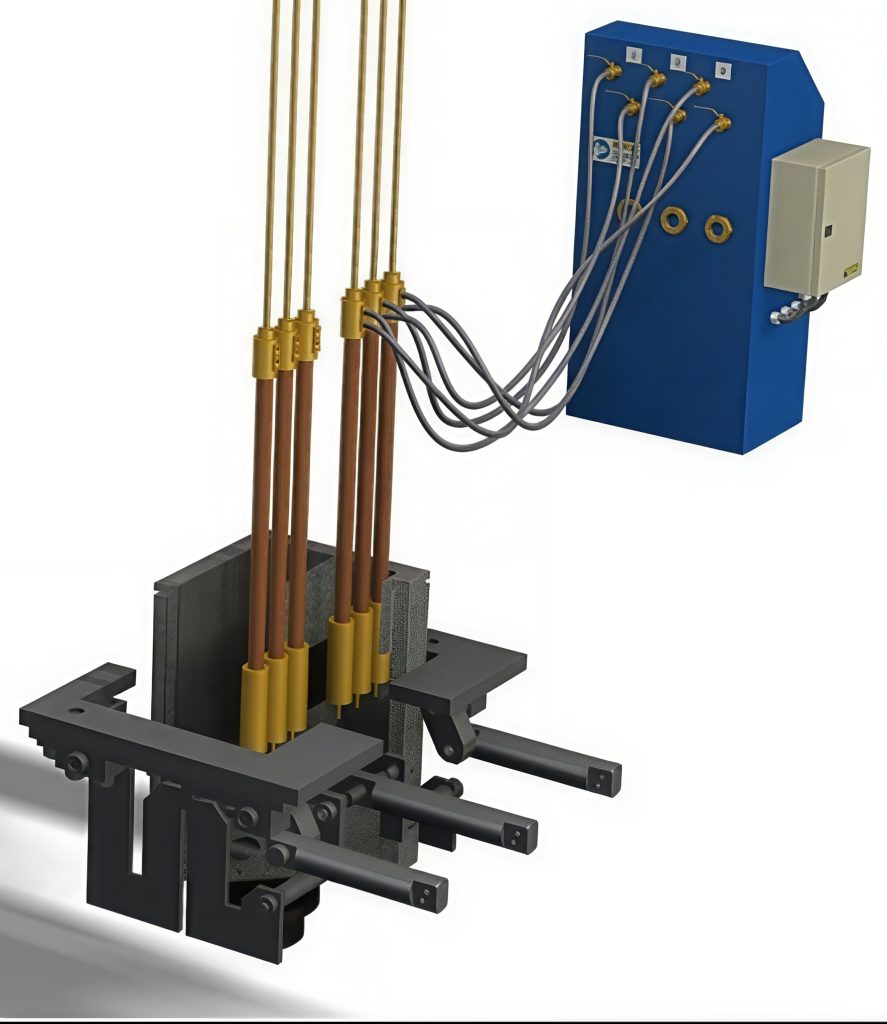
Figur 21. gh12-5-bild_6
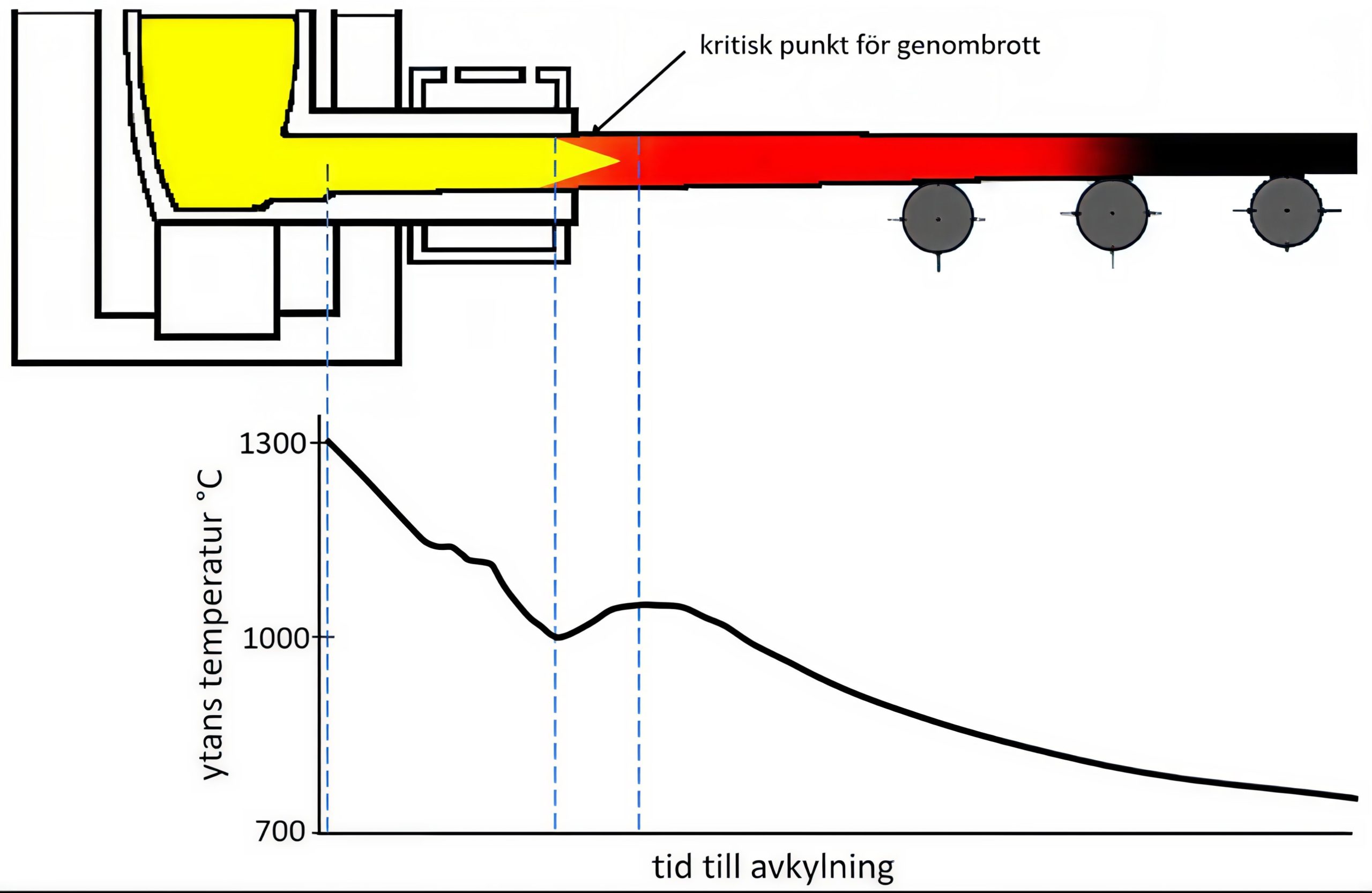
Stränggjutning används i Sverige endast för gjutning av kopparlegeringar. Internationellt används metoden även för grå- och segjärn. Olika typer av profiler kan gjutas. Även här förekommer att strängen dras vertikalt uppåt. Vid en studie mättas temperaturfördelningen, se nästa bild, längs en sträng från ugn till kapning för en gjutjärnssmälta. Temperaturprofilen visar att den kritiska punkten är just när strängen lämnar stödet och kylningen av kokillen.
Centrum, som fortfarande är flytande, återuppvärmer den stelnade ytan då centrum stelnar. Den metallpelare som bildas av metallnivån i varmhållningsugnen i kombination med ett kontrollerat stelnande ger en produkt, som är mycket finkornig och har jämn hårdhet. Produkten är dessutom fri från porositeter, sand och andra inneslutningar.
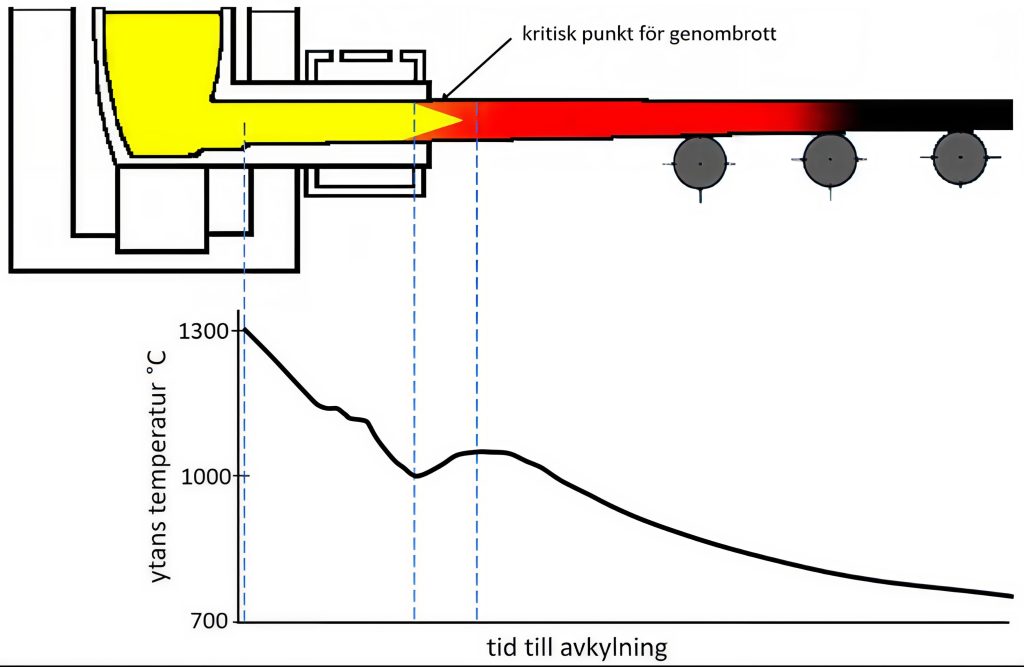
Figur 22. gh12-5-bild_7
Bilden är omarbetad från https://projektbank.dtu.dk/da-dk
Följande bilder visar några produkter i kopparlegering och gjutjärn. Första bilden visar insatsvaror för vidare framställning av olika produkter medan andra bilden till höger visar färdiga verktygsdelar med utgångspunkt en stränggjuten stång.


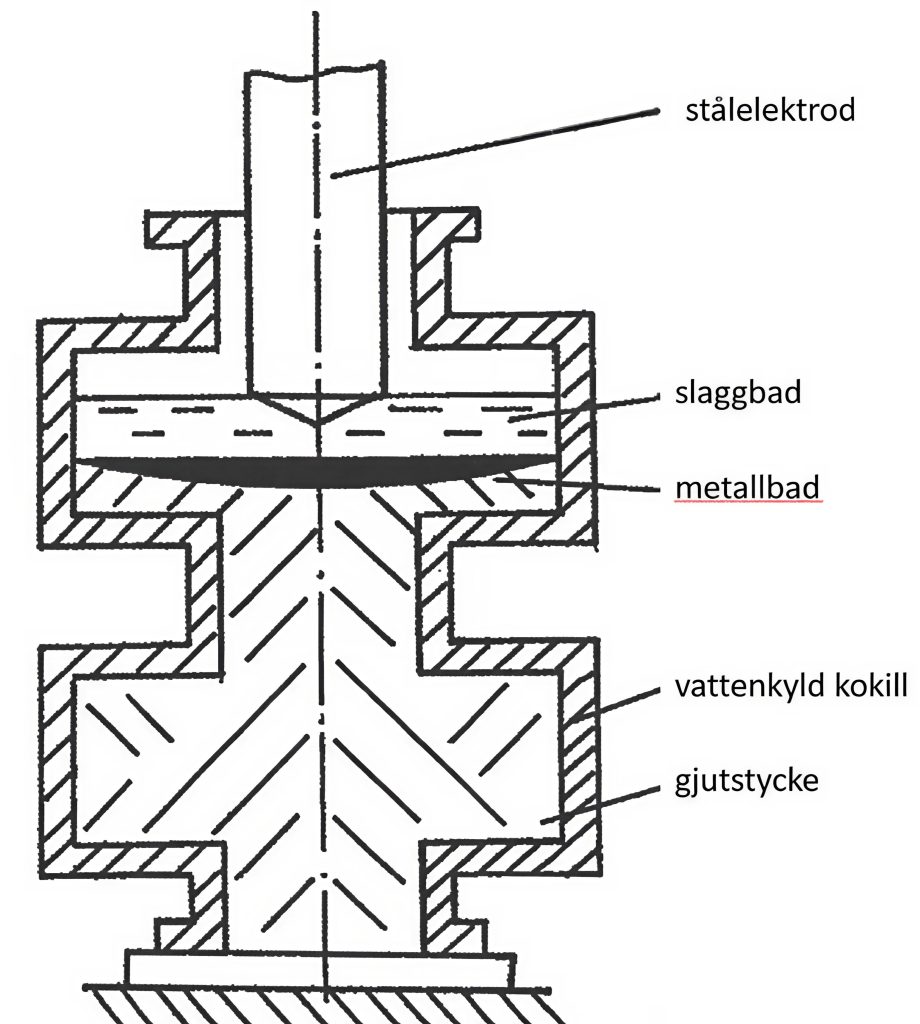
12.4.2 Elektroslaggjutning, ESRC
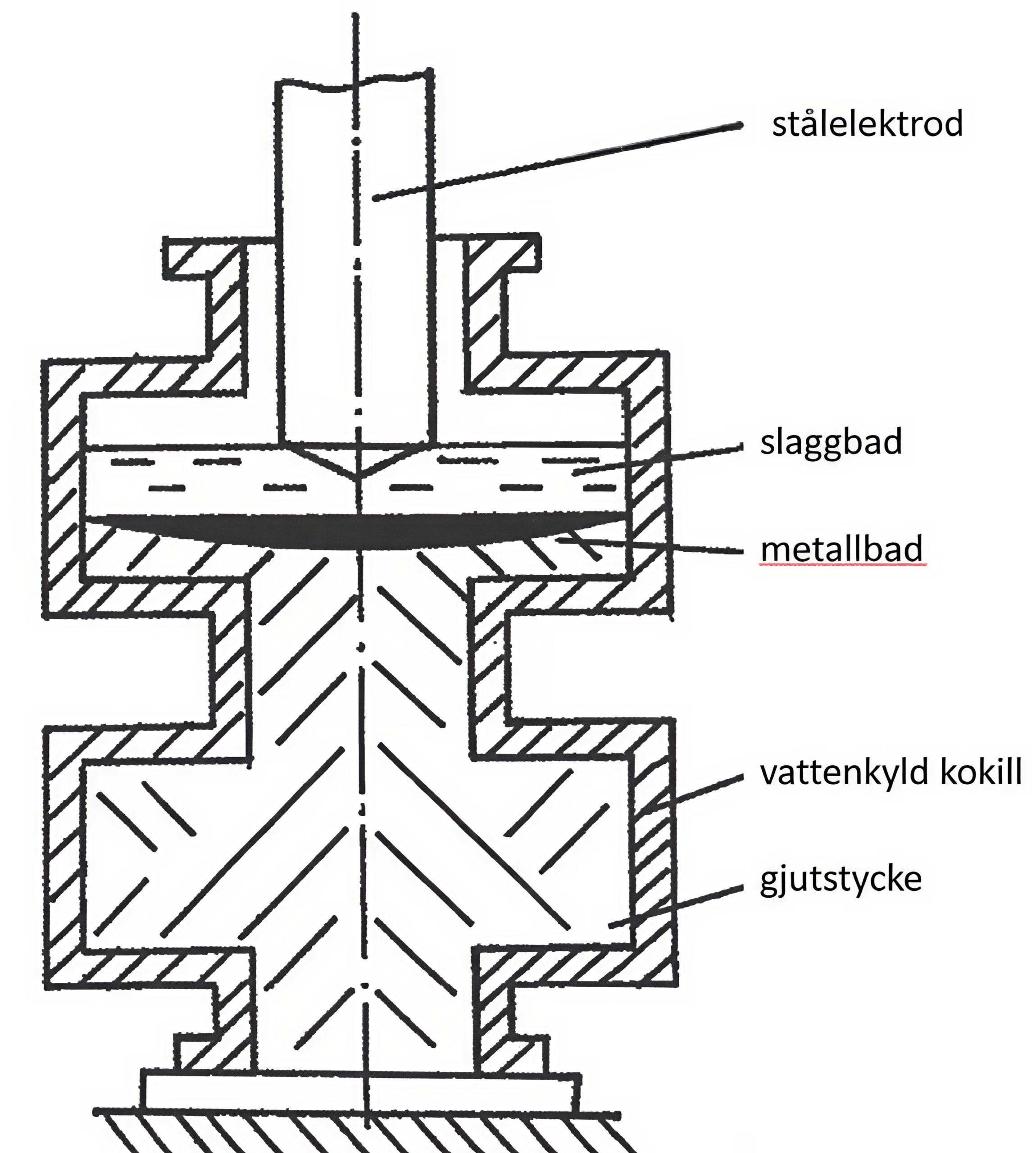
”Electro slag remelting casting” hamnar under begreppet stränggjutning även om det inte är gjutning i vanlig bemärkning utan är omsmältning av ett tidigare gjutet ämne. Metoden grundar sig på en metod som kanske först utvecklades redan 1892 i just Ryssland. Metoden beskrivs dock tydligt på 1930-talet av R. Hopkins varför han anses som uppfinnare av ESRC. Det var dock först när ryssarna började använda sig av växelström på 1950-talet som det tog fart. Inom stålindustrin är det en använd metod för att uppnå mycket rent stål.
Principen är ganska enkel då en växelspänning läggs över ett ämne, en konsumerbar elektrod, och en kokill, som står i förbindelse via ett slaggbad. På grund av att slaggen har en mycket större resistivitet än metallen kommer värmeutvecklingen att koncentreras till slaggen med en temperatur ca 300°C över stålsmältan. Därvid bildas en smält film på elektrodens spets där droppar av smält stål rinner genom slaggen ner i kokillen och stelnar. Elektroslaggraffinering, ESR, är namnet på processen som till exempel Uddeholm i Hagfors använder sig av för att framställa rent stål som utgångspunkt för framställning av ämnen till verktygsstål.
ESRC där komponenter tillverkas har mest använts i Ryssland men även används i Kina för tillverkning av ämnen med mycket hög renhetsgrad. Ämnen med höga påkänningar är typiska ämnen som tillverkas.
Gjuteriföreningsrapport 1982-1015
Figur 25. gh12-5-bild_10
Några fördelar som nämns för metoden är för framställning av gjutgods med ESRC är
- Mera likvärdiga mekaniska egenskaper
- Frihet från konventionella gjutgodsdefekter
- Egenskaper jämförbara med smidda produkter
Följande bild visar en vevaxel till ett fartyg.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}