13.6.1 Olje- eller gaseldade ugnar
Den idag dominerande ugnstypen är schaktugn, som kan anses vara en vidareutveckling av flamugn. Schaktugnen beskrivs närmare nedan.
Principen för en gas eller oljeeldad ugn är att förbränning sker utanför en degel genom vilken värmen sprider sig och smälter metallen i ugnen.

| 1 Degel 2 Ugnskropp med infodring 3 Förbränningskammare 4 Gas- eller oljebrännare |
5 Nödtappning 6 Eldfast basplatta 7 Avgaser (a), avgasrör b) 8 Kamin |
9 Fläkthuv 10 ugnslock 11 Tappsnyt 12 Rekuperator |
Lite beroende av vilken metall som ska smältas så består degeln av grafit med en glaserad yta, SiC eller tillverkade av gjutjärn av varierande material. Deglar av gjutstål eller svetsad plåt förekommer vid smältning av magnesium eller zink.
Det finns ugnar där degeln är fastmonterad i ugnskroppen och hela ugnen tippar vid tappning till en skänk, antingen transportskänk eller avgjutningsskänk. Detta är vanligt vid större ugnar medan det för mindre ugnar är degeln som lyfts ur förbränningskammaren och transporteras till formarna som ska gjutas.
Ugnsuppsättningen längst till vänster förekommer endast i mindre omfattning då den ger en sämre kvalitet vid smältning av framförallt aluminium. Orsaken är att det blir reaktioner med vattenånga som bildas vid förbränningen. Den reagerar med smältan och bildar dross.
![]()
Detta har man åtgärdat genom att dra ut avgaserna från förbränning via ett sidoutsläpp samt ha ett lock som tätar och dessutom sänker energiförbrukningen vid nedsmältning.
13.6.2 Schaktugnar
Ett stort antal olika olje- eller gaseldade ugnar används inom metallgjuterierna. Dessa kan delas upp i degelugnar, flamugnar, schaktugnar, strålningsugnar och doppvärmarugnar. Den idag dominerande ugnstypen är schaktugnar, som kan anses vara en vidareutveckling av flamugnar.
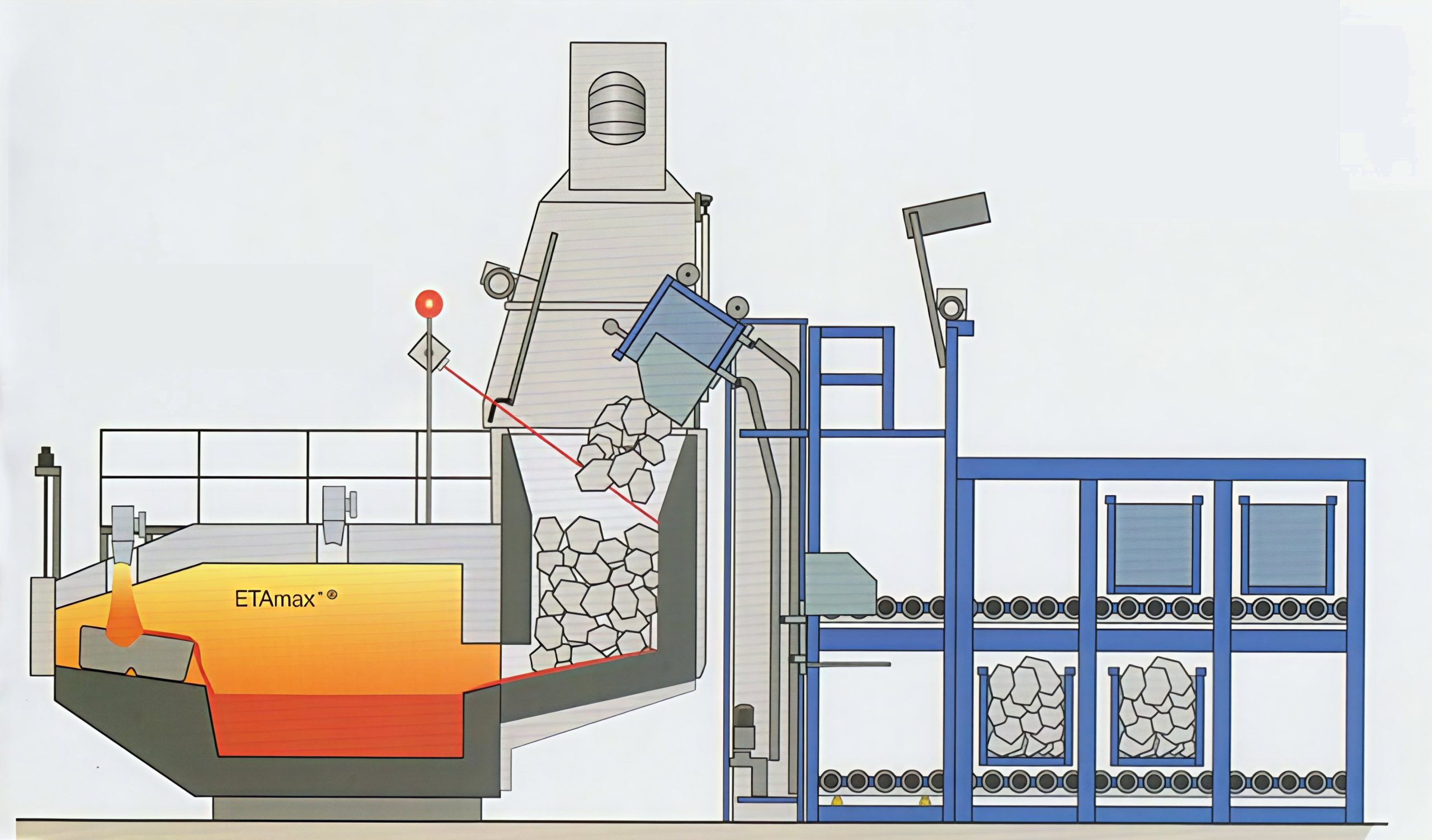
I en schaktugn sker chargering i schaktets övre ände (se figurerna nedan).
Materialet passerar nedåt och möter de heta avgaserna som leds in i schaktet i dess botten. Avgaserna avger energi till materialet som förvärms, torkas, smälts och rinner ner till en hållugn. Verkningsgraden för denna ugnstyp är hög genom att motströmsprincip används.
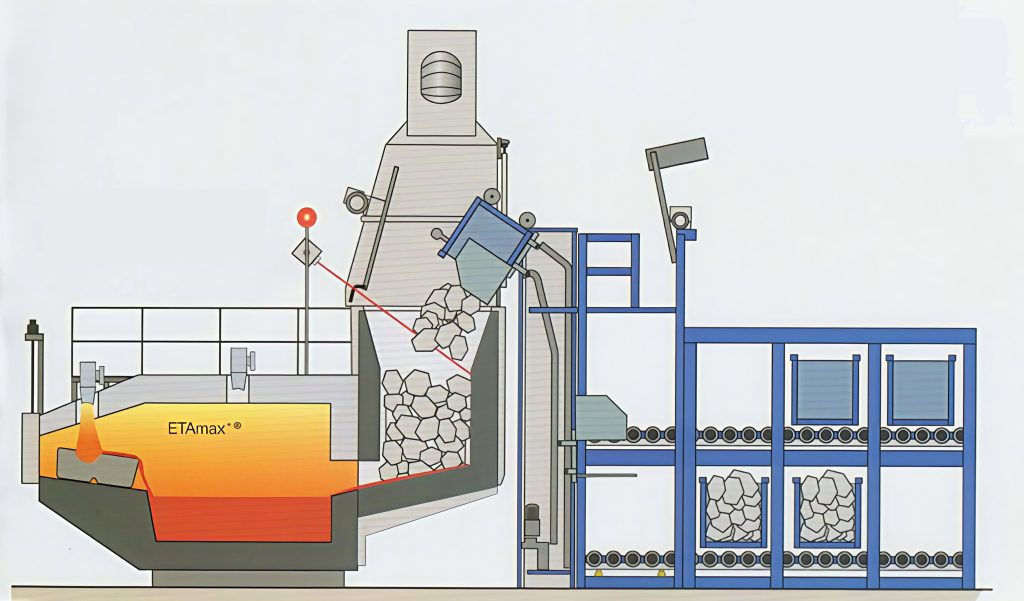
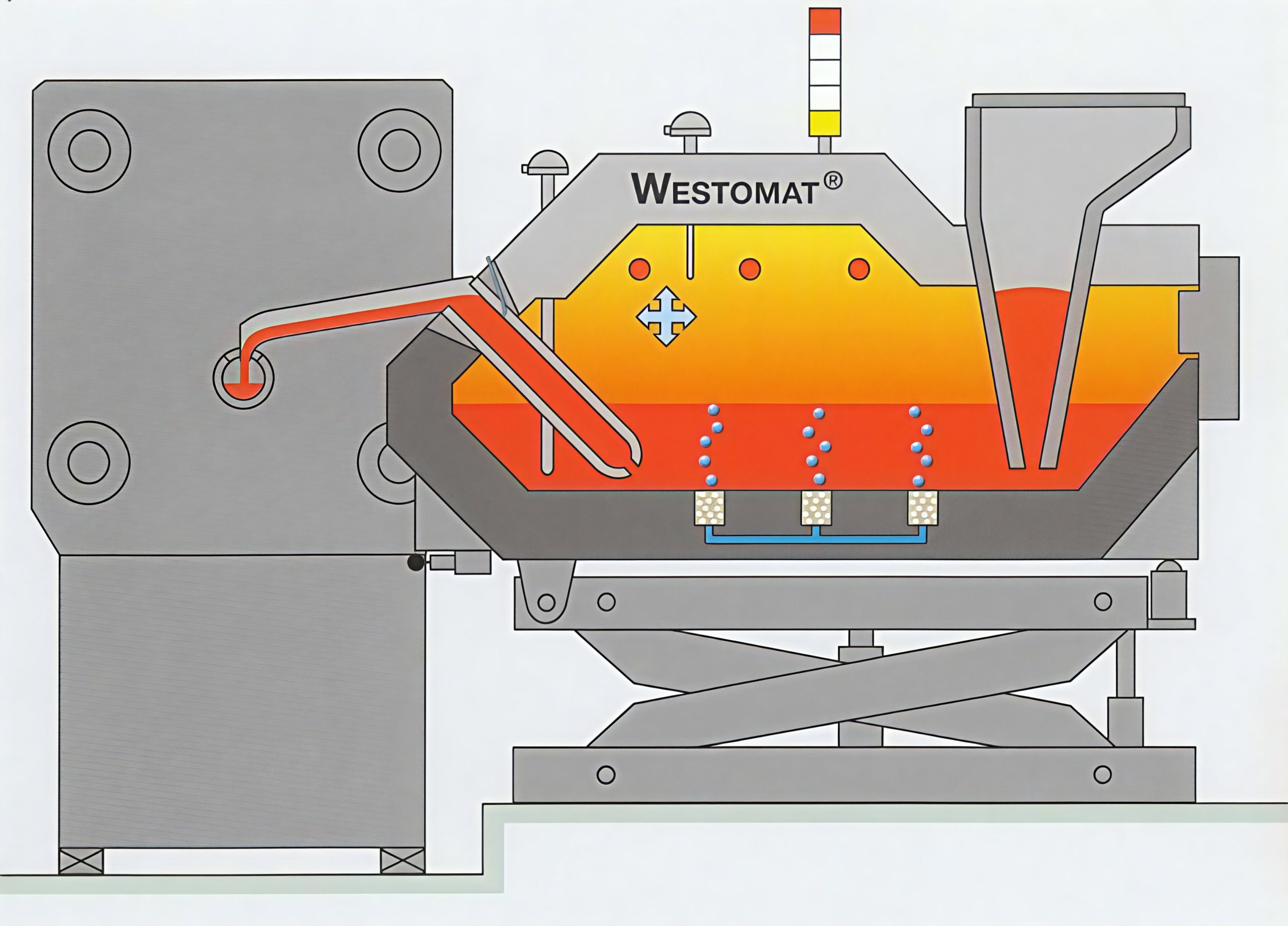
Figur 17. Gaseldad schaktugn (Striko-Westofen).

Figuren nedan visar en gaseldad ugn placerad i direkt anslutning till en pressgjutmaskin. Den på figuren visade ugnen används som doseringsugn vid en pressgjutmaskin. På signal från pressgjutmaskinen höjs trycket i ugnsvannan och smälta pressas upp ur ugnen och över till pressgjutmaskinen. Efter att en bestämd mängd smälta överförts sänks trycket och gjutningen avbryts. På moderna ugnar är detta förlopp helt datorstyrt. Genom att smältan befinner sig i den slutna ugnsvannan minskas risken för oxidbildning och att oxid förs över till gjutgodset. Aluminium reagerar omgående med luftens syre och bildar aluminiumoxid på yta av en smälta. Kommer aluminiumoxiden med in i gjutgodset är det stor risk att den ger upphov till porositeter.
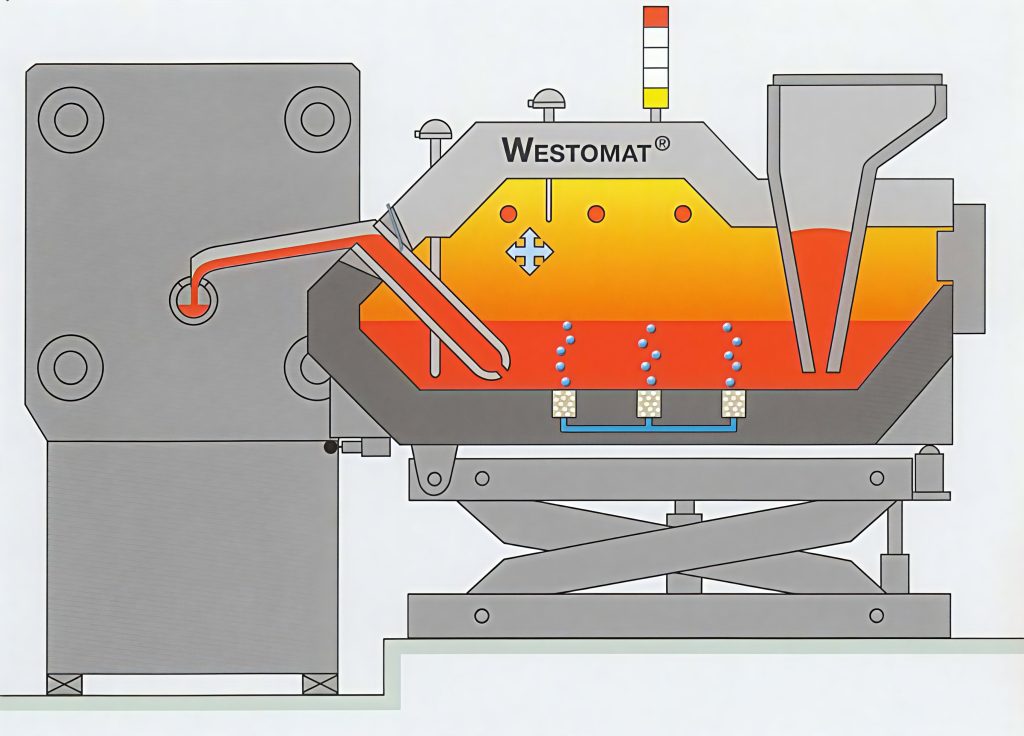
Figur 19. Gaseldad varmhållningsugn vid en pressgjutmaskin (Striko-Westofen).
13.6.3 Oxyfuelbrännare
I oxyfuel-brännare förbränns olja och gas med ren syrgas. Användningen av syreberikad luft eller rent syre i förbränningen ändrar flammans egenskaper helt och därigenom bränsleekonomin i förbränningen.
Den specifika mängden rökgas minskar eftersom mindre eller ingen kväve introduceras i förbränningen och adiabatiska flamtemperaturen stiger. Vidare ökar värmeöverföringen, både den konvektiva och den som sker via strålning.
Att använda rent syre i stället för luft (21% O2, 78%N2, 1% Ar) gör att man undviker att introducera stora mängder kväve i förbränningen. Kvävet har en negativ effekt på värmningen genom att det inte deltar i förbränningsreaktionerna på annat sätt än som en källa till kväveoxider, som energiballast och som broms för reaktion och värmeöverföring. Dessutom kräver förbränning alltid ett visst syre/luftöverskott vilket ytterligare förstärker ballasteffekten av kvävet.
Vid oxyfuel-förbränning tillförs inget gasformigt kväve annat än det som eventuellt finns i bränslet vilket gör att man teoretiskt kan nå mycket låga NOx-utsläpp. För att det ska fungera så även i praktiken är det viktigt att ugnen är tät för att förhindra att luft läcker in i ugnen. Oxyfuel-brännare skiljer sig egentligen inte ifrån en luftbrännare på något annat sätt än att ren syrgas används i stället för luft.
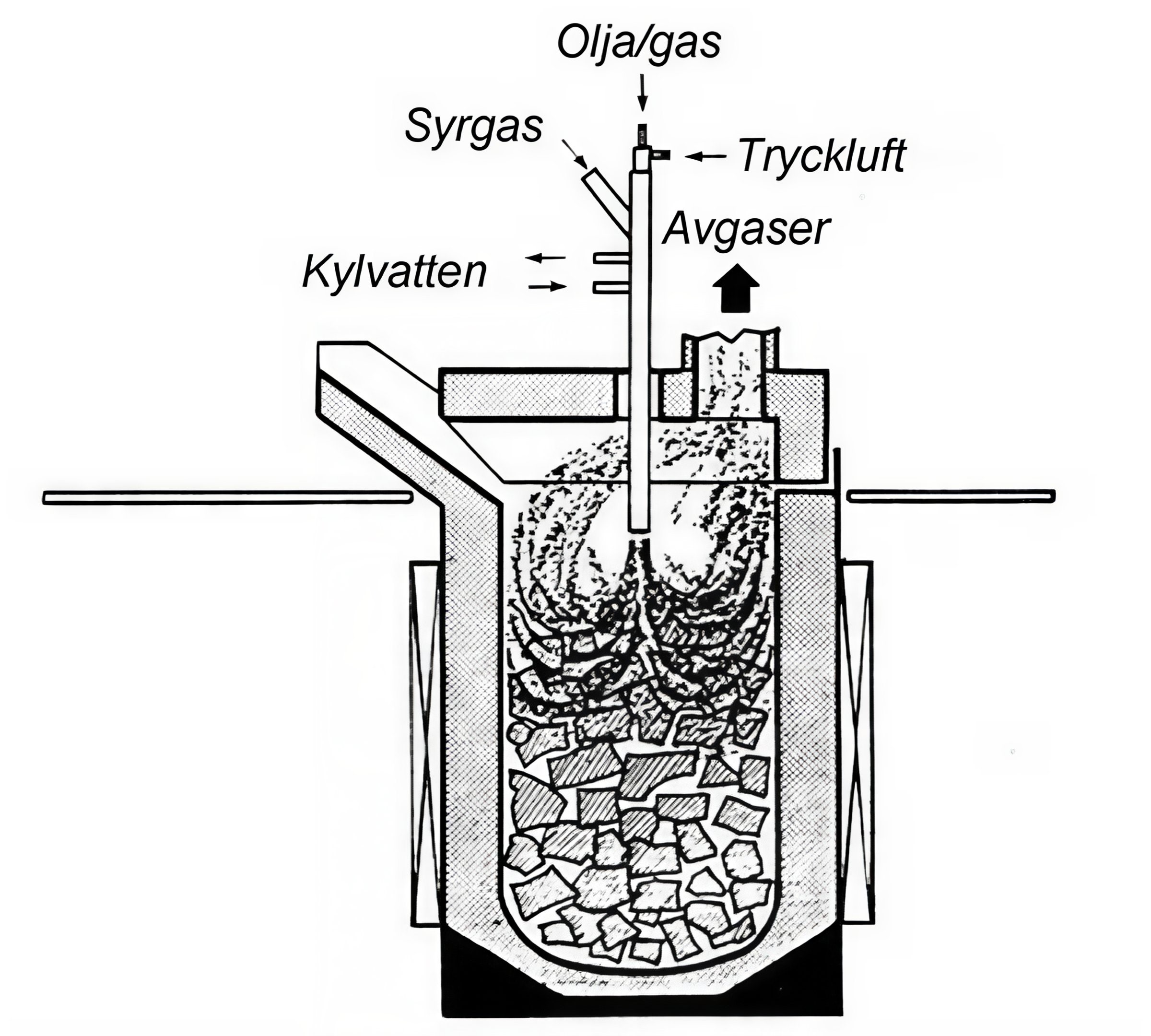
Oxyfuel-brännare används för att öka smältkapaciteten i smältverk med elektriska induktionsugnar. Brännaren placeras över ugnen på en arm, som kan flyttas upp och ner (figuren nedan). Tillskottsenergin från oxyfuel-brännaren kan utnyttjas på tre sätt:
- För att öka smältkapaciteten, vilket ger:
- ökad mängd smälta.
- samma mängd smälta på kortare tid eller genom färre ugnar.
- För att bibehålla normal cykeltid, men minska elenergin, vilket medger:
- att maximala effektuttaget minskar.
- att produktionen under strömbegränsningsperioder kan bibehållas.
- För att snabbare komma upp till rätt hålltemperatur för stålgjutgodsdetaljer som ska värmebehandlas.
- Gasolmängden kan minskas vid värmebehandlingen.
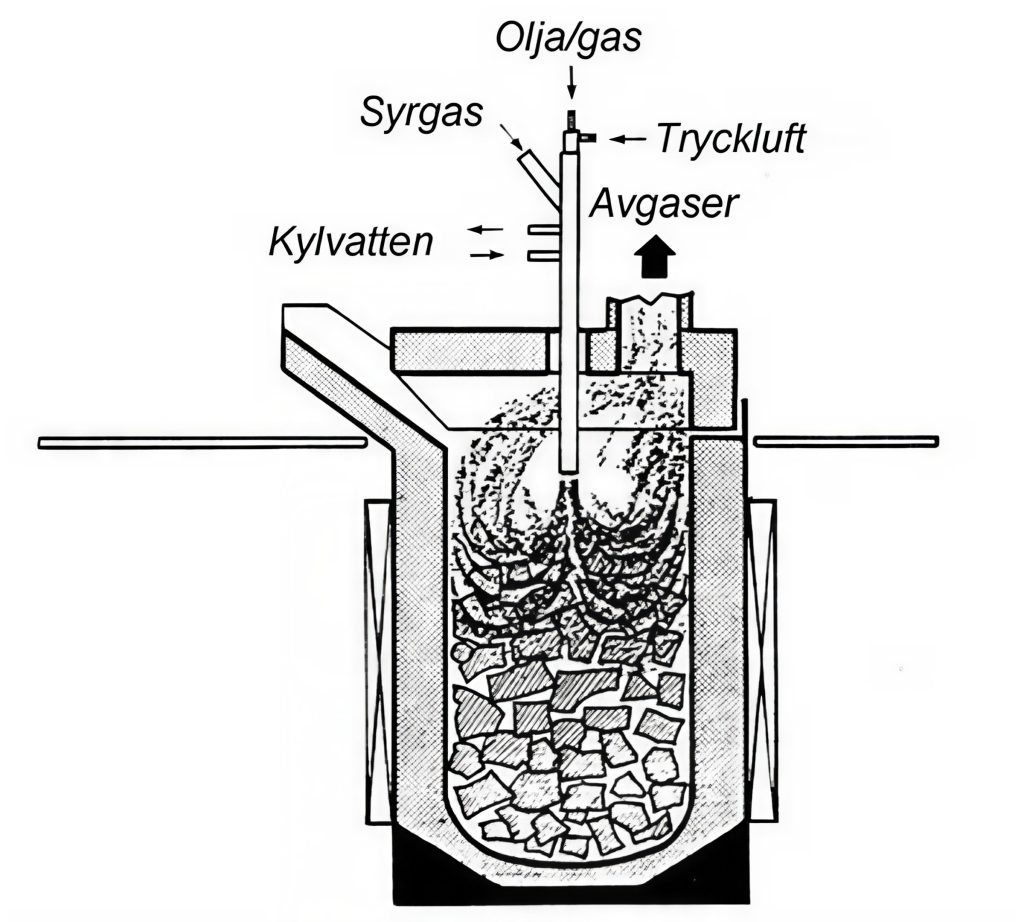
Figur 20. Högfrekvent degelugn med oxy-fuelbrännare. Ugnen är försedd med lock för bullerdämpning och för minskning av strålningsförlusterna.

{kind=link}
{kind=link}
{kind=link}