10.4.1 Verktyg
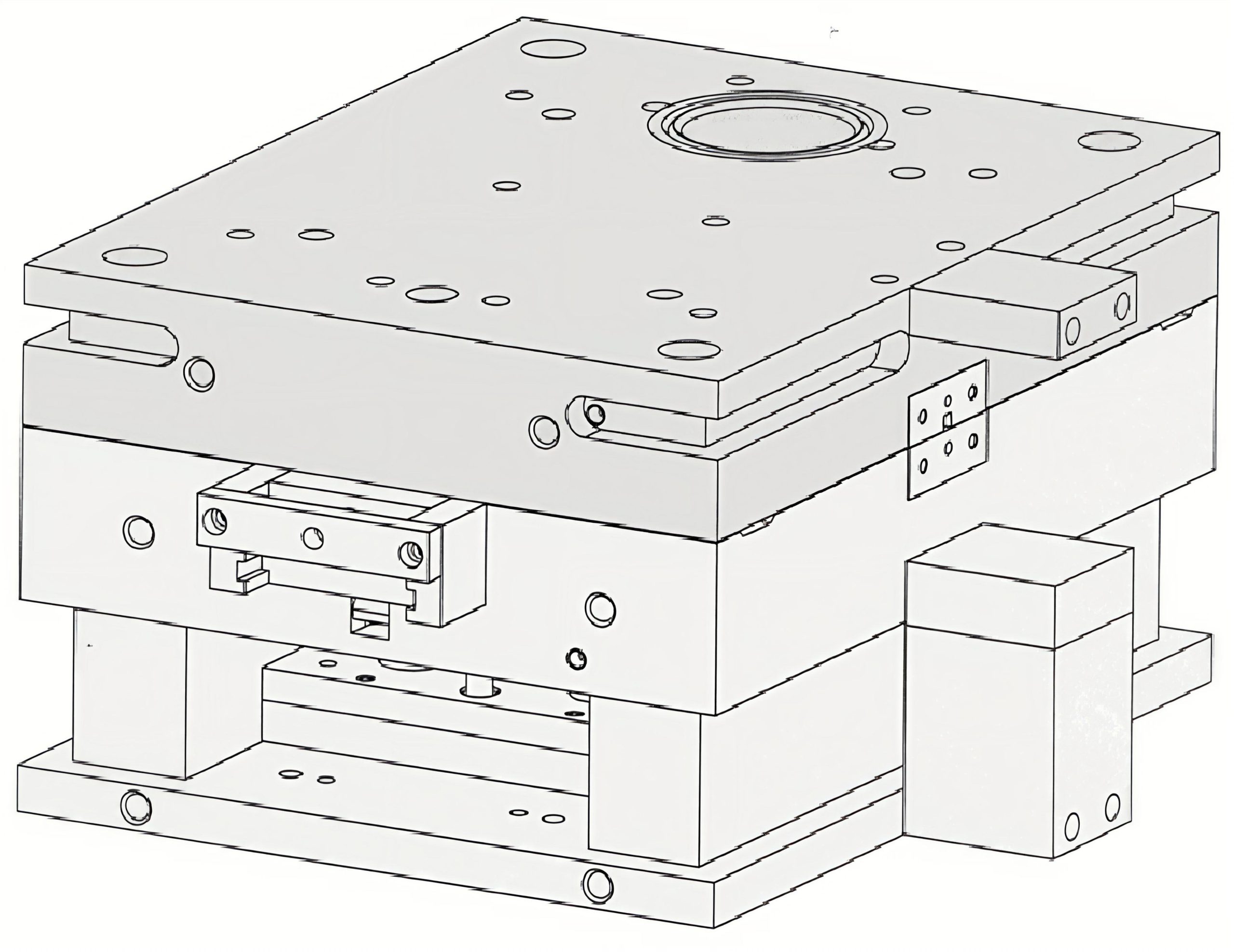
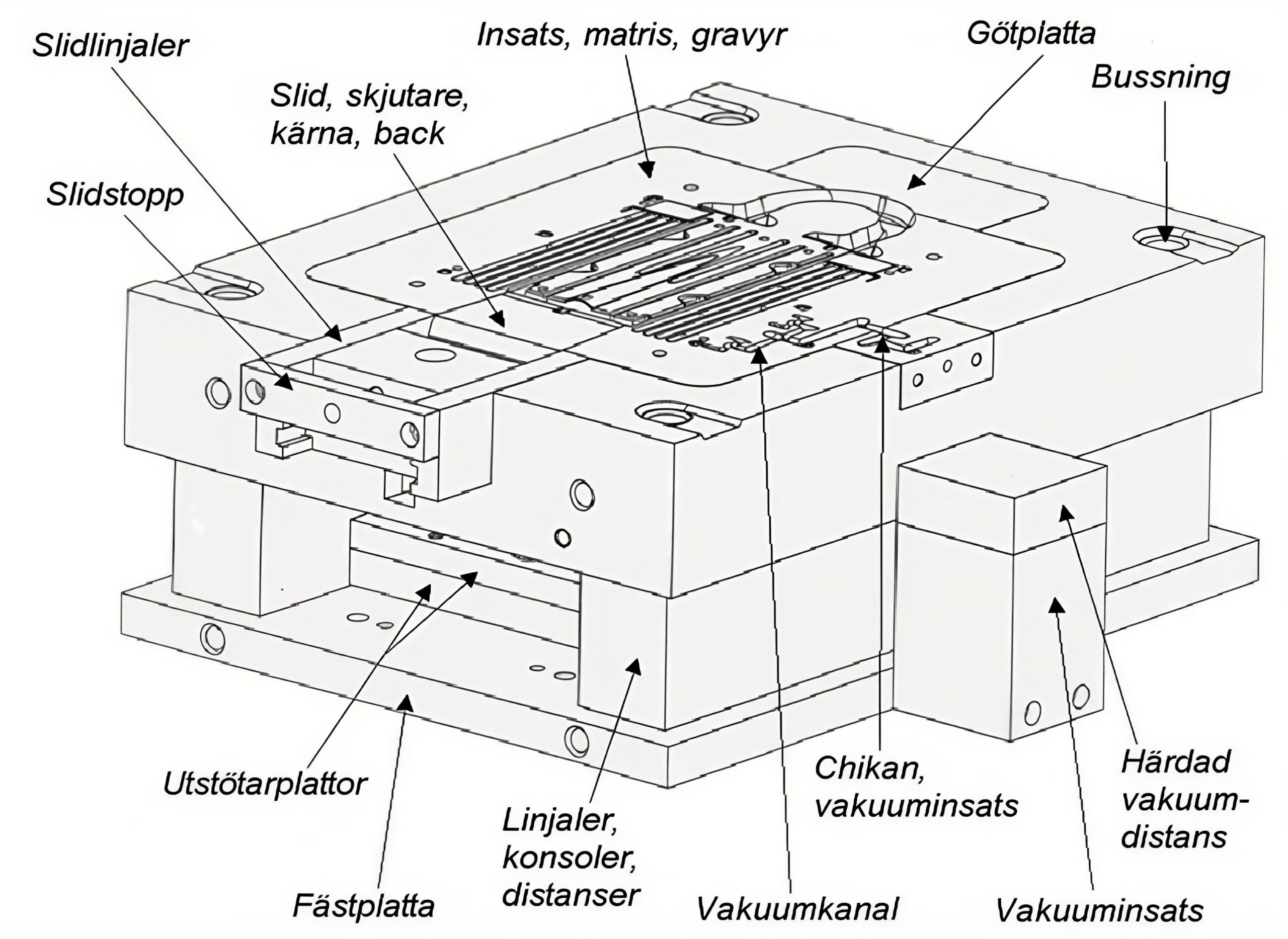
Den principiella uppbyggnaden av ett pressgjutverktyg framgår av figurerna nedan. Verktyget består av en fast och en rörlig verktygshalva, vilka tillsammans bildar den önskvärda formhåligheten. Det är vanligt att verktygshalvorna utförs med insatser av varierande antal, vilka omges av en ram, så kallad moderform eller moderverktyg.
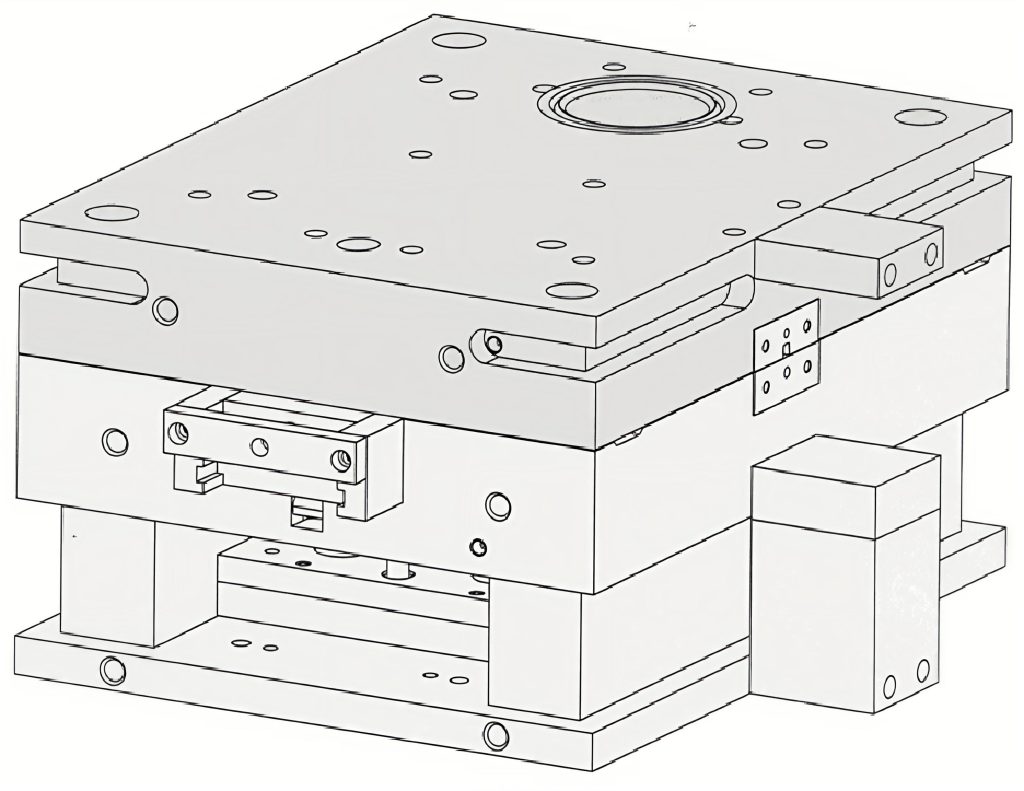
Figur 41. Den kompletta uppbyggnaden av ett pressgjutverktyg.
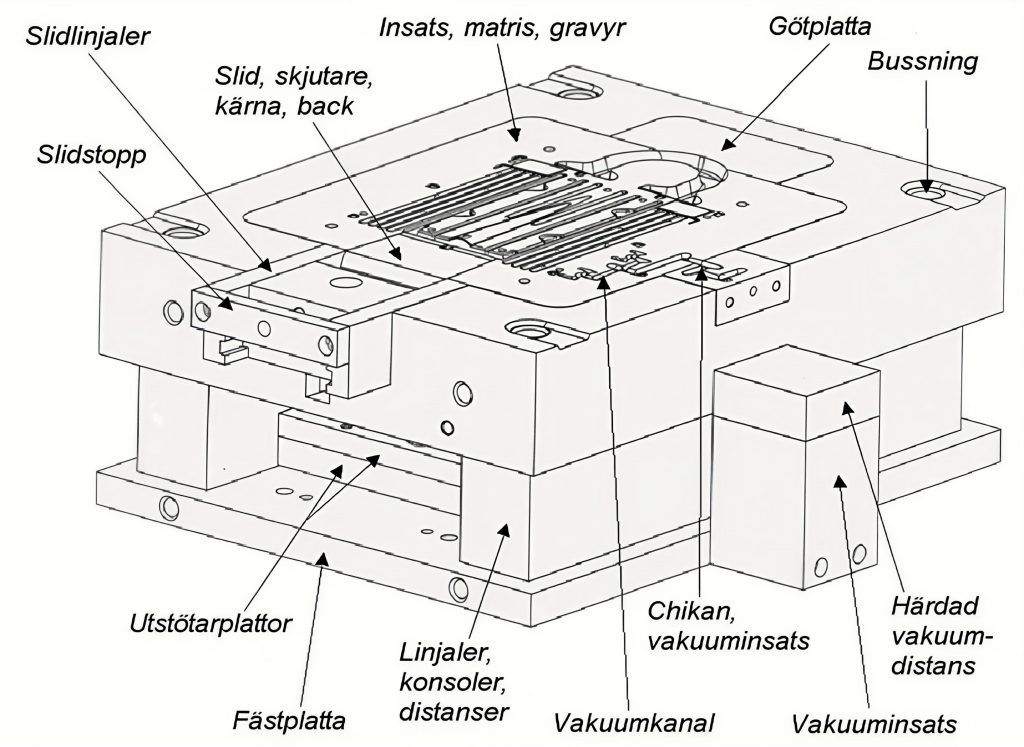
Figur 42. Den kompletta uppbyggnaden av ett pressgjutverktyg.
Den rörliga verktygshalvan är försedd med utstötare (utstötarpinnar), vilka löper genom verktyget och stöter ut gjutgodset ur den rörliga verktygshalvan när verktyget öppnas. Utstötarna är bakom den rörliga verktygshalvan förankrade i utstötarplattan i den så kallade utstötarlådan. Denna befinner sig mellan den rörliga verktygshalvan och maskinens rörliga maskinbord.
Verktygshalvornas centrering till varandra görs med styrpinnar och styrbussningar. Vanligt är att verktygen är försedda med rörliga kärnor manövrerade med styrpinnar eller hydraulcylindrar. Moderverktygen är försedda med spår för att möjliggöra fastspänning vid maskinborden.
Formverktyget konstrueras så att gjutgodset blir kvar i den rörliga halvan när formverktyget öppnas.

10.4.2 Verktygsmaterial
Vid pressgjutning av aluminiumlegeringar utgör verktygskostnaden cirka tio procent av den totala kostnaden för den färdiga detaljen. Det är därför viktigt att välja ett verktygsmaterial med hög kvalitet och därigenom lång livslängd.
Det ställs mycket höga och komplexa krav på materialet för formverktyg, exempelvis:
- Bra värmeledningsförmåga minskar verktygets termiska gradienter och därmed de termiska spänningarna.
- Hög duktilitet ökar verktygsmaterialets förmåga att ta upp plastisk töjning innan sprickor uppstår.
- Hög seghet ökar verktygsmaterialets förmåga att ta upp dragspänningar utan att brista.
- Hög anlöpningsbeständighet motverkar mjuknande vid hög temperatur.
- Hög varmsträckgräns minskar den plastiska töjningen vid hög temperatur.
- Hög kryphållfasthet minskar risken för brott vid hög temperatur och långvarig belastning.
- Låg termisk utvidgningskoefficient innebär låga termiska spänningar.
Av den totala verktygskostnaden utgör kostnaden för verktygsstålet ca 10 – 20 procent och kostnaden för värmebehandlingen ca 5 – 10 procent.
Nedan finns en förteckning (på engelska) över vilka egenskaper som krävs beroende på material.
Tabell 9. Verktygsmaterial. Notering 1: Endast för korta serier i zink. Notering 2: Nitrerat.
Notering 1: Endast för korta serier i zink. Notering 2: Nitrerat.
Ett exempel på ett vanligt material i pressgjutverktyg är SS 14 22 42, som är ett legerat varmarbetsstål. Svenska Uddeholm marknadsför materialet under namnet Orvar Supreme. Som legeringsämnen ingår bland annan krom, molybden och vanadin. Draghållfastheten Rm är cirka 1 400 MPa och hårdheten HRC 46 – 48. Detta stål används för verktygsinsatser, kärnor, slider, munstycken, spridarpinnar, utstötarpinnar, kolvar och fyllkammare.
I den amerikanska standarden AISI benämns Orvar Supreme H13.
En vidareutveckling av Orvar Supreme är Dievar som har bättre materialegenskaper. Det kan härdas upp till hårdhet HRC 50 med bibehållen seghet. Dock är det mer svårbearbetat än Orvar Supreme. Ett annat material är så kallat maråldringsstål. Detta stål ger mycket fina ytor på den gjutna detaljen men är ett förhållandevis dyrt material. För moderverktyg används ofta enklare konstruktionsstål.
En bra källa till mer information om verktygsstål finns hos ståltillverkaren Uddeholm som har tagit fram en teknisk skrift om stål för pressgjutverktyg.
10.4.3 Framställning och bearbetning av verktyg
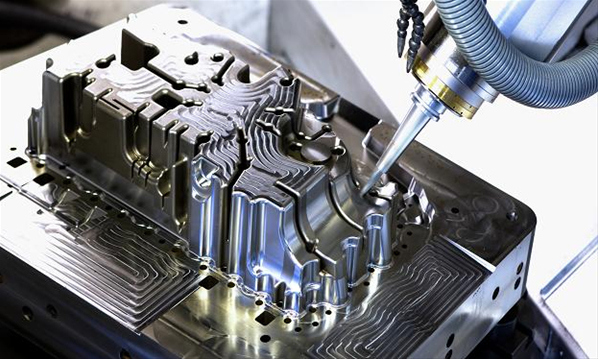
Den vanligaste metoden för att tillverka formrummet i ett pressgjutverktyg är att fräsa ut det ur stålet, men för att få fram komplexa geometrier i det färdiga verktyget krävs ofta även andra former av bearbetning, exempelvis gnistning.
CNC-fräsning
Med en CNC-maskin avses en fräs där styrningen sker datorkontrollerat, Computer Numerical Controlled. Moderna maskiner har ofta fem axlar som maskinen kan arbeta runt. Det betyder att fräsverktyget, förutom att arbeta med en XYZ-led, även vinklas och vrids runt två axlar, QC-led.
I CNC-maskinen fästs arbetsstycket upp och maskinen programmeras efter CAD-filen via ett CAM-system i vilket fräsprogrammet skapas. Under CAM-beredningen finns det möjlighet att se hur arbetsprocessen kommer att se ut för den specifika ritningen/detaljen.
Gnistning
Gnistning är en avverkande bearbetningsmetod som i stället för att, som vid CNC-bearbetning mekaniskt avlägsna spån ur arbetsstycket, i stället via gnistor smälter och transporterar bort material från arbetsstycket.
Vid trådgnistning sker avverkningen genom att en tunn metalltråd, till exempel en mässingstråd, elektriskt ”skär” bort material från arbetsstycket. Trådgnistning är en bra metod för att skapa hål och ytor som kräver fina toleranser. I metalltråden går det en växelström och när kontakt skapas med arbetsstycket skapas en gnista, vilken har väldigt hög temperatur som då smälter materialet. Denna process sker nedsänkt i avjoniserat vatten, för att hålla nere temperaturen i arbetsstycket samt kontrollera gnistan och transportera bort avverkat material.
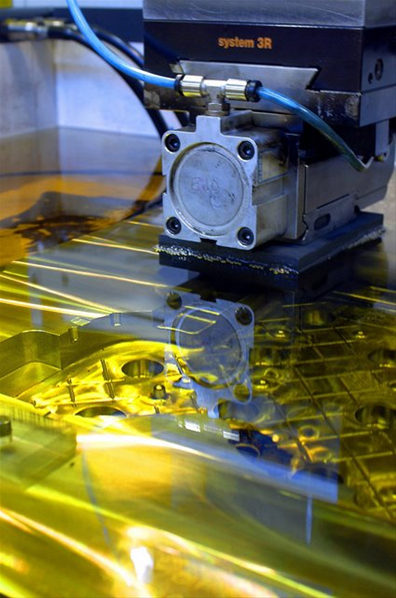
Vid sänkgnistning är principen den samma som vid trådgnistning men i stället för en tråd används en elektrod, av till exempel grafit. Elektroden är formad efter den modell som ska tillverkas, men motsvarar det material som ska bearbetas bort. Både elektroden och arbetsstycket har en negativ laddning. Elektroden trycks mot arbetsstycket och det uppstår kortslutning mellan de båda, vari den skärande effekten uppnås. Vid sänkgnistning sker hela processen nedsänkt i en isolerande vätska, dielektrum.
10.4.4 Värmebehandling av verktyg
Värmebehandlingen av verktyget är mycket viktig för dess hållbarhet och livslängd.
När pressgjutverktyget maskinbearbetats måste det värmebehandlas för att få optimal hållfasthet, anlöpningsbeständighet, seghet och duktilitet.
Följande rader om värmebehandling är hämtade från Uddeholms tekniska skrift om stål för pressgjutning:
Stålets egenskaper efter värmebehandling uppnås genom kontroll av austenitiseringstemperaturen, austenitiseringstiden, kylningshastigheten vid härdning och anlöpningstemperaturen.
En hög austenitiseringstemperatur har en positiv inverkan på anlöpningsbeständigheten och beständigheten mot mjuknande, vilket i sin tur motverkar sprickbildningen genom termisk utmattning.
Å andra sidan reduceras segheten och duktiliteten vid austenitisering vid höga temperaturer genom att man ökar kornstorleken och framkallar en större risk för utskiljning av korngränskarbider vid härdning. Förfarandet bör därför endast användas för mindre verktyg, insatser och kärnor.
En högre hårdhet efter värmebehandling har på samma sätt en gynnsam inverkan på motståndet mot varmsprickbildningen. Den bör dock inte överstiga 50 HRC vid pressgjutning av aluminium och 46 HRC vid pressgjutning av mässing. Risken för sprickbildning och totalhaveri ökar med den högre hårdheten på grund av den reducerade segheten.
Kylningshastigheten vid härdning har mycket stor betydelse för verktygslivslängden. En låg kylningshastighet ger den bästa dimensionsstabiliteten, men risken för ogynnsamma härdstrukturer ökar. På så vis kommer en alltför låg kylningshastighet vid härdning att minska stålets brottseghet.
En högre kylningshastighet, till exempel vid användning av saltbad eller vakuum med övertryck vid kylningen, ger en bättre härdstruktur och därmed längre livslängd hos verktyget.
Olika värmebehandlingar kan i varierande grad medföra oönskade formförändringar hos ett färdigbearbetat pressgjutverktyg. Den optimala balansen mellan den minskade justeringskostnaden (mindre bearbetning), som en lägre kylningshastighet medför, och den ökade livslängden hos verktyget, som främjas av en högre kylningshastighet (högre seghet), måste därför eftersträvas.
I de allra flesta fall är en högre kylningshastighet att föredra om man betraktar totalekonomin för pressgjutverktyget.
Avkolning och kraftig uppkolning kan orsaka för tidig varmsprickbildning.
Verktyget bör anlöpas direkt då temperaturen vid härdning har sjunkit till 50–70 ºC.
En dubbel anlöpning är nödvändig för att erhålla en tillfredsställande mikrostruktur. Anlöpningstemperaturen väljs beroende på önskad hårdhet på verktyget.
En tredje anlöpning vid något lägre temperatur görs i samband med oxideringen av verktyget, vilket normalt rekommenderas för pressgjutningsverktyg.
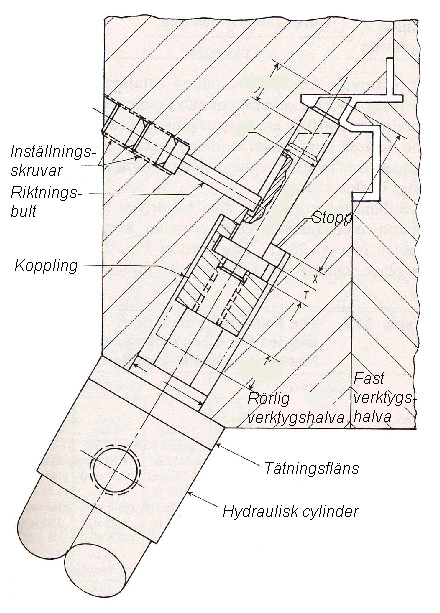
10.4.5 Kärndragningsenhet
Kärndragning, som sker i maskinens längdriktning, utförs automatiskt då formen öppnar. Detta gäller vid kärnor i den fasta verktygshalvan. Vid kärnor i den rörliga verktygshalvan sker kärndragningen vid utstötningen, även detta automatiskt.
Den vanligaste metoden för kärndragning är att använda sig av snedpinnar och slider. Metoden passar bra för alla maskinstorlekar. Vid denna lösning låser snedpinnen fast sliden i sitt läge vid gjutningen. Efter gjutningen följer snedpinnen med den rörliga verktygshalvans rörelse och tvingar isär sliden eller backen. När verktygshalvorna går ihop för en ny gjutning tvingar snedpinnarna ihop sliden. Snedpinnens längd och vinkel styr hur långt kärnan skall röra sig.
Kärndragning med stora kärnor i varierande riktningar eller kärnor som måste dras ut innan formverktyget öppnar sker med kärndragningscylindrar. Vid behov kan kärndragning ske i bestämda sekvenser då kärnorna går i ingrepp med varandra.
Figuren nedan visar ett exempel på hur kärndragningen kan vara utformad då kärndragningscylinder används. Den visade lösningen är vanligt förekommande på maskiner med låskrafter över 8 MN. Den hydrauliska cylindern får sin kraft från maskinens hydraulsystem. Två gränslägesbrytare ger signaler till maskinens styrsystem om när kärnan är inne respektive ute. Gjutgodset får i det här exemplet inte stötas ut förrän kärnorna har gått tillbaka helt och hållet.
10.4.6 Livslängd på pressgjutsverktyg
Pressgjutverktyg utsätts för höga temperaturer och stora mekaniska påkänningar. Detta medför att livslängden hos pressgjutverktyg kan bli relativt begränsad men genom att optimera vissa parametrar ökar den potentiella livslängden.
Faktorer som begränsar verktygslivslängden är främst:
- Varmsprickbildning (termisk utmattning)
- Erosionsskador
- Sprickbildning (totalhaveri)
- Korrosion
- Intryckningar (låg hållfasthet)
Tabellen nedan ger en översikt över normala livslängder för form och kärna vid olika gjutmetaller samt vilka faktorer som normalt begränsar livslängden vid respektive gjutmetall.
Tabell 10. Normala verktygslivslängder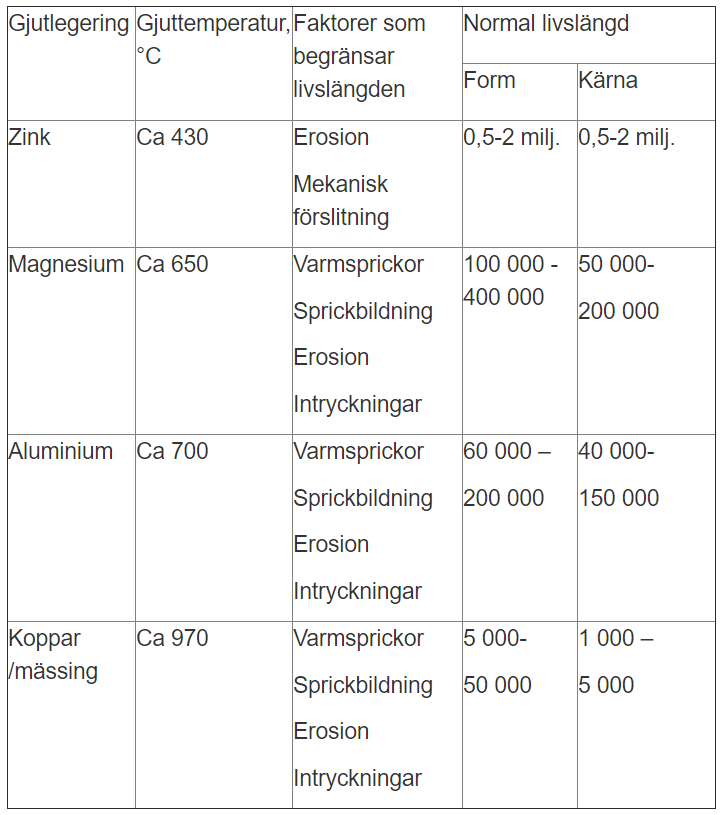
Varmsprickbildning
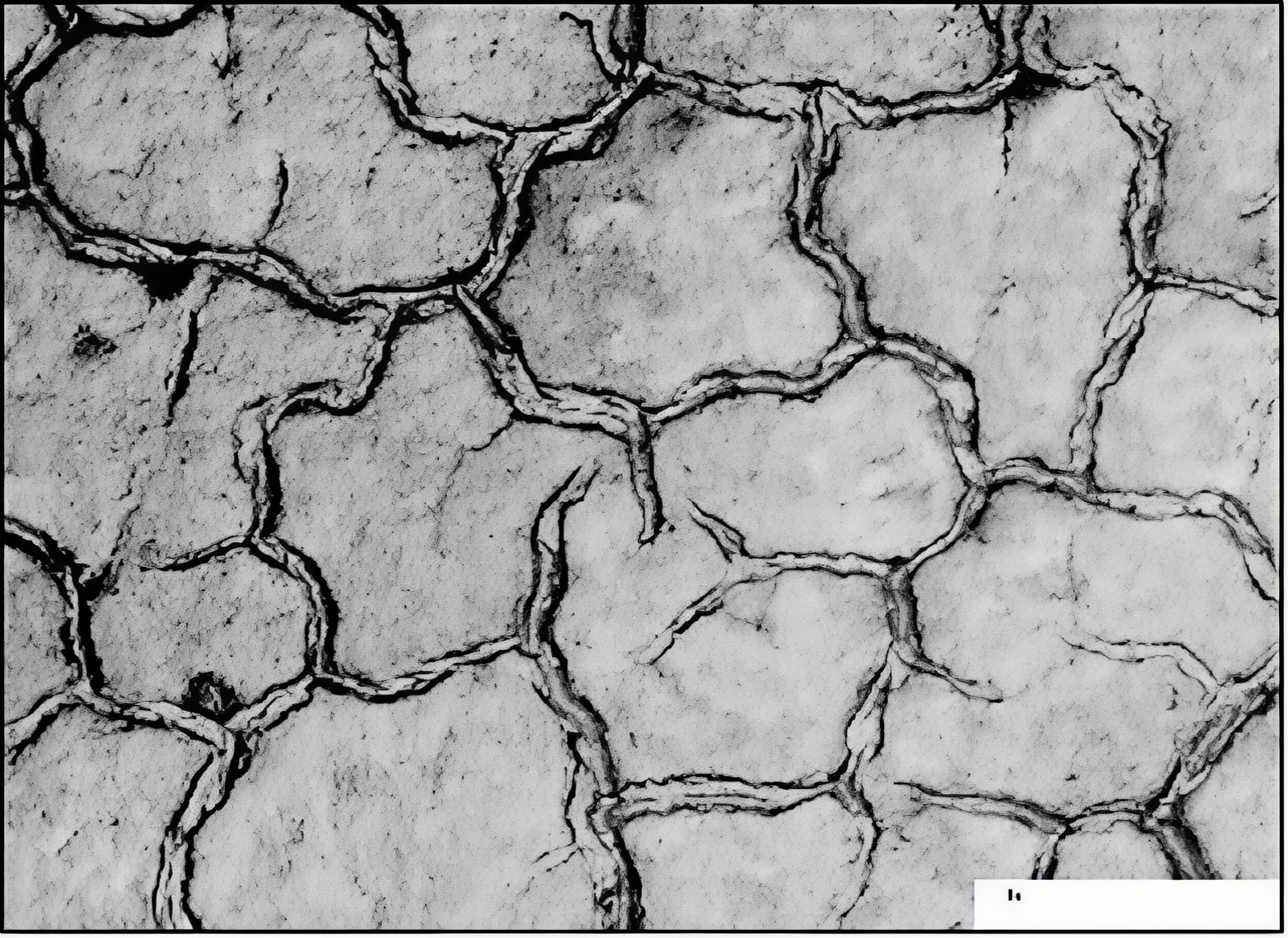
Vid pressgjutning utsätts stålet i formverktyget omväxlande för upphettning och avkylning. Detta innebär att stora spänningar uppstår i ytskiktet hos materialet, vilka så småningom leder till termiska utmattningssprickor, så kallade varmsprickor. Höga temperaturtoppar och snabb kylning ökar risken.
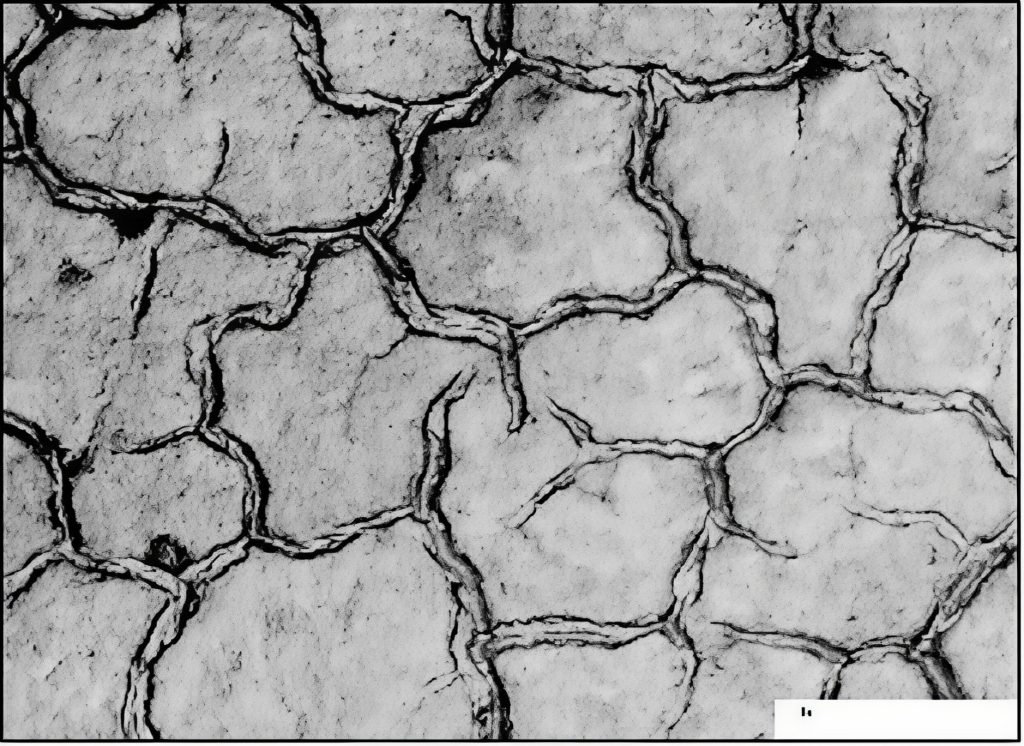
Figur 47. Exempel på varmsprickor i ett pressgjutverktyg.
Varmsprickor härrör från en kombination av termiska dragspänningar, som orsakats av temperaturväxlingar och plastisk töjning. Varmsprickbildning förhindras om någon av dessa faktorer saknas. Det är främst dragspänningar som inverkar på uppkomsten och tillväxten av varmsprickor.
Graden av varmsprickbildning påverkas främst av följande faktorer:
- Verktygets temperaturcykel.
- Verktygsmaterialets grundegenskaper.
- Anvisningar i verktyget (hålkälar och ytbeskaffenhet).
En faktor av betydelse då det gäller temperaturcykeln är den maximala temperaturen hos ytskiktet i formrummet. Upp till 600 ºC är påfrestningarna måttliga, men vid högre temperaturer ökar risken för varmsprickbildning kraftigt. Det är dessutom viktigt att skillnaden i temperatur mellan formytan i verktyget och den smälta metallen minimeras så mycket som det är praktiskt möjligt. Av denna anledning rekommenderas att alltid förvärma verktyget före produktionsstart.
Erosionsskador
Under formfyllningen pressas den smälta metallen in i formrummet med hög hastighet och under högt tryck. Detta kan under vissa omständigheter medföra att stål ”spolas bort” från formytan. Fenomenet kan betraktas som en kombination av erosion och korrosion. Flera faktorer har betydelse för uppkomsten och graden av erosion i formverktyget. De viktigaste är smältans temperatur, sammansättning och strömningshastighet i verktyget samt formverktygets värme- och ytbehandling.
Sprickbildning – totalhaveri
Sprickbildning i ett formverktyg orsakas av tillfällig termisk överbelastning och utgör en vanlig orsak till kort livslängd hos verktyget. En faktor av betydelse då det gäller ett verktygs förmåga att motstå last utan sprickbildning är verktygsmaterialets seghet. Denna är beroende av både materialet och värmebehandlingen. Andra faktorer som påverkar risken för sprickbildning är verktygets underhåll och även själva gjutprocessen. Totalhaveri genom sprickbildning är vanligast förekommande relativt tidigt efter att pressgjutverktyget tagits i drift, medan denna typ av haveri blir alltmer sällsynt i takt med ökat antal gjutna detaljer i verktyget.
Korrosion
Faktorer som påverkar korrosionen i formverktyg är främst smältans temperatur och sammansättning, smältans strömningshastighet i formverktyget samt verktygets ytbehandling.
Intryckningar
En vanlig orsak till intryckningar i formrummet eller delningsplanet är för låg varmhållfasthet hos verktygsmaterialet. Vid förhöjd temperatur minskar stålets hållfasthet och hårdhet. Detta innebär att risken för intryckningar ökar med arbetstemperaturen.
10.4.7 3D-printade verktyg (insatser och kärnor)
3D-printning eller ”Additiv Manufacturing” (AM) är en övergripande benämning för flera olika processer med antingen pulver eller tråd som råmaterial och olika för- respektive nackdelar i form av hastighet, precision samt krav på efterbearbetning. Tekniken erbjuder intressanta möjligheter att tillverka insatser och kärnor med komplexa geometrier, exempelvis för pressgjutning.
3D-printning eller additiv tillverkning har funnits under många år. Framför allt har tekniken använts inom prototyptillverkning och tillverkning av små serier. Det är först på senare år som 3D-tekniken har blivit anpassad dels för nya material, dels för fullskalig serieproduktion eller tillverkning av insatser/kärnor för pressgjutning. Idag finns pulver som är identiskt med det material som används vid tillverkning av insatser och kärnor med konventionell teknik. Vid godstjocklekar över ca 3 mm får det printade materialet lika bra eller bättre mekaniska egenskaper som ett valsat stålämne i samma material. Det krävs i allmänhet en efterbehandling i form av bearbetning och värmebehandling för 3D-printade insatser/kärnor i verktyget.
För pressgjutning erbjuder 3D-printning av insatser och kärnor (och på sikt kanske hela verktyg), flera fördelar, exempelvis:
- Kylkanalerna kan placeras optimalt, vilket gör att man kan minska formsmörjningen, reducera cykeltiden, gjuta mer tunnväggigt gods med komplex design samt reducera risken för stelningsrelaterade porer i känsliga områden hos en komponent.
- Ledtiden för att ta fram verktygen/insatser/kärnor kan minska.
- Ökat materialutbyte; allt stålpulver eller tråd som 3D-printas blir till verktyg/kärnor, medan CNC-bearbetning skapar spån som måste smältas om. Detta innebär att miljöpåverkan från verktygstillverkningen minskas.
10.4.8 Engångskärnor - "lost core"
Vid pressgjutning skapas hålrum i den gjutna detaljen med hjälp av stålkärnor som rör sig linjärt in och ut i formrummet. Kravet på en linjär rörelse innebär att man inte kan pressgjuta håligheter som är krökta eller har så kallat motsläpp. För denna typ av detaljer måste man använda sand- eller kokillgjutning med sandkärnor. Engångskärnor av salt kan erbjuda nya möjligheter för pressgjutning.
Vid användning av engångskärnor, exempelvis av salt, monteras kärnan i formrummet innan gjutning och efter stelning spolas saltkärnan ut ur den gjutna komponenten. Skälet till att man använder saltkärnor är att dessa har en betydligt högre hållfasthet är motsvarande kärnor av sand, vilka skulle gå sönder till följd av den höga hastigheten och det höga trycket hos den inströmmande metallen.
Med engångskärnor kan komponenter med krav på tunna och komplexa geometrier pressgjutas och därmed skapa kostnadsfördelar vid långa serier. Tekniken bidrar till hög måttnoggrannhet och minskad efterbearbetning. En ytterligare fördel med tekniken är den höga ytjämnheten som erhålls med saltkärnor. Därför lämpar sig lost core-tekniken speciellt för pressgjutning av kanaler för strömmande medier som vätskor och gas.
Vid tillverkning av saltkärnor avsedda för inre formgivning av komponenter spelar saltblandningen liksom processparametrarna en avgörande roll. Under senare år har en teknik för framställning av saltkärnor i en varmkammarmaskin utvecklats. Vid design av komponenter och verktyg för användning av saltkärnor måste kärnornas lagringsegenskaper över tid beaktas, ex vis känslighet för fukt och krympning. Urspolningen av kärnan i den färdiga komponenten kan ske med vatten eller olja och det finns teknik för återvinning av saltet om så krävs av miljöskäl.


{kind=link}
{kind=link}
{kind=link}