8.11.1 Fullformsgjutning
Under gjutningen förgasas modellen helt genom smältans inverkan. Den volym som modellen har ersätts med smälta. Metoden benämns även ”lost foam”.
Fullformsgjutning tillämpas i två varianter:
- Enstyckstillverkning och kortseriegods.
- Storserietillverkning. I det fallet används formsand utan bindemedel.
Karakteristiskt för fullformsgjutning är främst följande:
- Stor frihet för konstruktören, vilket gör att komplext gods kan gjutas.
- Inga kärnor behövs, inte ens vid gjutgods med komplicerad formgivning.
- Ringa krav på släppningar.
- Minskat behov av verkstadsbearbetning av det gjutna ämnet.
Speciellt då metoden tillämpas vid storserietillverkning gäller:
- Inget bindemedel i formsanden.
- Minimalt urslagningsarbete krävs.
8.11.2 Enstyckstillverkning och kortseriegods
När fullformsgjutning används för enstyckstillverkning av gjutgods och vid gjutgodstillverkning i små serier bäddas en polystyrenmodell n i formmassa där sanden normalt binds med någon kallhärdande metod. Vanligtvis används furan- eller vattenglasmetoden.
En variant av denna metod är att polystyrenmodellen tas ut ur formen innan gjutningen. Detta förfarande tillämpas av några gjuterier för att undvika problem med de gaser som bildas av modellmaterialet under gjutningen. Den variant av fullformsgjutning som beskrivs här används bland annat vid tillverkning av stora pressverktyg för bilindustrin och vid tillverkning av maskinstativ och motvikter.
Ofta blackas polystyrenmodellen med ett vattenbaserat black innan den packas in i formmassan.




Följande film visar hur fullformgjutning utförs steg för steg:

8.11.3 Storserietillverkning
Intresset för fullformsgjutningsmetoden vid storserietillverkning har ökat under senare år. Stora biltillverkare använder metoden för tillverkning av bilgjutgods.
Vid storserietillverkning omges polystyrenmodellen av obunden vibrationspackad sand. Utgångsmaterialet vid modelltillverkningen är polystyren eller annan förgasningsbar plast som etylen. Materialet föreligger i form av granulat, som genom en speciell förexpansionsprocess gör att granulatkulorna binds samman med varandra.
Då obunden sand används som formmaterial, är det helt nödvändigt att blacka såväl modell som ingjutssystem, även detta tillverkat i polystyren. Blacken fyller en mycket viktig formstabiliserande eller armerande uppgift under avgjutningen.
Alkohol- eller vattenbaserade blacker av zirkon-, zirkongrafit- eller silikattyp kan användas.
Vanligtvis används en förhållandevis enkelt utformad formflaska vid formtillverkningen. Flaskan behöver inte vara delad.
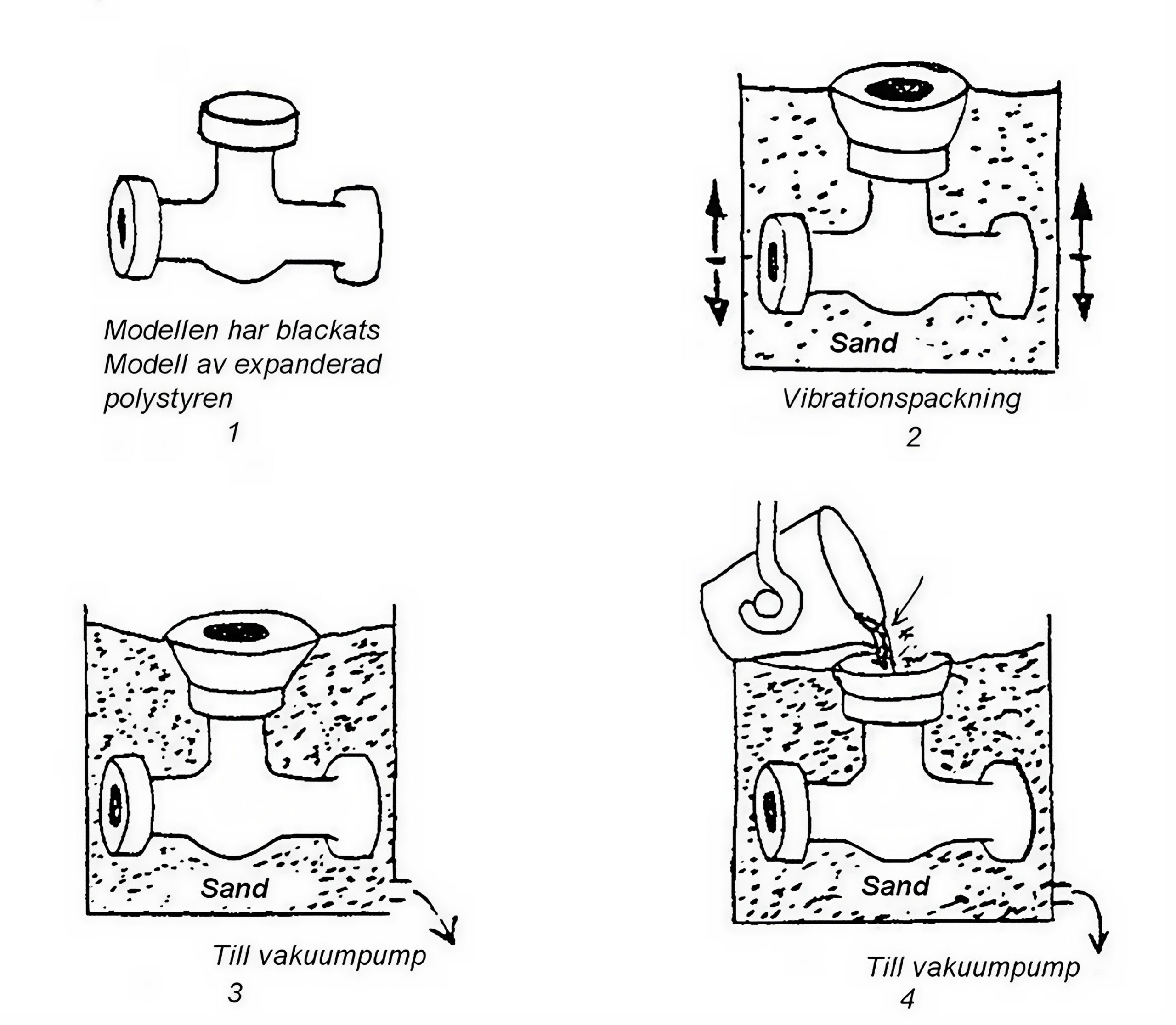
Vid formningen är formflaskan placerad på ett vibrationsbord. Först fylls flaskan med en mindre mängd sand så att en bädd för modellen skapas. Efter att modellen inklusive ingjutssystem har fixerats i läge fylls återstoden av sanden på under samtidig vibrering.
Vid en variant av fullformsgjutningsmetoden pumpas luft ut ur formen efter att vibrationspackningen har avslutats. Detta sker omedelbart innan avgjutning.
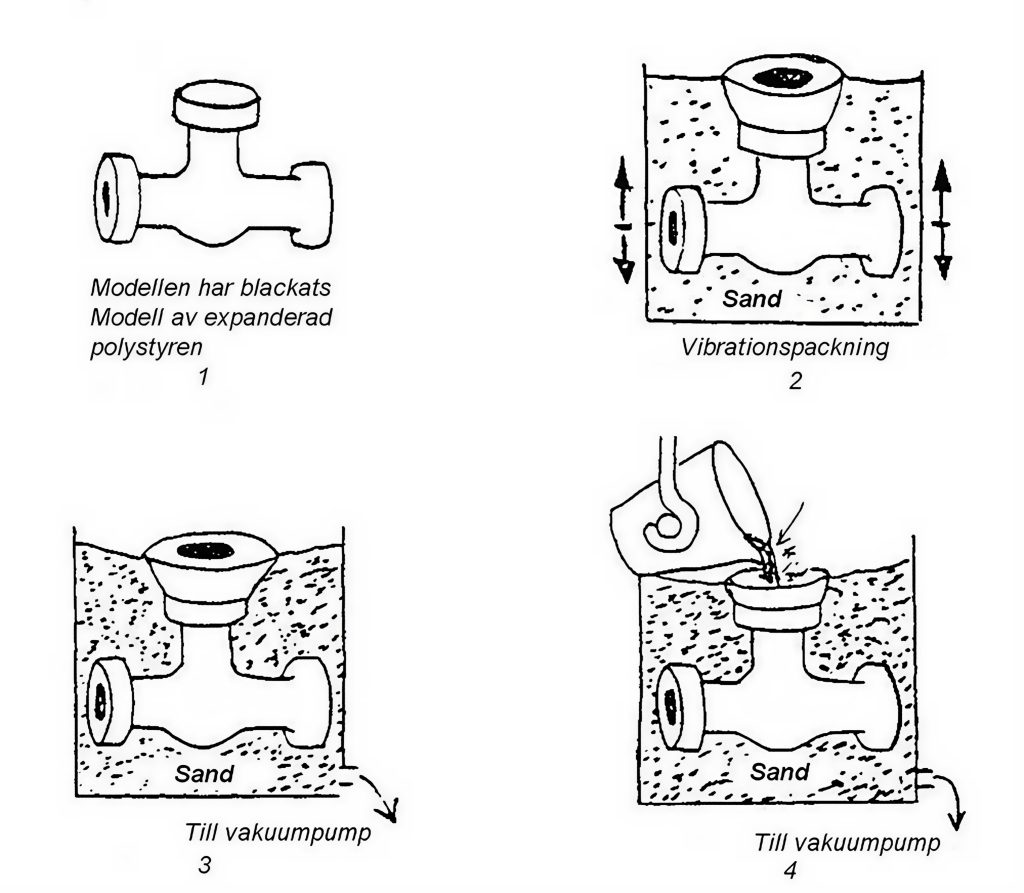
Figur 69. Olika operationssteg vid fullformsgjutning.
8.11.4 Ingjutsteknik och avgjutning
Vid fullformsgjutning är utformningen av ingjutssystemet av mycket stor betydelse, eftersom detta är en av de faktorer som i hög grad styr förgasningens hastighet.
Avgjutning måste vid fullformsgjutning med obunden sand ske med ett rikligt och konstant flöde av smälta från och med första ögonblicket. I annat fall kommer sand att rasa in och blockera inloppet och därmed förorsaka en misslyckad avgjutning.
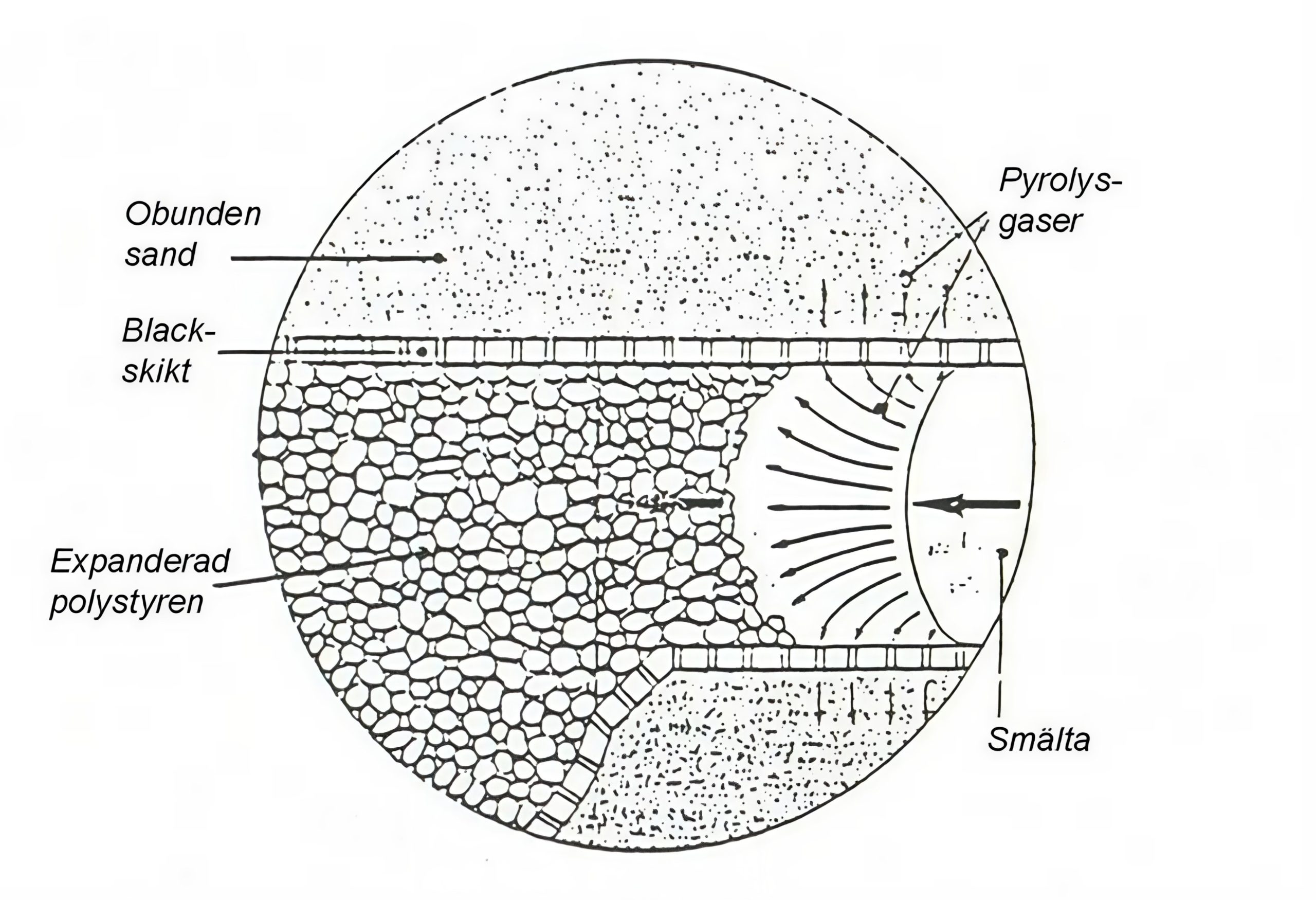
Stora mängder gas avges vid förgasningen av modell och ingjutssystem. Om gasen inte hinner tränga ut tillräckligt snabbt ur formen, kan en gaskudde hindra smältans inströmning. Även detta leder till defekter i det färdiga gjutgodset
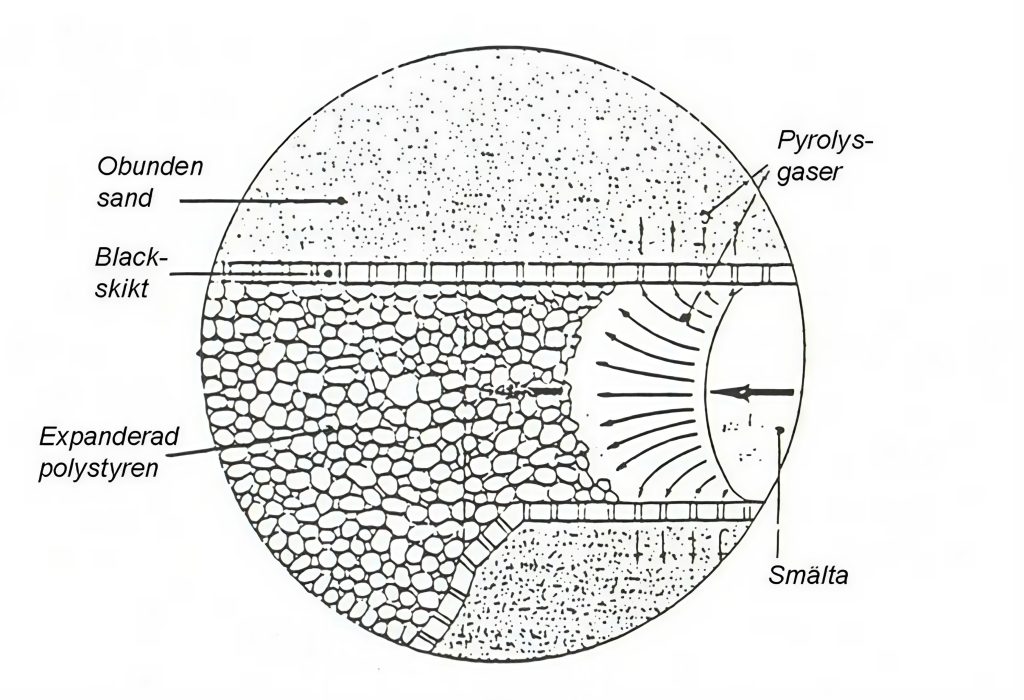
Figur 70. Schematisk figur av förgasningsprocessen under avgjutning.

{kind=link}
{kind=link}